COMMENT SAVOIR QUE LE SYSTÈME DE VIDE DE VOTRE AUTOCLAVE EST DÉFECTUEUX
Table des Matières
1. INTRODUCTION
Le système de vide d’un autoclave constitue l’un des éléments les plus critiques pour garantir une stérilisation efficace et sûre. Dans le domaine médical, dentaire et de recherche, la fiabilité de ce système détermine directement la qualité de la stérilisation et, par conséquent, la sécurité des patients et des utilisateurs.
Un système de vide défaillant peut compromettre l’intégrité du processus de stérilisation de plusieurs manières : pénétration insuffisante de la vapeur dans les charges poreuses et creuses, évacuation incomplète de l’air résiduel, séchage inadéquat des instruments, et échec des tests de validation. Ces dysfonctionnements peuvent entraîner des infections nosocomiales, des contaminations croisées et des non-conformités réglementaires graves.
Les enjeux de sécurité sont particulièrement critiques dans les environnements hospitaliers où des instruments chirurgicaux contaminés peuvent causer des infections post-opératoires potentiellement mortelles. Dans les cabinets dentaires, un système de vide défectueux peut compromettre la stérilisation d’instruments fins et complexes, exposant les patients à des risques infectieux. Les laboratoires de recherche font face à des défis similaires avec la contamination d’échantillons biologiques et de milieux de culture.
Cet article technique présente une approche systématique pour identifier les signes de défaillance du système de vide, comprendre les mécanismes de dysfonctionnement, et mettre en place des protocoles de diagnostic efficaces. Nous examinerons les spécificités des différents types d’autoclaves selon les fabricants européens, américains, japonais et indiens, en détaillant les procédures de test et les critères d’acceptation conformes aux normes internationales EN 13060, ISO 17665 et EN 285.
2. COMPRENDRE LE SYSTÈME DE VIDE DANS LES AUTOCLAVES
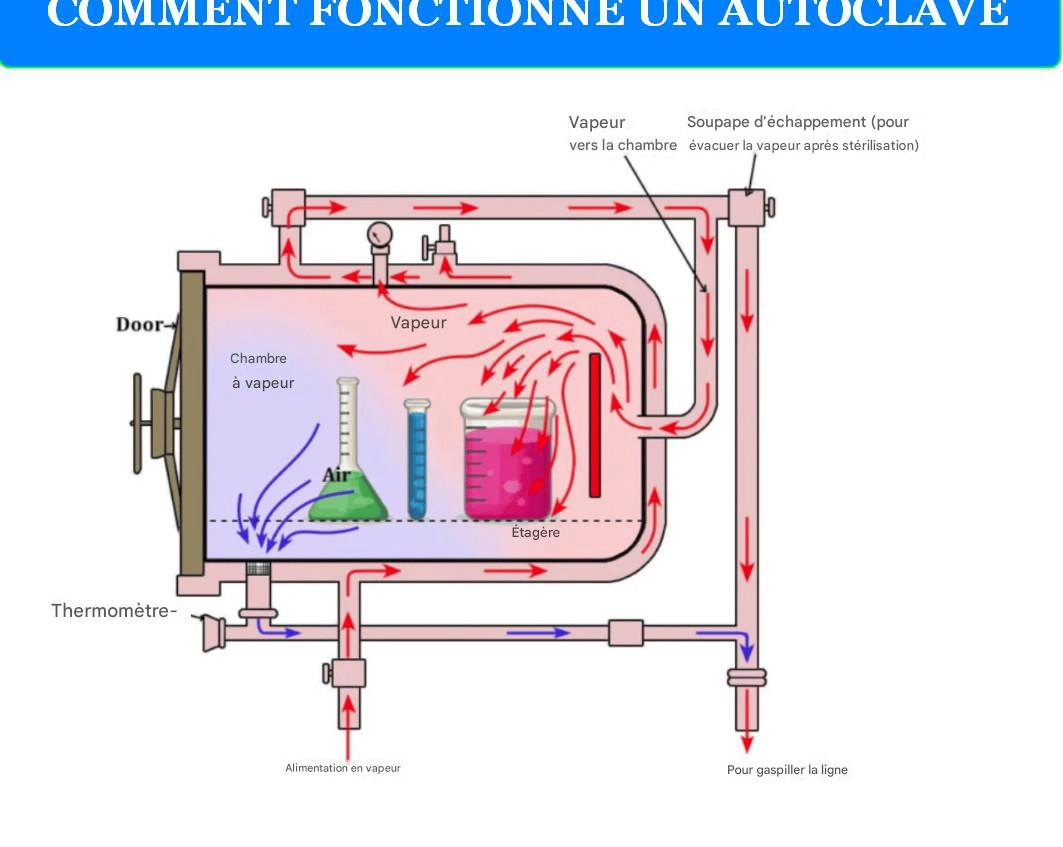
2.1 Fonctionnement Technique du Système de Vide
Le système de vide (vacuum system) dans un autoclave fonctionne selon un principe physique fondamental : l’élimination de l’air résiduel pour permettre une pénétration optimale de la vapeur saturée. Le processus s’articule autour de cycles de pré-vide (pre-vacuum) et de post-vide (post-vacuum) qui garantissent respectivement l’évacuation de l’air et le séchage des charges.
Le principe de fonctionnement repose sur la création d’une dépression dans la chambre de stérilisation, généralement comprise entre -0,85 et -0,95 bar (-85 à -95 kPa). Cette dépression est générée par une pompe à vide qui aspire l’air résiduel présent dans la chambre et les espaces confinés des instruments. L’efficacité de cette évacuation détermine directement la qualité de la stérilisation, particulièrement pour les charges poreuses et les instruments creux.
2.2 Composants Principaux du Système
Le système de vide comprend plusieurs composants critiques qui doivent fonctionner en parfaite synchronisation :
- Pompe à vide (vacuum pump) : Généralement de type à anneau liquide, à palettes rotatives ou à membrane selon les applications
- Vannes de vide (vacuum valves) : Vannes solénoïdes ou pneumatiques contrôlant les flux d’air et de vapeur
- Joints d’étanchéité (sealing gaskets) : Joints de porte et raccords garantissant l’étanchéité du système
- Capteurs de pression (pressure sensors) : Transducteurs mesurant la pression absolue dans la chambre
- Séparateur d’eau (water separator) : Élément éliminant la condensation du circuit de vide
- Filtres à air (air filters) : Filtres HEPA protégeant la pompe et maintenant la stérilité
2.3 Classification des Autoclaves selon les Systèmes de Vide
Figure 1 : Schéma technique d’un système de vide à pré-vide fractionné
| Classe | Type de Vide | Charges Compatibles | Norme de Référence |
|---|---|---|---|
| Classe N | Déplacement gravitaire | Solides non emballés | EN 13060 |
| Classe S | Vide simple/fractionné | Charges spécifiques définies | EN 13060 |
| Classe B | Vide fractionné + vide final | Toutes charges (poreux, creux, emballés) | EN 13060 |
Les autoclaves de Classe B représentent le standard le plus exigeant avec un système de vide fractionné comprenant typiquement trois à cinq pulsations de vide alternées avec des injections de vapeur. Ce processus garantit l’élimination complète de l’air résiduel même dans les espaces les plus confinés.
2.4 Phases de Pré-vide et Post-vide
Le cycle de pré-vide débute par une évacuation de l’air ambiant jusqu’à atteindre un niveau de vide prédéfini (généralement -0,90 bar). Cette phase est suivie d’injections de vapeur saturée qui chassent les poches d’air résiduelles par effet de balayage. Le nombre de pulsations varie selon le type d’autoclave : 3 pulsations minimum pour la Classe B, selon la norme EN 13060.
La phase de post-vide intervient après le palier de stérilisation et vise à éliminer la vapeur résiduelle pour sécher les charges. Cette étape est critique pour prévenir la recontamination des instruments par l’humidité résiduelle qui favorise la croissance microbienne. Le niveau de vide atteint durant cette phase détermine l’efficacité du séchage.
3. TYPES D’AUTOCLAVES ET LEURS SYSTÈMES DE VIDE
3.1 Fabricants Européens
Figure 2 : Pompe à anneau liquide pour système de vide d’autoclave
MELAG (Allemagne)
Les autoclaves MELAG, particulièrement la série Vacuklav, intègrent un système de vide fractionné de haute précision conforme à la Classe B. Le système utilise une pompe à membrane sans huile qui garantit une maintenance réduite et une absence de contamination. La technologie Active Drying Plus combine vide et chauffage pour un séchage optimal.
Spécifications techniques MELAG Vacuklav :
- Niveau de vide : -0,90 bar (-90 kPa)
- Pompe : Membrane sans huile, débit 21 m³/h
- Pulsations de vide : 3 cycles minimum
- Test de vide intégré : Surveillance continue de l’étanchéité
Euronda (Italie)
Euronda propose des autoclaves de Classe B et S avec la série E-Series. Le système de vide Euronda se distingue par sa pompe à anneau liquide robuste et son système de récupération d’eau innovant. La technologie Eco-Dry optimise la consommation énergétique durant la phase de séchage.
W&H Lisa (Autriche)
Les stérilisateurs W&H Lisa intègrent un système de vide sophistiqué avec test hebdomadaire automatique. Le système Eco-Logic ajuste automatiquement les paramètres de vide selon le type de charge détecté. La pompe à vide à deux étages garantit une évacuation rapide et efficace.
3.2 Fabricants Américains
STERIS AMSCO
Les systèmes STERIS AMSCO, largement utilisés dans les hôpitaux américains, intègrent des systèmes de vide haute performance pour les grandes chambres de stérilisation. La série AMSCO 400 utilise des pompes à vide rotatives avec séparateur d’huile intégré et système de refroidissement dédié.
Caractéristiques STERIS AMSCO 400 :
- Volume de chambre : 150 à 670 litres
- Système de vide : Double pompe rotative
- Niveau de vide : -0,95 bar (-95 kPa)
- Débit de pompage : jusqu’à 250 m³/h
Consolidated Sterilizer Systems (CSS)
CSS propose des technologies de vide avancées avec surveillance en temps réel des paramètres de vide. Le système VacuMonitor enregistre continuellement les données de pression et génère des alertes préventives en cas d’anomalie.
3.3 Fabricants Japonais
Figure 8 : Pompe à vide pour système de stérilisation à vapeur
Hirayama HVP Series
Les autoclaves Hirayama HVP intègrent une pompe à vide haute performance spécialement développée pour les applications de laboratoire. Le système combine efficacité énergétique et fiabilité avec une pompe rotative lubrifiée et un système de filtration d’air HEPA.
Spécifications Hirayama HVP-110 :
- Capacité : 110 litres
- Pompe à vide : Rotative lubrifiée, 100 m³/h
- Niveau de vide : -0,93 bar (-93 kPa)
- Fonction de séchage automatique intégrée
TOMY SX Series
La série TOMY SX se distingue par ses autoclaves verticaux compacts avec système de vide adapté aux espaces restreints. La technologie Smart Vacuum optimise les cycles selon la charge détectée automatiquement.
Sanyo/PHC Corporation
Les autoclaves Sanyo, maintenant sous la marque PHC, intègrent des systèmes de vide japonais réputés pour leur fiabilité. La série MLS utilise des pompes à palettes avec système de récupération d’huile et maintenance prédictive.
3.4 Fabricants Indiens
Equitron SLEFA Series
Les autoclaves Equitron SLEFA représentent une solution adaptée aux marchés émergents avec un système de vide simplifié mais efficace. La série propose des autoclaves de 35 à 180 litres avec contrôle microprocesseur et système de vide à pompe rotative.
Caractéristiques Equitron SLEFA :
- Gamme : 35, 50, 75, 110, 150, 180 litres
- Système de vide : Pompe rotative simple étage
- Niveau de vide : -0,85 bar (-85 kPa)
- Contrôle : Microprocesseur avec affichage LCD
Kalpana Industries
Kalpana propose des solutions de stérilisation adaptées au climat indien avec systèmes de vide renforcés contre l’humidité. La série Mediklav intègre des protections spécifiques contre la corrosion et des systèmes de drainage optimisés.
4. SIGNES DE DÉFAILLANCE DU SYSTÈME DE VIDE
Figure 9 : Représentation schématique du cycle de vide dans les autoclaves
4.1 Problèmes de Pression et de Temps
Temps de Pré-traitement Prolongé
Un temps de pré-traitement anormalement long (supérieur à 10-15 minutes) constitue le premier indicateur d’un dysfonctionnement du système de vide. Dans des conditions normales, un autoclave de Classe B doit atteindre le niveau de vide requis (-0,90 bar) en 3 à 8 minutes selon la taille de la chambre.
Les causes principales d’un temps prolongé incluent :
- Pompe à vide sous-performante (usure, encrassement)
- Fuites d’air dans le circuit (joints, raccords, vannes)
- Obstruction partielle des conduits de vide
- Défaillance des vannes de régulation
Impossibilité d’Atteindre le Vide Requis
L’incapacité à atteindre le niveau de vide spécifié (-0,90 bar pour Classe B) indique une défaillance majeure du système. Cette situation compromise directement l’efficacité de la stérilisation et nécessite un arrêt immédiat de l’autoclave.
Fluctuations de Pression Pendant le Cycle
Des fluctuations de pression visibles sur le manomètre durant les phases de vide signalent une instabilité du système. Ces variations peuvent indiquer :
- Vannes de régulation défectueuses
- Fuites intermittentes (joints de porte mal positionnés)
- Pompe à vide en fin de vie
- Problèmes de capteurs de pression
4.2 Tests de Stérilisation Échoués
Figure 3 : Autoclave dentaire à vide avec système de stérilisation avancé
Échec du Test Bowie-Dick
Le test Bowie-Dick, standardisé par la norme EN 285, constitue l’indicateur le plus fiable de la performance du système de vide. Ce test utilise un paquet de test spécialisé contenant une feuille indicatrice au centre d’une pile de tissus standardisés.
Critères d’interprétation du test Bowie-Dick :
| Résultat | Couleur Obtenue | Diagnostic | Action Requise |
|---|---|---|---|
| Réussi | Changement uniforme | Système de vide fonctionnel | Aucune |
| Échec | Changement partiel/absent | Pénétration vapeur insuffisante | Vérification système de vide |
| Échec grave | Aucun changement | Défaillance majeure du vide | Arrêt immédiat, maintenance |
Échec du Test Helix
Le test Helix évalue spécifiquement la pénétration de vapeur dans les instruments creux et tubulaires. Un échec de ce test indique une défaillance du système de vide dans l’évacuation de l’air des espaces confinés.
Test de Vide Quotidien Échoué
Le test de vide quotidien, obligatoire pour les autoclaves de Classe B, mesure directement l’étanchéité du système. Les critères d’acceptation selon EN 13060 sont :
- Fuite maximale : ≤ 1,0 mmHg/min
- Équivalent : ≤ 0,13 kPa/min ou ≤ 1,3 mbar/min
- Durée du test : 10 minutes minimum
4.3 Problèmes Visuels et Physiques
Charges Humides Après Cycle de Séchage
La présence d’humidité sur les instruments après un cycle complet avec phase de séchage indique une défaillance du système de post-vide. Cette situation favorise la recontamination microbienne et compromet la stérilité des instruments.
Causes d’humidité résiduelle :
- Vide de séchage insuffisant (< -0,85 bar)
- Durée de séchage inadéquate
- Température de séchage trop basse
- Surcharge de la chambre
- Condensation par refroidissement rapide
Condensation Excessive dans la Chambre
Une condensation anormale sur les parois de la chambre après le cycle indique un déséquilibre entre les phases de vaporisation et d’évacuation. Ce phénomène peut résulter d’une pompe à vide sous-dimensionnée ou défaillante.
4.4 Messages d’Erreur et Codes d’Alarme
Les autoclaves modernes intègrent des systèmes de diagnostic automatique qui génèrent des codes d’erreur spécifiques aux dysfonctionnements du système de vide :
| Code d’Erreur | Fabricant | Description | Cause Probable |
|---|---|---|---|
| E22 | MELAG | Erreur test de vide | Fuite d’étanchéité |
| E23 | W&H Lisa | Vide insuffisant | Pompe défaillante |
| E24 | Tuttnauer | Fuite détectée | Joint de porte |
| VAC ERR | STERIS | Erreur système vide | Vanne/capteur |
4.5 Signes Sonores
Bruits de Sifflement Inhabituels
Des sifflements anormaux durant les phases de vide indiquent généralement des fuites d’air au niveau des joints ou raccords. Ces bruits peuvent être intermittents ou continus selon l’importance de la fuite.
Sons d’Aspiration Anormaux
Des bruits d’aspiration atypiques provenant de la pompe à vide signalent souvent :
- Cavitation de la pompe (manque de fluide de service)
- Usure des palettes ou membranes
- Obstruction partielle des conduits
- Défaillance des clapets anti-retour
Pompe Silencieuse ou Bruyante
Une pompe anormalement silencieuse peut indiquer un arrêt de fonctionnement, tandis qu’une pompe excessivement bruyante signale généralement une usure mécanique avancée nécessitant un remplacement.
5. TESTS DE DIAGNOSTIC
5.1 Test de Vide (Vacuum Leak Test)
Figure 4 : Maintenance et réparation de pompe à vide industrielle
Le test de vide constitue la procédure de diagnostic fondamentale pour évaluer l’intégrité du système de vide. Cette méthode standardisée par la norme EN 13060 permet de quantifier précisément les fuites d’air et de valider les performances du système.
Procédure Standard du Test de Vide
La procédure standard comprend les étapes suivantes :
- Préparation : Chambre vide, froide et sèche (température ambiante)
- Évacuation initiale : Création du vide jusqu’à -0,90 bar (-90 kPa)
- Pulsations de vide : 3 cycles vide/vapeur pour dégazage
- Vide final : Évacuation jusqu’au niveau de test
- Période d’observation : 15 minutes de mesure continue
- Calcul du taux de fuite : Analyse de la remontée de pression
Critères d’Acceptation
Les critères d’acceptation internationaux pour le test de vide sont :
| Unité de Mesure | Valeur Limite | Norme de Référence | Application |
|---|---|---|---|
| mmHg/min | ≤ 1,0 | EN 13060 | Europe, Internationale |
| kPa/min | ≤ 0,13 | ISO 17665 | Internationale |
| mbar/min | ≤ 1,3 | EN 285 | Europe |
| psia/min | ≤ 0,019 | FDA | États-Unis |
Interprétation des Résultats
L’interprétation des résultats du test de vide suit une grille d’analyse standardisée :
- Résultat conforme (≤ 1,0 mmHg/min) : Système de vide fonctionnel, autorisation d’utilisation
- Résultat limite (1,0 – 1,5 mmHg/min) : Surveillance renforcée, test quotidien recommandé
- Résultat non-conforme (> 1,5 mmHg/min) : Arrêt immédiat, maintenance corrective obligatoire
5.2 Test Bowie-Dick
Le test Bowie-Dick, défini par les normes EN 285 et ISO 11140-1, évalue l’efficacité de l’évacuation de l’air dans les charges poreuses. Ce test simule les conditions les plus difficiles de pénétration de vapeur.
Protocole Détaillé
Le protocole standard Bowie-Dick comprend :
- Préparation du paquet test :
- Feuille indicatrice au centre
- Pile de 29-35 serviettes coton standardisées
- Dimension : 25 x 23 x 17 cm minimum
- Poids total : 7 ± 0,5 kg
- Position dans la chambre : Centre géométrique, étagère inférieure
- Cycle de test : 134°C, 3,5 minutes, vide fractionné
- Évaluation : Changement de couleur uniforme requis
Critères d’Acceptation Bowie-Dick
| Résultat Visuel | Interprétation | Action Requise | Code Couleur |
|---|---|---|---|
| Changement uniforme complet | Test réussi | Aucune | Vert |
| Changement partiel périphérique | Évacuation incomplète | Vérification vide | Orange |
| Changement central absent | Pénétration insuffisante | Maintenance système | Rouge |
| Aucun changement | Défaillance majeure | Arrêt immédiat | Rouge |
5.3 Test Helix
Le test Helix évalue spécifiquement la capacité du système de vide à évacuer l’air des instruments creux et tubulaires. Ce test utilise un tube en spirale de 1,5 mètre de long avec un diamètre interne de 2 mm.
Spécifications du Test Helix
- Dispositif : Tube en PTFE, longueur 1500 mm, Ø interne 2 mm
- Indicateur : Intégrateur chimique classe 5 (ISO 11140-1)
- Position : Extrémité ouverte vers le bas
- Cycle : 134°C, 3,5 minutes
5.4 Inspection Visuelle du Système
Points de Contrôle Critiques
L’inspection visuelle systématique doit couvrir :
- Joint de porte :
- Intégrité de la surface (absence de coupures, déchirures)
- Élasticité et souplesse du matériau
- Propreté (absence de résidus, dépôts)
- Positionnement correct dans la rainure
- Raccords et tuyauterie :
- Serrage des raccords à compression
- État des joints toriques
- Absence de corrosion ou fissuration
- Isolation thermique intacte
- Pompe à vide :
- Niveau d’huile (pompes lubrifiées)
- Couleur et propreté de l’huile
- Absence de fuite d’huile externe
- État des filtres d’aspiration
Utilisation de Détecteurs de Fuite
Les détecteurs de fuite électroniques permettent une localisation précise des défauts d’étanchéité :
- Détecteur ultrasons : Localisation des fuites par émission acoustique
- Gaz traceur (hélium) : Détection quantitative haute précision
- Solution savonneuse : Méthode simple pour fuites importantes
6. CAUSES PRINCIPALES DE DÉFAILLANCE
6.1 Usure Mécanique des Composants
Figure 7 : Schéma des composants principaux d’un autoclave
Dégradation des Joints de Porte
Les joints de porte constituent le point de défaillance le plus fréquent des systèmes de vide. Ces éléments en élastomère (généralement EPDM ou silicone) subissent des contraintes thermiques et mécaniques importantes qui limitent leur durée de vie.
Facteurs d’usure des joints :
- Cycles thermiques : Alternance 20-140°C provoquant fatigue thermique
- Compression mécanique : Déformation permanente par fermeture répétée
- Vieillissement chimique : Dégradation par vapeur et produits de nettoyage
- Abrasion : Usure par frottement lors des ouvertures/fermetures
Durée de vie typique des joints selon l’utilisation :
| Type d’Utilisation | Cycles/Jour | Durée de Vie | Fréquence Contrôle |
|---|---|---|---|
| Cabinet dentaire | 3-5 | 3-5 ans | Semestrielle |
| Service hospitalier | 8-12 | 2-3 ans | Trimestrielle |
| Stérilisation centrale | 15-25 | 12-18 mois | Mensuelle |
| Laboratoire recherche | 5-8 | 2-4 ans | Semestrielle |
Défaillance des Membranes de Vannes
Les vannes à membrane du circuit de vide subissent des déformations cycliques qui conduisent à leur rupture progressive. La fréquence de remplacement varie selon le type de vanne et les conditions d’utilisation :
- Vannes pneumatiques : 8000-12000 cycles
- Vannes solénoïdes : 15000-25000 cycles
- Vannes manuelles : 50000+ cycles avec maintenance
Usure de la Pompe à Vide
Les pompes à vide présentent différents modes de défaillance selon leur technologie :
Pompes à palettes rotatives :
- Usure des palettes : 5000-8000 heures
- Dégradation du stator : 8000-12000 heures
- Contamination huile : variable selon maintenance
Pompes à membrane :
- Fatigue membrane : 3000-5000 heures
- Usure clapets : 2000-4000 heures
- Défaillance moteur : 10000+ heures
6.2 Problèmes de Maintenance
Encrassement des Filtres
Les filtres à air du circuit de vide s’encrassent progressivement, réduisant le débit et l’efficacité du système. L’encrassement provient de :
- Particules de l’air ambiant aspiré
- Vapeurs d’huile de la pompe (pompes lubrifiées)
- Condensation et développement microbien
- Résidus de produits de nettoyage volatils
Contamination de l’Huile de Pompe
Pour les pompes lubrifiées, la qualité de l’huile détermine directement les performances et la durée de vie. Les principales contaminations sont :
| Type de Contamination | Source | Conséquence | Indicateur Visuel |
|---|---|---|---|
| Eau | Condensation vapeur | Corrosion, cavitation | Émulsion blanchâtre |
| Particules | Usure mécanique | Abrasion accélérée | Huile grisâtre |
| Acides | Dégradation thermique | Corrosion chimique | Brunissement |
| Résines | Polymérisation | Encrassement | Épaississement |
6.3 Fuites d’Air Système
Typologie des Fuites
Les fuites d’air dans les systèmes de vide se classifient selon leur localisation et leur importance :
- Fuites statiques : Présentes à l’arrêt (joints, raccords)
- Fuites dynamiques : Apparaissant sous contrainte (membranes, tiges)
- Fuites intermittentes : Liées aux cycles thermiques
- Fuites progressives : Évolution lente par vieillissement
Localisation des Fuites Critiques
Les zones de fuite les plus fréquentes par ordre de criticité :
- Joint de porte (60% des cas) :
- Déformation permanente du joint
- Présence de résidus sur la surface d’étanchéité
- Mauvais alignement de la porte
- Raccords tuyauterie (25% des cas) :
- Desserrage des raccords à compression
- Dégradation des joints toriques
- Fissuration par dilatation thermique
- Vannes de circuit (10% des cas) :
- Usure des sièges de vannes
- Déformation des membranes
- Encrassement des surfaces d’étanchéité
- Pompe à vide (5% des cas) :
- Usure des segments d’étanchéité
- Fissuration du carter
- Défaillance des clapets
6.4 Défaillances Électroniques
Dysfonctionnement des Capteurs de Pression
Les capteurs de pression (transducteurs piézorésistifs) peuvent présenter plusieurs types de défaillances :
- Dérive de calibration : Mesures incorrectes par vieillissement
- Sensibilité réduite : Réponse lente ou atténuée
- Hystérésis excessive : Différence mesure montée/descente
- Défaillance électronique : Panne totale du capteur
Problèmes de Vannes Solénoïdes
Les vannes solénoïdes contrôlant les circuits de vide présentent des défaillances caractéristiques :
| Symptôme | Cause Probable | Diagnostic | Solution |
|---|---|---|---|
| Vanne ne s’ouvre pas | Bobine grillée | Test continuité | Remplacement bobine |
| Ouverture partielle | Encrassement noyau | Inspection mécanique | Nettoyage/remplacement |
| Fermeture incomplète | Ressort fatigué | Test pression résiduelle | Remplacement ressort |
| Fonctionnement erratique | Alimentation instable | Mesure tension | Vérification électrique |
7. EXEMPLES CONCRETS PAR RÉGION
Figure 5 : Schéma de fonctionnement d’une pompe à vide d’autoclave
7.1 Cas Clinique Europe – France
Contexte : Clinique Dentaire avec MELAG Vacuklav 31B
Une clinique dentaire de Lyon utilise un autoclave MELAG Vacuklav 31B depuis 4 ans avec une moyenne de 6 cycles par jour. L’équipe signale des instruments humides après stérilisation depuis 3 semaines.
Symptômes observés :
- Humidité résiduelle sur 30% des instruments
- Temps de séchage prolongé (+5 minutes)
- Test Bowie-Dick : changement de couleur hétérogène
- Aucun message d’erreur affiché
Diagnostic effectué :
- Test de vide : Résultat 1,8 mmHg/min (seuil : 1,0 mmHg/min)
- Inspection joint de porte : Déformation visible à 2 endroits
- Vérification pompe : Fonctionnement normal
Solution appliquée :
Remplacement du joint de porte après 48 000 cycles. Coût intervention : 180€ + déplacement technicien. Test de validation post-réparation : 0,6 mmHg/min. Retour à la normale immédiat.
7.2 Cas Hôpital États-Unis
Contexte : Service de Stérilisation avec STERIS AMSCO 400 Series
L’hôpital Mount Sinai de New York exploite un autoclave STERIS AMSCO 444 (chambre 670L) en service continu 16h/jour depuis 6 ans. Défaillance détectée lors du contrôle qualité hebdomadaire.
Symptômes observés :
- Échec systématique test Bowie-Dick depuis 4 jours
- Temps de pré-vide passé de 8 à 18 minutes
- Code d’erreur « VAC-FAIL » intermittent
- Bruit anormal de la pompe principale
Diagnostic expert :
- Test de fuite : 3,2 mmHg/min (seuil FDA : 1,0 mmHg/min)
- Analyse pompe : Usure avancée des palettes
- Inspection circuit : 2 raccords desserrés identifiés
- Test capteur : Dérive de -15% sur capteur principal
Maintenance corrective :
Remplacement complet de la pompe à vide (48 000$ – garantie expirée), recalibration capteurs, resserrage raccords. Durée d’immobilisation : 3 jours. Validation par 5 tests Bowie-Dick consécutifs réussis.
7.3 Cas Laboratoire Japon
Contexte : Université de Tokyo avec Hirayama HVP-110
Le département de microbiologie utilise un autoclave Hirayama HVP-110 pour la stérilisation de milieux de culture. Problème détecté lors du contrôle qualité mensuel.
Symptômes observés :
- Contamination sporadique des milieux stérilisés
- Test Helix échoué à 2 reprises sur 5
- Niveau de vide atteint : -0,82 bar (spécification : -0,90 bar)
- Pompe fonctionnant en continu pendant pré-vide
Investigation technique :
- Analyse huile pompe : Contamination eau 8% (seuil : 0,5%)
- Test étanchéité : Multiple fuites mineures détectées
- Contrôle filtration : Filtre HEPA saturé (3 ans service)
Actions correctives :
Vidange complète huile pompe, remplacement filtres, maintenance préventive générale. Coût : 1 200$ (¥180 000). Formation équipe sur surveillance huile. Mise en place contrôle mensuel renforcé.
7.4 Cas Clinique Inde
Contexte : Centre Médical Mumbai avec Equitron SLEFA-110
Un centre médical de Mumbai utilise un autoclave Equitron SLEFA-110 dans un environnement tropical (85% humidité, 35°C ambiant). Problème récurrent de performance.
Défis spécifiques au climat :
- Condensation excessive dans circuits de vide
- Corrosion accélérée des raccords métalliques
- Dégradation rapide des joints (18 mois vs 3 ans Europe)
- Encrassement filtres par poussière tropicale
Adaptations mises en œuvre :
- Séparateur d’humidité renforcé : Installation système de drainage automatique
- Revêtements anti-corrosion : Traitement spécial raccords
- Maintenance préventive adaptée : Fréquence doublée (6 mois → 3 mois)
- Filtration améliorée : Pré-filtres grossiers changés mensuellement
Résultats :
Réduction des pannes de 70%, durée de vie des consommables augmentée de 50%. Investissement initial +15% compensé par réduction coûts maintenance.
8. PRÉVENTION ET MAINTENANCE
8.1 Programme de Maintenance Préventive
Figure 6 : Guide ultime de maintenance des pompes à vide
Un programme de maintenance préventive structuré constitue la meilleure stratégie pour prévenir les défaillances du système de vide. Ce programme doit être adapté à l’intensité d’utilisation et aux conditions environnementales.
Calendrier d’Entretien Recommandé
| Fréquence | Opération | Responsable | Durée |
|---|---|---|---|
| Quotidien | Test de vide + inspection visuelle | Utilisateur | 15 min |
| Hebdomadaire | Test Bowie-Dick + nettoyage joint | Utilisateur | 30 min |
| Mensuelle | Vérification niveau huile + filtres | Technicien interne | 45 min |
| Trimestrielle | Contrôle étanchéité + calibration | Technicien qualifié | 2h |
| Semestrielle | Maintenance pompe + remplacement filtres | Service technique | 4h |
| Annuelle | Révision complète + validation | Constructeur | 8h |
8.2 Formation des Utilisateurs
La formation du personnel constitue un pilier essentiel de la prévention des pannes. Les utilisateurs doivent maîtriser :
- Procédures de test : Réalisation correcte des tests quotidiens et hebdomadaires
- Reconnaissance des symptômes : Identification des signes précoces de défaillance
- Maintenance de base : Nettoyage, inspection visuelle, remplacement consommables
- Documentation : Tenue des registres et traçabilité
8.3 Documentation et Traçabilité
Un système de documentation rigoureux permet le suivi des performances et la détection de dérives. Les éléments à documenter incluent :
- Résultats des tests de vide avec tendances
- Historique des maintenances et remplacements
- Consommation des pièces d’usure
- Incidents et actions correctives
9. QUAND CONTACTER UN TECHNICIEN
9.1 Signes Nécessitant une Intervention Urgente
Certains symptômes nécessitent l’intervention immédiate d’un technicien qualifié et l’arrêt de l’autoclave :
Arrêt immédiat obligatoire :
- Test de vide > 2,0 mmHg/min
- Échec répété des tests Bowie-Dick (3 fois consécutives)
- Impossibilité d’atteindre le vide requis
- Fuites de vapeur visibles
- Bruits anormaux de la pompe
- Messages d’erreur persistants
9.2 Limites de l’Auto-diagnostic
L’auto-diagnostic par les utilisateurs reste limité aux contrôles visuels et aux tests standardisés. Les interventions sur les composants internes (pompe, vannes, capteurs) requièrent impérativement l’intervention d’un technicien qualifié pour éviter :
- Endommagement des composants sensibles
- Perte de garantie constructeur
- Risques de sécurité pour le personnel
- Non-conformité réglementaire
10. CONCLUSION
La détection précoce des défaillances du système de vide dans les autoclaves constitue un enjeu majeur pour la sécurité des patients et l’efficacité de la stérilisation. Cette surveillance repose sur une approche méthodique combinant tests standardisés, inspection visuelle et analyse des symptômes.
Les professionnels de santé doivent maîtriser les procédures de diagnostic essentielles : test de vide hebdomadaire, test Bowie-Dick quotidien, et inspection régulière des composants critiques. La compréhension des spécificités techniques des différents fabricants (MELAG, W&H, STERIS, Hirayama, Equitron) permet une approche adaptée selon l’équipement utilisé.
La maintenance préventive programmée, associée à une formation continue du personnel, représente l’investissement le plus efficace pour prévenir les défaillances coûteuses et garantir la continuité de service. L’adoption de protocoles de surveillance rigoureux et la documentation systématique des performances constituent les fondements d’une gestion optimale du parc d’autoclaves.
Face à l’évolution constante des technologies de stérilisation et au renforcement des exigences réglementaires, la vigilance et la compétence technique des utilisateurs demeurent les meilleurs garants de la fiabilité des systèmes de vide et, par conséquent, de la sécurité des actes médicaux.
Document technique – Version 2024 – Conforme aux normes EN 13060, ISO 17665, EN 285