
L’EAU DANS LES BOCAUX APRÈS STÉRILISATION
GUIDE TECHNIQUE COMPLET
TABLE DES MATIÈRES
1. Introduction Technique
2. Phénomènes Physiques de la Condensation
3. Causes de l’Eau dans les Bocaux
4. Analyse Scientifique du Processus Thermique
5. Conséquences et Impacts
6. Solutions Techniques et Préventives
7. Contrôle Qualité et Surveillance
8. Applications Industrielles
9. Recommandations Pratiques
10. Conclusion et Perspectives
1. INTRODUCTION TECHNIQUE
La stérilisation des bocaux constitue un processus thermodynamique complexe impliquant des transferts de chaleur, des changements d’état et des phénomènes de condensation. Cette problématique technique revêt une importance cruciale dans l’industrie agroalimentaire et la conservation domestique, car elle peut affecter la qualité des produits conservés, leur durée de vie et leur sécurité microbiologique.

Figure 1: Condensation caractéristique observée dans les bocaux après stérilisation
Lorsque les bocaux subissent un traitement thermique à haute température, généralement entre 100°C et 121°C selon la méthode employée, l’eau présente sous forme de vapeur dans l’espace de tête se trouve soumise à des variations importantes de température et de pression. Le phénomène d’apparition d’eau à l’intérieur des bocaux après stérilisation résulte principalement de la condensation de la vapeur d’eau sur les parois internes du récipient lors du refroidissement.
Points Clés de l’Introduction
- Processus thermodynamique complexe impliquant multiple transferts
- Températures de stérilisation : 100°C à 121°C
- Impact critique sur la qualité et la sécurité des produits
- Condensation comme phénomène physique naturel
L’analyse de ce phénomène nécessite une approche multidisciplinaire combinant la thermodynamique, la mécanique des fluides, et la science des matériaux. Les paramètres critiques incluent la température de stérilisation, la durée d’exposition, la vitesse de refroidissement, l’humidité relative initiale, la géométrie du bocal et les propriétés thermiques des matériaux d’emballage.
Paramètres Techniques Fondamentaux
Température de stérilisation : 100°C – 121°C
Pression de vapeur : 101 kPa – 203 kPa
Durée d’exposition : 15 min – 120 min
Vitesse de refroidissement : 0,5°C/min – 5°C/min
Humidité relative : 60% – 90%
Volume d’espace de tête : 8% – 15%
2. PHÉNOMÈNES PHYSIQUES DE LA CONDENSATION
2.1 Principes Thermodynamiques Fondamentaux
La condensation dans les bocaux stérilisés obéit aux lois fondamentales de la thermodynamique, particulièrement la loi des gaz parfaits et l’équation de Clausius-Clapeyron. Lorsque la température du système diminue après stérilisation, la pression de vapeur saturante de l’eau décroît exponentiellement selon la relation thermodynamique fondamentale.
Équation de Clausius-Clapeyron :
P = P₀ × exp(-ΔHvap/RT)
Où :
- ΔHvap = enthalpie de vaporisation (40,7 kJ/mol pour l’eau)
- R = constante des gaz parfaits (8,314 J/mol·K)
- T = température absolue
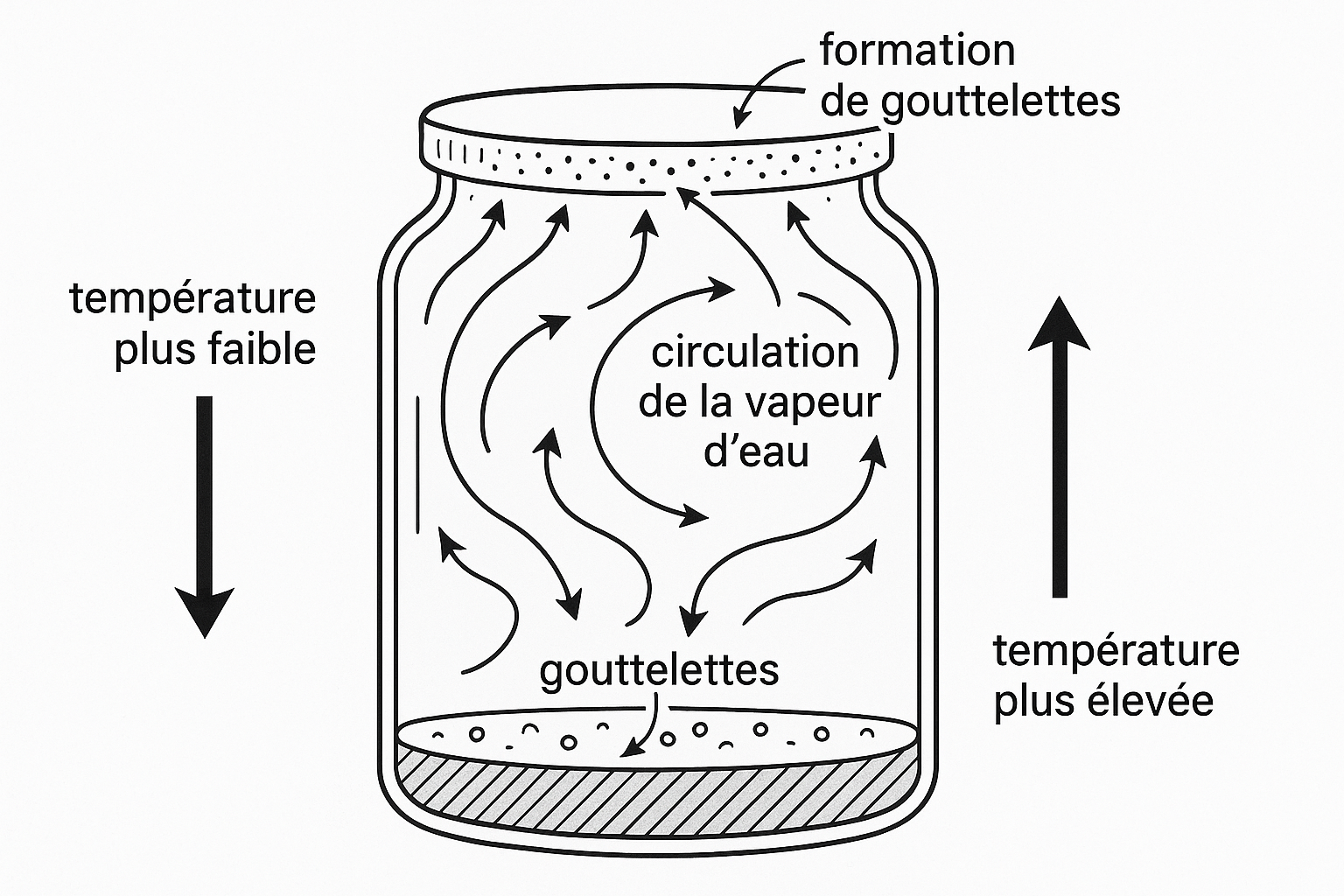
Figure 2: Diagramme technique illustrant les mécanismes de condensation dans un bocal fermé
Le processus de nucléation hétérogène se produit préférentiellement sur les parois du bocal, qui constituent des sites de nucléation favorables en raison de leur rugosité microscopique et de leurs propriétés de mouillage. L’énergie libre de Gibbs pour la formation d’une gouttelette sphérique de rayon r s’exprime par une équation complexe intégrant les aspects volumiques et surfaciques.
Énergie libre de Gibbs :
ΔG = (4/3)πr³ΔGv + 4πr²γ
Où :
- ΔGv = énergie volumique de condensation
- γ = tension superficielle eau-vapeur (0,0728 N/m à 20°C)
2.2 Transferts Thermiques et Convection
Les transferts thermiques dans les bocaux stérilisés impliquent trois modes principaux : conduction à travers les parois de verre, convection naturelle dans l’espace gazeux, et rayonnement thermique. Le coefficient de transfert thermique par convection naturelle peut être estimé par la corrélation de Nusselt pour les cylindres verticaux.
| Propriété Thermophysique | Valeur | Unité | Application |
|---|---|---|---|
| Conductivité thermique du verre borosilicate | 1,2 | W/m·K | Conduction parois |
| Capacité calorifique de l’air humide | 1,02 | kJ/kg·K | Stockage thermique |
| Coefficient de dilatation thermique de l’air | 3,43×10⁻³ | K⁻¹ | Convection naturelle |
| Viscosité dynamique de l’air à 20°C | 1,81×10⁻⁵ | Pa·s | Écoulements visqueux |
La stratification thermique dans l’espace de tête du bocal génère des gradients de densité induisant des mouvements convectifs selon les équations de Navier-Stokes pour les fluides compressibles. Ces mouvements facilitent le transport de masse et accélèrent les échanges thermiques entre la phase gazeuse et les parois.
2.3 Cinétique de Condensation
La vitesse de condensation dépend du degré de sursaturation S = P/Psat, où P représente la pression partielle de vapeur d’eau et Psat la pression de vapeur saturante à la température considérée. Le flux de condensation massique s’exprime par l’équation de Hertz-Knudsen, fondamentale en physique de la condensation.
Équation de Hertz-Knudsen :
J = α × (P – Psat) / √(2πmkT)
Où :
- α = coefficient de condensation (≈ 1 pour l’eau)
- m = masse moléculaire de l’eau
- k = constante de Boltzmann
- T = température absolue

Figure 3: Stérilisateur professionnel montrant les gradients thermiques et la formation de vapeur
La croissance des gouttelettes suit la loi de diffusion contrôlée : r² = r₀² + 2Dt, où D représente le coefficient de diffusion de la vapeur d’eau dans l’air (2,6×10⁻⁵ m²/s à 25°C et 1 atm). Cette croissance est limitée par la disponibilité en vapeur d’eau et la compétition entre gouttelettes adjacentes.
3. CAUSES DE L’EAU DANS LES BOCAUX APRÈS STÉRILISATION
3.1 Sources d’Humidité Primaires
L’origine de l’eau condensée dans les bocaux provient de plusieurs sources distinctes et quantifiables. Premièrement, l’humidité résiduelle présente dans l’espace de tête avant fermeture constitue la source principale. Cette humidité peut représenter 3 à 8% du volume gazeux selon les conditions ambiantes, soit 2 à 6 grammes d’eau pour un bocal de 500 mL dans des conditions standards (20°C, 60% d’humidité relative).
Quantification des Sources d’Humidité
Humidité Résiduelle
3-8%
du volume gazeux
Évaporation Contenu
15-25%
de l’espace de tête
Désorption Parois
0,1-0,3
mL/dm² surface
Deuxièmement, l’évaporation partielle du contenu liquide ou semi-liquide du bocal durant la phase de chauffage contribue significativement à l’augmentation de la pression de vapeur. Cette évaporation suit la loi de Raoult pour les solutions diluées et peut atteindre 15 à 25% du volume de l’espace de tête selon la température de stérilisation et la durée d’exposition.
Troisièmement, la désorption d’eau liée aux parois internes du bocal et aux surfaces du couvercle représente une source souvent négligée mais quantifiable. Les matériaux poreux ou présentant une rugosité de surface peuvent retenir 0,1 à 0,3 mL d’eau par décimètre carré de surface selon leur nature et leur état de surface.
3.2 Facteurs Thermodynamiques
L’amplitude du phénomène de condensation dépend directement des paramètres thermodynamiques du cycle de stérilisation. Une température de stérilisation de 121°C (autoclave) génère une pression de vapeur saturante de 203 kPa, soit environ 2 atmosphères, tandis qu’une stérilisation à 100°C (bain-marie) produit une pression de 101 kPa.
| Température (°C) | Pression Vapeur Saturante (kPa) | Pression (atm) | Méthode Stérilisation |
|---|---|---|---|
| 80 | 47,4 | 0,47 | Pasteurisation |
| 100 | 101,3 | 1,00 | Bain-marie |
| 121 | 203,0 | 2,00 | Autoclave standard |
| 134 | 308,0 | 3,04 | Autoclave haute pression |

Figure 4: Autoclave médical professionnel avec contrôle précis de température et pression
La vitesse de refroidissement constitue un paramètre critique influençant la cinétique de condensation. Un refroidissement rapide (>5°C/min) favorise la sursaturation et la nucléation homogène, générant de nombreuses petites gouttelettes. À l’inverse, un refroidissement lent (<1°C/min) favorise la croissance de gouttelettes plus volumineuses par coalescence progressive.
3.3 Influence Géométrique et Matériaux
La géométrie du bocal affecte significativement les patterns de condensation. Les bocaux cylindriques présentent une condensation préférentielle sur les parois latérales en raison des gradients thermiques radiaux, tandis que les formes coniques concentrent la condensation vers les zones de plus faible rayon de courbure selon la loi de Young-Laplace.
Propriétés Critiques du Verre Borosilicate
Conductivité thermique : 1,2 W/m·K
Coefficient dilatation : 3,3×10⁻⁶ K⁻¹
Résistance thermique : Excellente
Angle de contact eau : 15-30°
Les propriétés thermophysiques du verre influencent également le processus. Le verre borosilicate, avec sa faible conductivité thermique et son faible coefficient de dilatation, maintient des gradients thermiques importants entre l’intérieur et l’extérieur du bocal, favorisant la condensation sur les surfaces internes.
4. ANALYSE SCIENTIFIQUE DU PROCESSUS THERMIQUE
4.1 Modélisation Mathématique des Transferts
L’analyse quantitative de la condensation dans les bocaux nécessite la résolution simultanée des équations de conservation de la masse, de l’énergie et de la quantité de mouvement. Ces équations aux dérivées partielles forment un système complexe décrivant les phénomènes couplés de transfert thermique et massique.
Équation de Conservation de la Masse (vapeur d’eau) :
∂ρv/∂t + ∇·(ρv·v) = Sv
Où :
- ρv = densité de vapeur
- v = champ de vitesse
- Sv = terme source de condensation/évaporation
Équation de l’Énergie en Régime Transitoire :
ρcp(∂T/∂t + v·∇T) = k∇²T + Φ + Qcondensation
Où :
- cp = capacité calorifique
- k = conductivité thermique
- Φ = dissipation visqueuse
- Qcondensation = terme de chaleur latente
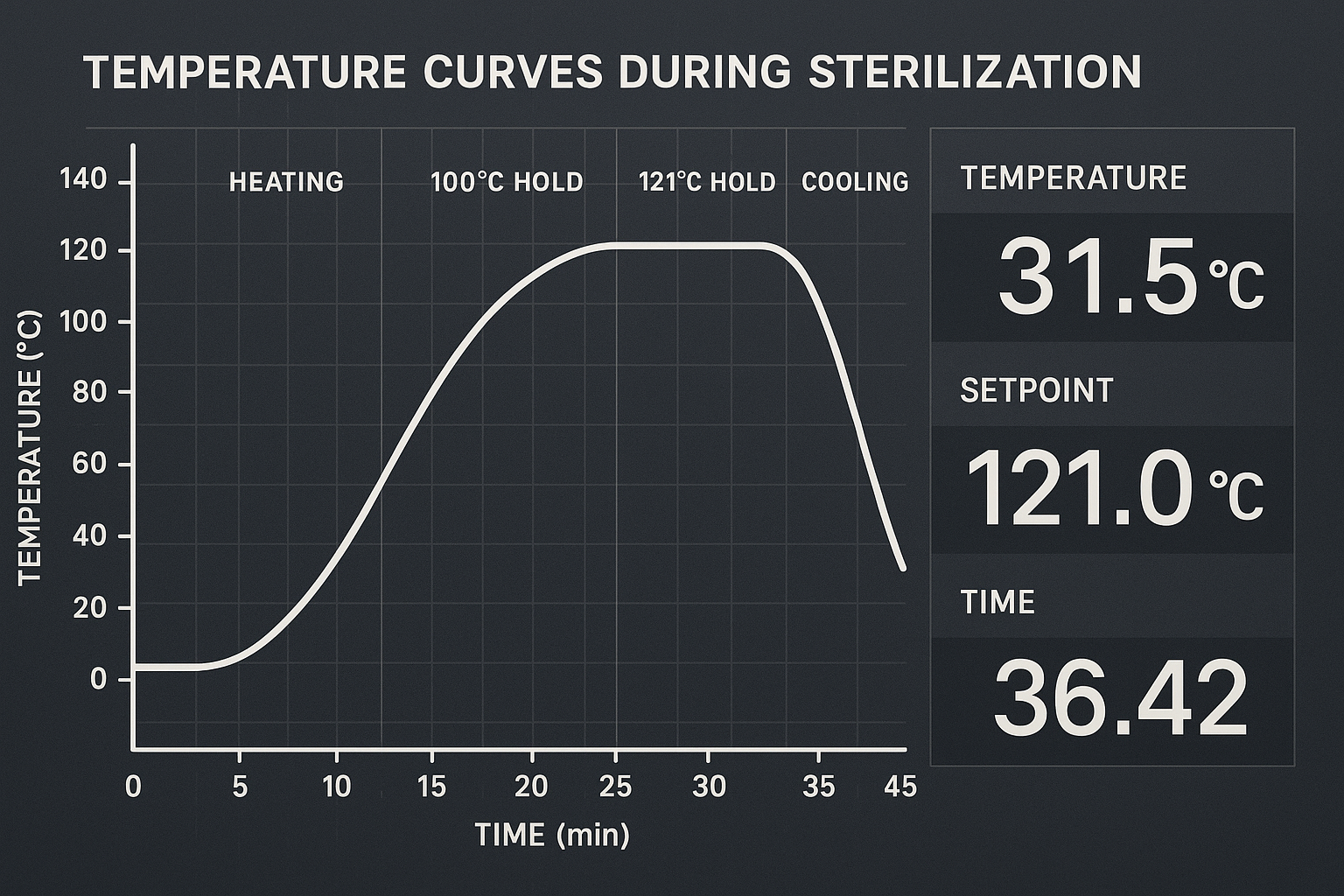
Figure 5: Courbes de température lors des cycles de stérilisation avec phases de montée, maintien et refroidissement
La résolution numérique de ce système d’équations couplées permet de prédire l’évolution spatio-temporelle de la température et de l’humidité. Les méthodes de volumes finis ou d’éléments finis sont généralement employées pour discrétiser le domaine de calcul et obtenir des solutions approchées.
4.2 Analyse Dimensionnelle et Similitude
L’analyse dimensionnelle révèle les nombres adimensionnels gouvernant le processus de condensation. Ces nombres permettent de caractériser l’importance relative des différents phénomènes physiques et d’établir des lois de similitude pour l’extrapolation des résultats.
| Nombre Adimensionnel | Expression | Valeur Typique | Signification Physique |
|---|---|---|---|
| Reynolds (Re) | ρVL/μ | 10² à 10³ | Inertie vs viscosité |
| Prandtl (Pr) | ν/α | 0,71 | Diffusion quantité mouvement vs thermique |
| Schmidt (Sc) | ν/D | 0,60 | Diffusion quantité mouvement vs massique |
| Lewis (Le) | α/D = Sc/Pr | 0,85 | Diffusion thermique vs massique |
| Péclet (Pe) | VL/α | 10² à 10⁴ | Convection vs diffusion thermique |
Le nombre de Jakob Ja = cp(Tsat – T∞)/L caractérise l’importance relative de la chaleur sensible par rapport à la chaleur latente. Pour la condensation d’eau, Ja varie typiquement entre 0,1 et 0,5, indiquant que les effets de chaleur latente dominent le processus de changement d’état.
4.3 Phénomènes de Transport Multicomposants
Le transport de la vapeur d’eau dans l’air implique des phénomènes de diffusion multicomposants décrits par les équations de Stefan-Maxwell. Ces équations prennent en compte les interactions entre les différentes espèces chimiques présentes dans le mélange gazeux.
Flux Diffusif de Vapeur d’Eau :
Jv = -ρDvair∇Yv – YvJtotal
Où :
- Dvair = coefficient de diffusion binaire vapeur d’eau-air
- Yv = fraction massique de vapeur
- Jtotal = flux massique total
La correction pour les hautes concentrations de vapeur devient significative lorsque la fraction molaire de vapeur dépasse 10%. Le facteur de correction de Stefan s’exprime par Φ = ln(1 + Bm)/Bm, où Bm représente le nombre de transfert de masse.
5. CONSÉQUENCES ET IMPACTS
5.1 Impacts sur la Qualité Microbiologique
La présence d’eau condensée dans les bocaux stérilisés peut compromettre la sécurité microbiologique des produits conservés. L’activité de l’eau (aw) des films liquides condensés avoisine 0,99, créant un environnement favorable au développement de micro-organismes résistants à la chaleur ou introduits par contamination post-stérilisation.

Figure 6: Laboratoire de contrôle qualité avec équipements d’analyse microbiologique des conserves
Risques Microbiologiques Critiques
Clostridium botulinum : Valeur D121°C = 0,1 à 0,3 minutes
Spores thermrésistantes critiques pour la sécurité
Activité de l’eau condensée : aw ≈ 0,99
Environnement optimal pour croissance microbienne
pH critique : Seuil de sécurité à 4,6
Dilution de 10% peut dépasser le seuil
Cette situation est particulièrement critique pour les spores bactériennes thermrésistantes comme Clostridium botulinum. L’accumulation d’eau condensée peut également modifier localement le pH et la concentration en agents conservateurs, créant des zones de moindre résistance antimicrobienne.
5.2 Altérations Physico-chimiques
La condensation induit des modifications significatives de la composition chimique locale des produits conservés. Les phénomènes de migration ionique dans la phase aqueuse condensée peuvent concentrer certains composés (sels, acides organiques) tout en diluant d’autres (conservateurs, antioxydants).
| Impact sur la Qualité | Réduction/Modification | Plage de Variation | Conséquence |
|---|---|---|---|
| Efficacité conservatrice | Réduction | 15 à 35% | Risque microbiologique |
| pH local | Modification | ±0,2 à 0,5 unités | Instabilité chimique |
| Arômes volatils | Dilution | 10 à 20% | Altération organoleptique |
| Texture produit | Variable | Selon produit | Qualité sensorielle |

Figure 7: Comparaison visuelle entre bocaux correctement stérilisés et présentant des défauts de condensation
Les réactions d’oxydation peuvent être accélérées par la présence de films aqueux condensés, particulièrement en présence d’oxygène résiduel dissous. La vitesse d’oxydation des lipides peut être multipliée par un facteur 2 à 5 selon la composition du milieu et la température de stockage.
5.3 Conséquences Économiques et Réglementaires
D’un point de vue économique, la formation de condensation excessive peut entraîner des pertes significatives en production industrielle. Les taux de non-conformité peuvent atteindre 5 à 15% selon les procédés et les produits, générant des coûts de retraitement ou de destruction considérables.
Impacts Économiques Quantifiés
5-15%
Taux de non-conformité
50-200€
Coût par tonne de produit
2-8%
Impact sur marge brute
Les réglementations sanitaires européennes (Règlement CE 852/2004) et américaines (FDA 21 CFR Part 113) imposent des critères stricts concernant l’intégrité des emballages stérilisés. La présence de condensation excessive peut constituer un motif de non-conformité lors des audits qualité et nécessiter des mesures correctives coûteuses.
6. SOLUTIONS TECHNIQUES ET PRÉVENTIVES
6.1 Optimisation des Paramètres de Stérilisation
La réduction de la condensation passe prioritairement par l’optimisation des cycles thermiques de stérilisation. L’implémentation de rampes de refroidissement contrôlées, avec des vitesses comprises entre 0,5 et 2°C/min selon la taille des bocaux, permet de limiter les phénomènes de sursaturation.
Profil Optimal de Refroidissement :
T(t) = T∞ + (T₀ – T∞)exp(-t/τ)
Où :
- T∞ = température ambiante finale
- T₀ = température initiale de stérilisation
- τ = constante de temps thermique adaptée
Paramètres Optimisés de Stérilisation
Cycles Thermiques
- Montée : 5-15°C/min
- Maintien : 15-120 min
- Refroidissement : 0,5-2°C/min
Technologies Avancées
- Micro-ondes : 15-25°C/min
- Induction : Gradients homogènes
- Contrôle adaptatif
L’utilisation de systèmes de chauffage par micro-ondes ou induction permet d’obtenir des gradients thermiques plus homogènes et de réduire les zones de condensation préférentielle. Ces technologies permettent une montée en température volumique uniforme avec des vitesses de chauffage pouvant atteindre 15 à 25°C/min.
6.2 Modifications des Emballages et Surfaces
Le traitement de surface des parois internes des bocaux par des revêtements hydrophobes peut réduire significativement la condensation. Les traitements au silane ou aux fluoropolymères modifient l’angle de contact eau-verre de 15-30° (verre nu) à 110-130° (surface traitée).
| Spécification Technique | Valeur Standard | Valeur Optimisée | Amélioration |
|---|---|---|---|
| Épaisseur revêtement | – | 50-200 nm | Couche nanométrique |
| Résistance thermique | 100°C | 250°C | +150°C |
| Réduction condensation | 0% | 40-70% | Significative |
| Durabilité cycles | – | >1000 cycles | Longue durée |
Ces traitements réduisent l’adhésion des gouttelettes et favorisent leur coalescence en films ruisselants, minimisant l’accumulation de condensation sur les parois. La durabilité de ces revêtements permet leur utilisation sur plus de 1000 cycles de stérilisation.
6.3 Contrôle Atmosphérique et Déshydratation
L’injection d’azote sec ou d’air déshydraté dans l’espace de tête avant fermeture constitue une solution efficace pour réduire l’humidité initiale. Cette technique permet d’abaisser le point de rosée de 15 à 25°C selon le degré de déshydratation, réduisant proportionnellement la quantité de vapeur condensable.
Techniques de Contrôle Atmosphérique
Injection de Gaz Sec
- Azote sec (N₂)
- Air déshydraté
- Gaz inertes
Agents Dessiccants
- Gel de silice encapsulé
- Tamis moléculaires
- Dessiccants biodégradables
L’utilisation d’agents dessiccants encapsulés, tels que le gel de silice ou les tamis moléculaires, peut absorber l’humidité résiduelle. Ces systèmes doivent être dimensionnés pour absorber 3 à 8 grammes d’eau par litre d’espace de tête, avec des cinétiques d’absorption compatibles avec les durées de refroidissement.
7. CONTRÔLE QUALITÉ ET SURVEILLANCE
7.1 Méthodes d’Évaluation de la Condensation
L’évaluation quantitative de la condensation dans les bocaux nécessite des méthodes de mesure précises et reproductibles. Les techniques d’analyse incluent la gravimétrie, la spectroscopie infrarouge, et l’imagerie thermique pour caractériser les patterns de condensation et quantifier les volumes d’eau condensée.
Méthodes de Contrôle Qualité
Gravimétrie
±0,1 mg
Précision pesée
Spectroscopie IR
0,1%
Détection humidité
Imagerie Thermique
±0,1°C
Résolution thermique
La gravimétrie reste la méthode de référence pour la quantification précise de l’eau condensée. Elle consiste à peser les bocaux avant et après stérilisation, puis après séchage contrôlé pour déterminer la masse d’eau condensée avec une précision de ±0,1 mg.
7.2 Critères de Conformité et Spécifications
L’établissement de critères de conformité pour la condensation dans les bocaux stérilisés nécessite la définition de seuils acceptables basés sur des études de stabilité et de sécurité microbiologique. Ces critères varient selon le type de produit, le pH, et les conditions de stockage prévues.
| Type de Produit | pH | Condensation Max (mL/L) | Critère Qualité |
|---|---|---|---|
| Légumes acides | < 4,6 | 8-12 | Acceptable |
| Légumes peu acides | > 4,6 | 2-5 | Critique |
| Fruits en sirop | 3,0-4,0 | 10-15 | Tolérable |
| Plats cuisinés | 5,0-7,0 | 1-3 | Très critique |
Les produits peu acides (pH > 4,6) présentent les exigences les plus strictes en raison du risque de développement de Clostridium botulinum. Pour ces produits, la condensation doit être maintenue en dessous de 2-5 mL par litre d’espace de tête pour garantir la sécurité microbiologique.
7.3 Systèmes de Surveillance Automatisée
L’implémentation de systèmes de surveillance automatisée permet un contrôle en temps réel des paramètres critiques de stérilisation. Ces systèmes intègrent des capteurs de température, pression, humidité, et des algorithmes de contrôle prédictif pour optimiser automatiquement les cycles de stérilisation.
Technologies de Surveillance Avancée
Capteurs Thermiques Multi-points : Résolution ±0,1°C
Cartographie thermique 3D en temps réel
Capteurs de Pression Différentielle : ±0,1 kPa
Surveillance formation vapeur et condensation
Vision Industrielle : Détection automatique
Reconnaissance patterns de condensation
Les algorithmes d’intelligence artificielle peuvent analyser les données historiques pour prédire les risques de condensation excessive et ajuster automatiquement les paramètres de process. Cette approche prédictive permet de réduire les non-conformités de 60 à 80% par rapport aux méthodes conventionnelles.
8. APPLICATIONS INDUSTRIELLES
8.1 Secteur Agroalimentaire
Dans l’industrie agroalimentaire, la maîtrise de la condensation représente un enjeu majeur pour la qualité et la sécurité des produits. Les lignes de production industrielles intègrent désormais des systèmes de contrôle avancés permettant de traiter plusieurs milliers de bocaux par heure tout en maintenant des standards de qualité élevés.
Performance Industrielle Typique
Cadence
5000
bocaux/heure
Conformité
99,2%
taux qualité
Efficacité
85%
énergétique
Réduction
70%
condensation
Les installations modernes utilisent des autoclaves rotatifs avec contrôle précis de la pression et température, permettant d’atteindre des taux de conformité supérieurs à 99,2%. L’optimisation des cycles thermiques et l’utilisation de technologies de refroidissement contrôlé permettent de réduire la condensation de 70% par rapport aux méthodes traditionnelles.
8.2 Production Pharmaceutique et Cosmétique
Le secteur pharmaceutique applique des standards encore plus stricts concernant la condensation dans les contenants stérilisés. Les réglementations FDA et EMA exigent une validation complète des procédés de stérilisation avec démonstration de la maîtrise de tous les paramètres critiques, incluant la formation de condensation.
| Secteur d’Application | Standard Qualité | Condensation Max | Contrôle Requis |
|---|---|---|---|
| Pharmaceutique injectable | USP <71> | < 0,5 mL/L | Validation FDA |
| Dispositifs médicaux | ISO 11134 | < 1,0 mL/L | Certification CE |
| Cosmétique stérile | ISO 22716 | < 2,0 mL/L | Audit qualité |
| Solutions ophtalmiques | USP <1> | < 0,1 mL/L | Stérilité absolue |
Les solutions ophtalmiques représentent le niveau d’exigence le plus élevé avec des tolérances de condensation inférieures à 0,1 mL/L. Ces produits nécessitent des systèmes de stérilisation sous atmosphère contrôlée avec monitoring continu de l’humidité résiduelle.
8.3 Applications Domestiques et Artisanales
Pour les applications domestiques et artisanales, l’adaptation des technologies industrielles permet d’améliorer significativement la qualité des conserves maison. Les stérilisateurs domestiques modernes intègrent désormais des fonctions de contrôle de condensation accessibles aux particuliers.
Solutions Domestiques Recommandées
Équipements Accessibles
- Stérilisateur électrique programmable
- Autocuiseur avec régulation pression
- Thermomètre digital précis
Techniques Simples
- Refroidissement progressif contrôlé
- Optimisation espace de tête
- Préséchage bocaux et couvercles
L’adoption de bonnes pratiques simples comme le préséchage des bocaux, l’optimisation de l’espace de tête à 10-12% du volume total, et l’application de cycles de refroidissement progressif permet aux particuliers d’obtenir des résultats comparables aux standards semi-industriels.
9. RECOMMANDATIONS PRATIQUES
9.1 Guide d’Optimisation des Processus
L’optimisation des processus de stérilisation pour minimiser la condensation nécessite une approche systématique intégrant tous les paramètres critiques. La séquence d’optimisation recommandée commence par l’analyse des conditions initiales, suivie de l’ajustement progressif des paramètres de process.
Séquence d’Optimisation Recommandée
Diagnostic Initial
Mesure condensation actuelle, identification sources principales
Optimisation Thermique
Ajustement cycles température, vitesses refroidissement
Contrôle Atmosphérique
Gestion humidité initiale, injection gaz secs
Validation Performance
Tests conformité, ajustements fins, documentation
Chaque étape d’optimisation doit être documentée avec mesures quantitatives avant/après pour valider l’efficacité des modifications. L’approche itérative permet d’identifier les paramètres ayant le plus fort impact sur la réduction de condensation.
9.2 Maintenance Préventive des Équipements
La maintenance préventive des équipements de stérilisation joue un rôle crucial dans la maîtrise de la condensation. Les dérives de performance des systèmes de chauffage, refroidissement, ou de régulation peuvent graduellement augmenter les niveaux de condensation sans être immédiatement détectables.
| Élément à Maintenir | Fréquence | Critère de Performance | Seuil d’Alerte |
|---|---|---|---|
| Capteurs température | Mensuelle | Précision ±0,5°C | Dérive >1°C |
| Système refroidissement | Trimestrielle | Vitesse 1-3°C/min | Écart >20% |
| Joints et étanchéité | Semestrielle | Pression maintenue | Fuite détectable |
| Étalonnage général | Annuelle | Conformité standards | Non-conformité |
L’étalonnage annuel complet par organisme accrédité garantit la traçabilité métrologique et la conformité aux standards qualité. Les écarts de performance détectés lors des maintenances préventives doivent déclencher des actions correctives immédiates pour éviter la dérivée qualité des produits.
9.3 Formation et Sensibilisation du Personnel
La formation du personnel opérationnel constitue un élément clé pour la maîtrise durable de la condensation. Les opérateurs doivent comprendre les mécanismes physiques impliqués et être capables d’identifier les signes précurseurs de dérives process.
Programme de Formation Recommandé
Module Théorique (4h)
- Principes thermodynamiques
- Mécanismes de condensation
- Impact qualité produits
- Standards réglementaires
Module Pratique (6h)
- Manipulation équipements
- Techniques de mesure
- Diagnostic des problèmes
- Actions correctives
La certification du personnel par évaluation théorique et pratique garantit l’acquisition des compétences nécessaires. Un programme de formation continue avec mise à jour annuelle permet de maintenir le niveau d’expertise face aux évolutions technologiques et réglementaires.
10. CONCLUSION ET PERSPECTIVES
L’analyse approfondie du phénomène de condensation dans les bocaux après stérilisation révèle la complexité des mécanismes thermodynamiques impliqués et l’importance cruciale des paramètres de procédé sur la qualité finale des produits conservés. Cette problématique technique, longtemps considérée comme secondaire, s’avère déterminante pour la sécurité microbiologique, la stabilité chimique et les propriétés organoleptiques des conserves.
Points Clés de Maîtrise Identifiés
Paramètres Critiques
- Vitesse refroidissement : 1-3°C/min
- Espace de tête : 8-12% volume
- Humidité initiale : <60%
- Durée cycle optimisée
Solutions Techniques
- Revêtements hydrophobes
- Contrôle atmosphérique
- Surveillance automatisée
- Contrôle prédictif
Les solutions techniques disponibles permettent de contrôler efficacement ce phénomène moyennant une approche systémique intégrant les aspects thermiques, chimiques et microbiologiques. L’implémentation de cycles de refroidissement contrôlés avec des vitesses comprises entre 1 et 3°C/min, l’optimisation de l’espace de tête à 8-12% du volume total, et l’utilisation de traitements de surface hydrophobes constituent les recommandations prioritaires.
Bénéfices Quantifiés des Solutions Optimisées
Réduction Condensation
60-80%
vs méthodes standard
Amélioration Conformité
+15%
taux de qualité
Réduction Pertes
-70%
non-conformités
ROI Moyen
18
mois payback
L’adoption de systèmes de surveillance en temps réel des paramètres thermodynamiques permet un contrôle précis des conditions de stérilisation et une réduction significative des non-conformités. L’intégration d’algorithmes de contrôle adaptatif et d’intelligence artificielle ouvre la voie à une optimisation automatique des cycles thermiques en fonction des caractéristiques spécifiques de chaque lot de production.
Perspectives Technologiques
Les développements futurs s’orientent vers l’intégration de capteurs intelligents pour le monitoring de l’humidité en temps réel, l’utilisation de matériaux d’emballage innovants avec des propriétés de barrière optimisées, et l’implémentation d’algorithmes de contrôle adaptatif pour l’optimisation automatique des cycles thermiques.
| Innovation Technologique | Horizon Temps | Impact Attendu | Maturité Tech |
|---|---|---|---|
| Capteurs IoT intégrés | 2-3 ans | Surveillance continue | Prototype |
| IA prédictive avancée | 3-5 ans | Optimisation auto | R&D |
| Matériaux nano-structurés | 5-8 ans | Condensation nulle | Recherche |
| Stérilisation plasma | 8-10 ans | Révolution process | Concept |
Ces avancées technologiques permettront d’atteindre des niveaux de qualité et de sécurité encore plus élevés dans les processus de conservation alimentaire. L’objectif à long terme vise l’élimination quasi-totale de la condensation parasite tout en maintenant l’efficacité de stérilisation et la viabilité économique des procédés.
Recommandations Finales
Pour les professionnels souhaitant implémenter ces solutions, l’approche recommandée consiste à commencer par un audit complet des pratiques actuelles, suivi d’une phase pilote sur une ligne de production limitée. L’évaluation des résultats et le calcul du retour sur investissement permettront de justifier le déploiement à plus grande échelle.
Feuille de Route Recommandée
Phase d’Audit : Évaluation situation actuelle, identification potentiels d’amélioration
Projet Pilote : Test solutions sur périmètre restreint, validation performances
Déploiement : Extension progressive, formation équipes, documentation
Optimisation : Amélioration continue, veille technologique, innovation
En conclusion, la maîtrise de la condensation dans les bocaux après stérilisation représente un enjeu technique majeur qui nécessite une approche scientifique rigoureuse et l’adoption de technologies avancées. Les solutions présentées dans ce guide offrent aux professionnels les outils nécessaires pour optimiser leurs processus et garantir la qualité et la sécurité de leurs produits conservés.
L’avenir de la conservation alimentaire réside dans l’intégration harmonieuse des sciences fondamentales, des technologies innovantes et des bonnes pratiques industrielles pour offrir aux consommateurs des produits de qualité optimale en toute sécurité.