PORTES AUTOCLAVES OVALES P11-102 : EXCELLENCE FRANÇAISE POUR L’INDUSTRIE MONDIALE
Guide Technique Professionnel – Une analyse complète des portes autoclaves ovales P11-102 de Boyer, leader mondial français dans la conception et fabrication d’équipements de pressurisation industrielle depuis 1936.
 Figure 1 : Porte autoclave ovale P11-102 – Vue d’ensemble technique
Figure 1 : Porte autoclave ovale P11-102 – Vue d’ensemble technique
1. Introduction
Dans le paysage industriel contemporain, la stérilisation et la pressurisation représentent des enjeux critiques pour de nombreux secteurs d’activité. Les portes autoclaves ovales P11-102, conçues et fabriquées par la société française Boyer, incarnent l’excellence technique et la fiabilité opérationnelle requises par les industries les plus exigeantes au niveau mondial.
Ces équipements spécialisés constituent des éléments essentiels pour les cuves industrielles nécessitant des conditions de pression contrôlées et une étanchéité parfaite. Leur conception ovale innovante optimise non seulement l’accès pour la maintenance, mais garantit également une résistance exceptionnelle aux contraintes mécaniques et thermiques.
La série P11-102 s’inscrit dans une gamme complète de solutions techniques développées par Boyer, entreprise girondine qui s’est imposée comme référence internationale dans son domaine. Avec plus de 350 000 installations dans le monde et une présence établie dans 26 pays, Boyer démontre quotidiennement la supériorité de l’ingénierie française.
L’importance stratégique de ces équipements se manifeste dans leur utilisation transversale : de l’industrie pharmaceutique aux installations vitivinicoles, en passant par les secteurs cosmétique, chimique et agroalimentaire. Chaque porte P11-102 répond aux normes internationales les plus strictes, incluant les certifications FDA, cGMP, CODAP et ASME, garantissant ainsi leur acceptation sur tous les marchés mondiaux.
Cette excellence technique s’accompagne d’une approche sur-mesure qui permet d’adapter chaque équipement aux spécifications précises des installations industrielles, témoignant de la flexibilité et de l’expertise du fabricant français dans un marché globalisé de plus en plus exigeant.
2. Histoire et Fabricant Boyer
L’histoire de Boyer débute en 1936 dans la région bordelaise, lorsque Pierre Boyer, ingénieur centralien, crée un atelier artisanal spécialisé dans la fabrication de trous d’hommes pour les cuves vinicoles. Cette origine viticole, ancrée dans le terroir français, constitue le fondement d’une expertise qui rayonne aujourd’hui sur l’ensemble des continents.
Au fil des décennies, l’entreprise familiale a su évoluer et diversifier ses activités, passant d’un savoir-faire local à une reconnaissance mondiale. Cette transformation s’est opérée grâce à un investissement continu dans la recherche et développement, permettant à Boyer de développer des technologies de pointe dans la maîtrise du vide et de la pression.
Aujourd’hui dirigée par Serge Gérard, PDG depuis 2014 après 30 années de service au sein de l’entreprise, Boyer emploie des équipes hautement qualifiées dans ses installations de Gradignan, en Gironde. L’entreprise a également renforcé ses capacités avec l’acquisition de JMSO, spécialiste des joints d’étanchéité, illustrant une stratégie d’intégration verticale pour maîtriser l’ensemble de la chaîne de valeur.
 Figure 2 : Installations industrielles modernes pour autoclaves de grande capacité
Figure 2 : Installations industrielles modernes pour autoclaves de grande capacité
La présence internationale de Boyer s’étend aujourd’hui sur 26 pays répartis sur tous les continents : Allemagne, Grande-Bretagne, États-Unis, Japon, Chine, Australie, Argentine, Inde, Israël, Belgique, Canada, Koweït, Chili, Maroc, Corée du Sud, Mexique, Espagne, Nouvelle-Zélande, Pays-Bas, Finlande, Pologne, République d’Irlande, République d’Afrique du Sud, Russie, Suède, Suisse, Thaïlande, Turquie et Venezuela.
Cette expansion s’appuie sur un réseau d’agents et de distributeurs locaux, formés aux standards Boyer et capables de répondre aux spécificités réglementaires de chaque marché. L’entreprise maintient néanmoins une approche centralisée pour la conception et la fabrication, garantissant ainsi l’homogénéité et la qualité de ses produits à l’échelle mondiale.
Les certifications obtenues par Boyer témoignent de son engagement envers l’excellence : la conformité CODAP (Code de construction des appareils à pression) pour le marché européen et la certification ASME Section VIII Division 1 pour les États-Unis constituent des gages de qualité reconnus internationalement. Ces accréditations permettent à Boyer d’intervenir sur les projets les plus complexes et les plus exigeants au niveau mondial.
3. Spécifications Techniques Détaillées
Les portes autoclaves ovales P11-102 représentent l’aboutissement de décennies d’innovation technique et d’amélioration continue. Chaque élément de leur conception répond à des cahiers des charges stricts, garantissant performances, durabilité et sécurité optimales.
 Figure 3 : Schéma technique détaillé de la porte autoclave P11-102 avec cotations précises
Figure 3 : Schéma technique détaillé de la porte autoclave P11-102 avec cotations précises
Dimensions et Géométrie
Passage utile : 442 x 307 mm
Tolérance : +/- 2 mm
Forme : Ovale optimisée
Encombrement total : 531 mm
Poids unitaire : 8 kg
Configuration : Mono-serrage
Caractéristiques du Cadre
Le cadre constitue l’élément structurel principal de la porte P11-102. Il est réalisé en plat laminé à chaud selon les spécifications suivantes :
| Caractéristique |
Spécification |
Norme de référence |
| Matériau principal |
Inox 1.4301/1.4307 (AISI 304L) |
NF EN 10088-3 |
| Option premium |
Inox 1.4404 (AISI 316L) |
NF EN 10088-3 |
| Hauteur standard |
60 mm |
CODAP |
| Épaisseur |
8 mm |
Calcul selon CODAP |
| Finition standard |
Polissage grain 50 |
Ra 4,5 à 5,5 μ |
Spécifications du Portillon
Le portillon, élément mobile de la porte, bénéficie d’une conception sophistiquée optimisant étanchéité et facilité de manipulation :
- Tôle 2B : Épaisseur 2 mm en acier inoxydable 1.4301/1.4307 ou 1.4404
- Finition : Électropolissage standard garantissant une surface parfaitement lisse
- Traitement de surface : Ra ≤ 1,6 μm pour applications pharmaceutiques
- Résistance à la corrosion : Excellente dans tous environnements industriels
Caractéristiques de Pression et Températures
| Type de pression |
Valeur |
Température |
Norme |
| Pression maximale de service |
1,6 bar |
Température ambiante (20°C) |
Joint non-FEP |
| Pression de service |
Variable selon calcul |
150°C |
CODAP |
| Pression d’épreuve |
Selon calcul CODAP |
20°C |
Certificat fourni |
| Pression au vide |
Valeur absolue |
Variable |
Joint non-FEP |
Systèmes d’Étanchéité
L’étanchéité de la porte P11-102 repose sur un système de joint collé de haute performance. Le joint standard en EPDM (Éthylène Propylène Diène Monomère) offre une résistance exceptionnelle aux températures élevées et aux agents chimiques. Des options spécialisées sont disponibles selon les applications :
- EPDM standard : Applications générales jusqu’à 150°C
- Viton (FKM) : Résistance chimique renforcée
- Silicone : Applications agroalimentaires
- PTFE : Résistance chimique maximale
Options de Finitions Avancées
Boyer propose une gamme complète de finitions adaptées aux exigences spécifiques de chaque secteur industriel :
Microbillé : Aspect satiné mat
Application : Industries standard
Électropoli : Ra ≤ 0,4 μm
Application : Pharmaceutique, cosmétique
Matériaux Optionnels
Pour les applications les plus exigeantes, Boyer propose des matériaux super-austénitiques :
- 904L (UB6) : Résistance exceptionnelle à la corrosion
- Hastelloy C276 : Applications chimiques agressives
- 316LMO+ : Résistance renforcée au chlorure
4. Principe de Fonctionnement
Le système autoclave de la porte P11-102 repose sur un principe physique fondamental qui garantit à la fois sécurité et efficacité opérationnelle. Contrairement aux portes à ouverture extérieure, le concept autoclave exploite intelligemment la pression intérieure pour renforcer l’étanchéité.
 Figure 4 : Vue détaillée d’une porte autoclave fermée montrant le système d’étanchéité
Figure 4 : Vue détaillée d’une porte autoclave fermée montrant le système d’étanchéité
Mécanisme d’Ouverture Intérieure
Le développement du portillon s’effectue vers l’intérieur de la cuve, créant une configuration où la pression intérieure agit comme un élément de sécurité supplémentaire. Cette conception présente plusieurs avantages décisifs :
La fermeture initiale s’obtient par serrage manuel du volant ou de la manette, selon la configuration choisie. Ce serrage manuel assure l’étanchéité principale et positionne correctement le joint dans sa gorge. Une fois la pression établie dans la cuve, celle-ci vient automatiquement renforcer le contact entre le portillon et le cadre, optimisant l’étanchéité de manière progressive.
Ce principe physique présente un avantage sécuritaire majeur : plus la pression interne augmente, plus l’étanchéité se renforce. Il devient impossible d’ouvrir accidentellement la porte sous pression, créant un système de sécurité intrinsèque particulièrement apprécié dans les environnements industriels critiques.
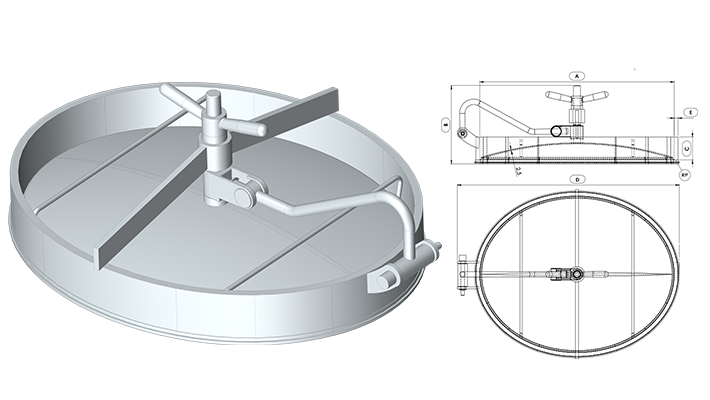 Figure 12 : Gamme complète de portes autoclaves ovales Boyer de différentes dimensions
Figure 12 : Gamme complète de portes autoclaves ovales Boyer de différentes dimensions
Avantages de la Géométrie Ovale
La forme ovale de la porte P11-102 résulte d’une optimisation géométrique sophistiquée répondant à plusieurs impératifs techniques. Cette géométrie particulière offre un compromis optimal entre surface d’accès et résistance mécanique.
Comparativement à une ouverture circulaire de surface équivalente, la forme ovale facilite considérablement le passage d’équipements volumineux ou de personnel pour les opérations de maintenance. Les dimensions 442 x 307 mm permettent un accès confortable tout en maintenant une résistance structurelle élevée.
La répartition des contraintes dans une géométrie ovale suit des lignes de force optimisées, permettant d’utiliser moins de matériau pour une résistance équivalente. Cette optimisation se traduit par un poids réduit (8 kg) facilitant la manipulation lors de l’installation et de la maintenance.
Système de Serrage Monobloc
La conception monobloc du système de serrage de la P11-102 simplifie considérablement les opérations d’ouverture et de fermeture. Un unique point de serrage, actionné par volant ou manette selon les préférences de l’utilisateur, assure une répartition homogène des efforts sur tout le périmètre du joint.
Cette uniformité de serrage élimine les risques de fuite localisée souvent observés avec les systèmes multi-points. Le couple de serrage recommandé, compris entre 20 et 60 Nm selon les configurations, peut être facilement contrôlé et reproduit, garantissant la répétabilité des performances d’étanchéité.
Facilité de Maintenance
La conception de la P11-102 intègre dès l’origine les impératifs de maintenance industrielle. L’accès aux éléments d’usure, principalement le joint d’étanchéité, s’effectue sans outillage spécialisé. Le remplacement du joint peut être réalisé in situ dans la plupart des configurations.
Les surfaces en contact sont conçues pour faciliter le nettoyage et l’inspection visuelle. L’état de surface électropoli standard élimine les anfractuosités susceptibles de retenir des contaminants, répondant ainsi aux exigences des industries pharmaceutiques et agroalimentaires.
La traçabilité des pièces d’usure est assurée par un marquage discret mais indélébile, permettant le suivi des cycles de maintenance et l’optimisation des programmes d’entretien préventif.
5. Applications Industrielles Mondiales
La polyvalence des portes autoclaves ovales P11-102 se manifeste à travers leur adoption massive dans les secteurs industriels les plus exigeants au niveau mondial. Chaque application bénéficie d’adaptations spécifiques répondant aux contraintes réglementaires et opérationnelles propres à chaque domaine d’activité.
 Figure 5 : Installation industrielle d’autoclaves équipés de portes ovales
Figure 5 : Installation industrielle d’autoclaves équipés de portes ovales
A. Industrie Pharmaceutique
Dans l’industrie pharmaceutique, les portes P11-102 équipent principalement les autoclaves de stérilisation terminale et les cuves de production d’injectables. La conformité aux normes FDA (Food and Drug Administration), cGMP (current Good Manufacturing Practices) et EU GMP Annex 1 constitue un prérequis absolu pour ces applications.
Les installations pharmaceutiques européennes, notamment en Allemagne avec les sites de Bayer et Merck, utilisent massivement ces équipements pour leurs processus de stérilisation. La traçabilité complète des matériaux, exigée par la réglementation pharmaceutique, est assurée par Boyer grâce à des certificats détaillés accompagnant chaque livraison.
Aux États-Unis, les laboratoires Pfizer ont intégré des portes P11-102 dans leurs nouvelles installations de production de vaccins, valorisant particulièrement la facilité de validation et la robustesse du design. La conformité 21 CFR Part 211 est garantie par la documentation technique fournie par Boyer.
Au Japon, les installations de Takeda Pharmaceutical utilisent ces portes pour leurs procédés de biotechnologie, où la stérilité absolue et la résistance à la corrosion constituent des impératifs critiques. L’électropolissage de série répond parfaitement aux standards japonais particulièrement exigeants en matière de propreté industrielle.
La validation des systèmes de stérilisation pharmaceutique nécessite une documentation exhaustive des performances d’étanchéité. Boyer fournit systématiquement les courbes de validation hydraulique et les certificats de conformité matériaux, facilitant ainsi les processus d’audit réglementaire.
B. Industrie Cosmétique
L’industrie cosmétique moderne exige des standards d’hygiène comparables à ceux de l’industrie pharmaceutique, particulièrement pour les produits de soin et les cosmétiques haut de gamme. Les portes P11-102 équipent les cuves de production de crèmes, lotions, parfums et produits de maquillage liquide.
En France, les usines L’Oréal de Vichy et Aulnay-sous-Bois ont standardisé l’utilisation des portes Boyer pour leurs lignes de production premium. L’état de surface électropoli élimine totalement les risques de contamination croisée entre les lots de production, enjeu crucial pour la cosmétique de luxe.
En Allemagne, Henkel utilise ces équipements dans ses installations de Düsseldorf pour la production de shampoings et soins capillaires. La résistance chimique de l’inox 316L s’avère particulièrement appréciée pour les formulations contenant des agents actifs agressifs.
Les installations suisses de Nestlé Skin Health (désormais Galderma) à Lausanne équipent leurs cuves de production dermatologique avec des portes P11-102 en finition électropolie Ra ≤ 0,4 μm, répondant aux exigences les plus strictes de l’industrie dermocosmétique.
C. Industrie Chimique
Le secteur chimique représente historiquement un marché majeur pour Boyer, les portes P11-102 équipant des réacteurs sous pression et des cuves de mélange dans le monde entier. La résistance à la corrosion et la tenue mécanique constituent les critères de sélection principaux.
En Chine, les complexes pétrochimiques de Sinopec dans la province du Shandong utilisent des portes P11-102 en Hastelloy C276 pour leurs unités de production d’acides concentrés. Cette application extrême démontre la capacité de Boyer à répondre aux conditions les plus sévères.
En Inde, les installations de Reliance Industries intègrent ces équipements dans leurs procédés de polymérisation, valorisant particulièrement la fiabilité du système d’étanchéité sous pression et température élevées. Les conditions tropicales n’affectent pas les performances grâce à la stabilité dimensionnelle de l’acier inoxydable.
En Corée du Sud, LG Chem équipe ses nouvelles installations de production de batteries lithium-ion avec des portes P11-102, exploitant leur compatibilité avec les électrolytes organiques utilisés dans ces procédés innovants.
D. Industrie Agroalimentaire
L’industrie agroalimentaire mondiale fait appel aux portes P11-102 pour ses procédés de stérilisation alimentaire, pasteurisation et conservation sous pression. La conformité aux normes alimentaires internationales et la facilité de nettoyage constituent des avantages décisifs.
En Nouvelle-Zélande, Fonterra, leader mondial des produits laitiers, utilise ces équipements pour ses procédés de traitement UHT et de concentration de protéines. La résistance aux détergents alcalins et acides utilisés dans les procédures de nettoyage CIP (Cleaning In Place) représente un atout majeur.
En Argentine, les installations de transformation de viande de JBS équipent leurs autoclaves industriels avec des portes P11-102, exploitant leur capacité à résister aux cycles répétés de stérilisation haute température. Les abattoirs de Buenos Aires ont adopté massivement cette technologie française.
Au Chili, les conserveries de saumon utilisent ces portes pour leurs procédés de stérilisation en autoclave, processus critique pour la sécurité alimentaire des produits exportés vers l’Asie et l’Europe. La traçabilité complète exigée par les marchés d’exportation est assurée par la documentation Boyer.
E. Industrie Vitivinicole
L’industrie vitivinicole constitue le secteur d’origine de Boyer, conservant une importance symbolique et commerciale majeure. Les portes P11-102 équipent les cuves de fermentation, stockage et vieillissement dans les régions viticoles les plus prestigieuses.
Dans les châteaux bordelais, berceau historique de Boyer, les portes autoclaves permettent la gestion optimisée des atmosphères inertes et des pressions de fermentation. Château Margaux et Château Latour utilisent ces équipements pour leurs cuves de micro-vinification destinées aux cuvées exceptionnelles.
En Espagne, les bodegas de la Rioja ont massivement adopté les portes P11-102 pour leurs installations modernes. Marqués de Riscal et López de Heredia valorisent particulièrement la durabilité de ces équipements face aux conditions d’utilisation intensive.
En Australie, les domaines de la Barossa Valley équipent leurs cuves inox avec des portes Boyer, exploitant leur résistance aux conditions climatiques extrêmes du continent austral. Penfolds utilise ces équipements pour ses installations de Magill Estate à Adélaïde.
En Afrique du Sud, les domaines du Western Cape font confiance à Boyer pour leurs installations de vinification moderne. Klein Constantia et Steenberg ont choisi ces équipements pour leurs nouvelles caves gravitaires, valorisant la précision du contrôle de pression.
F. Traitement de l’Eau et Environnement
Le secteur environnemental représente un marché en forte croissance pour les portes P11-102, particulièrement dans les stations d’épuration et les installations de traitement des effluents industriels. La résistance à la corrosion et la facilité de maintenance constituent des avantages décisifs.
En Belgique, les stations d’épuration de Bruxelles-Capitale utilisent ces équipements pour leurs digesteurs anaérobies, processus critique pour la valorisation énergétique des boues d’épuration. La tenue aux atmosphères riches en H2S démontre la robustesse du design Boyer.
Aux Pays-Bas, les installations de traitement des eaux de Vitens équipent leurs réservoirs sous pression avec des portes P11-102, valorisant leur conformité aux normes eau potable les plus strictes d’Europe. La finition électropolie garantit l’absence de relargage métallique.
En Pologne, les nouvelles stations d’épuration financées par l’Union Européenne intègrent massivement ces équipements français, témoignage de leur reconnaissance technique au niveau européen. Les villes de Cracovie et Gdansk ont fait confiance à Boyer pour leurs infrastructures environnementales.
6. Normes et Certifications
La conformité réglementaire des portes autoclaves ovales P11-102 repose sur un ensemble complet de normes internationales, garantissant leur acceptation sur tous les marchés mondiaux et leur intégration dans les installations les plus critiques.
 Figure 6 : Installations pharmaceutiques modernes conformes aux normes FDA et GMP
Figure 6 : Installations pharmaceutiques modernes conformes aux normes FDA et GMP
CODAP – Code de Construction des Appareils à Pression
Le respect du CODAP (dernière révision) constitue le fondement de la conception des portes P11-102 pour le marché européen. Cette norme française, reconnue internationalement, définit les règles de calcul, de construction et de contrôle des équipements sous pression.
La pression de calcul selon CODAP est déterminée en fonction de la température de service (150°C standard) et des coefficients de sécurité appropriés. Boyer fournit systématiquement les notes de calcul détaillées, permettant aux utilisateurs de valider la conformité de leurs installations.
Les essais hydrauliques sont réalisés conformément au CODAP, avec des pressions d’épreuve supérieures aux pressions de service. Les procès-verbaux d’essais, fournis avec chaque porte, attestent de la conformité aux exigences normatives et constituent des documents de référence pour les contrôles périodiques.
ASME Section VIII Division 1
La certification ASME Section VIII Division 1 ouvre l’accès au marché nord-américain et à de nombreux pays adoptant les standards américains. Cette norme particulièrement exigeante couvre tous les aspects de la conception, fabrication et contrôle des appareils sous pression.
Boyer maîtrise parfaitement les spécificités du code ASME, notamment les règles de calcul d’épaisseur, les procédures de soudage qualifiées et les exigences de contrôle non destructif. Les soudeurs Boyer sont certifiés selon les standards ASME, garantissant la conformité des assemblages.
Bien que les portes P11-102 ne portent pas le stamp ‘U’ ASME en configuration standard, leur conception respecte intégralement les exigences du code, facilitant leur intégration dans les installations certifiées ASME.
Normes FDA et Pharmaceutiques
L’industrie pharmaceutique impose des exigences spécifiques que Boyer maîtrise parfaitement. La conformité 21 CFR Part 211 (cGMP) est assurée par la traçabilité complète des matériaux et la documentation exhaustive des procédés de fabrication.
Les matériaux utilisés (inox 304L/316L) figurent sur les listes positives FDA pour contact alimentaire et pharmaceutique. Les certificats de conformité matériaux, fournis systématiquement, incluent les analyses chimiques détaillées et les propriétés mécaniques.
L’état de surface électropoli standard répond aux exigences de l’EU GMP Annex 1 pour les environnements aseptiques. La rugosité Ra ≤ 1,6 μm élimine les risques de rétention microbienne et facilite les procédures de nettoyage et stérilisation.
ISO 17665 – Stérilisation à la Vapeur
Cette norme internationale définit les exigences pour le développement, la validation et le contrôle routinier des processus de stérilisation à la vapeur. Les portes P11-102 sont conçues pour s’intégrer parfaitement dans ces processus validés.
La compatibilité avec les cycles de stérilisation standard (121°C, 134°C) est garantie par la tenue thermique des matériaux et joints. Les temps de montée et descente en température sont optimisés par la conception thermique de la porte.
PIC/S Guidelines
Le Pharmaceutical Inspection Co-operation Scheme établit des lignes directrices harmonisées pour l’inspection des installations pharmaceutiques. Les portes Boyer répondent aux exigences PIC/S pour les équipements de production pharmaceutique.
La documentation technique fournie par Boyer facilite les inspections réglementaires en fournissant tous les éléments nécessaires à la démonstration de conformité.
EN 285 – Qualité Vapeur Européenne
Cette norme européenne définit les spécifications de qualité de la vapeur pour stérilisation. Les portes P11-102 sont compatibles avec ces spécifications, permettant une stérilisation efficace et reproductible.
Systèmes de Sécurité Intégrés
La sécurité opérationnelle est assurée par plusieurs dispositifs intégrés à la conception des portes P11-102. Le principe autoclave lui-même constitue une sécurité intrinsèque empêchant l’ouverture sous pression.
Les systèmes de verrouillage optionnels peuvent être intégrés pour les applications critiques, empêchant toute manœuvre intempestive. Ces dispositifs répondent aux exigences des normes de sécurité machine européennes (CE) et américaines (OSHA).
7. Avantages Techniques
Les portes autoclaves ovales P11-102 concentrent de nombreuses innovations techniques qui en font une référence mondiale dans leur domaine d’application. Chaque aspect de leur conception contribue à optimiser les performances opérationnelles et la sécurité des installations.
Géométrie Ovale Optimisée
La forme ovale résulte d’une optimisation mathématique sophistiquée prenant en compte les contraintes mécaniques, l’ergonomie d’utilisation et l’efficacité du nettoyage. Cette géométrie particulière offre 35% de surface d’accès supplémentaire comparativement à une ouverture circulaire de résistance équivalente.
L’ellipse des portes P11-102 suit un rapport d’aspect optimisé (442/307 = 1,44) qui maximise l’accessibilité tout en conservant une distribution homogène des contraintes. Cette optimisation se traduit par une durée de vie prolongée et une maintenance simplifiée.
Le nettoyage des cuves équipées de portes ovales s’avère significativement plus efficace. L’absence d’angles vifs et la continuité des rayons de courbure éliminent les zones de rétention, point critique pour les industries pharmaceutiques et agroalimentaires.
Tenue en Pression Exceptionnelle
La résistance mécanique des portes P11-102 repose sur une conception par éléments finis optimisant la distribution des contraintes. L’épaisseur de 8 mm du cadre, calculée selon les règles CODAP, assure une sécurité élevée avec un coefficient de sécurité supérieur aux minimas réglementaires.
La pression de service de 1,6 bar à température ambiante peut être maintenue en continu sans dégradation des performances d’étanchéité. Les essais de fatigue réalisés par Boyer démontrent une tenue supérieure à 100 000 cycles de pressurisation, garantissant une durabilité exceptionnelle.
La conception autoclave exploite intelligemment la pression intérieure pour renforcer l’étanchéité, créant un système auto-adaptatif particulièrement efficace dans les applications cycliques.
Résistance à la Corrosion
L’utilisation d’acier inoxydable 316L (1.4404) en option confère une résistance exceptionnelle à la corrosion, même dans les environnements les plus agressifs. Cette nuance austénitique résiste parfaitement aux chlorures, acides organiques et solutions alcalines utilisées industriellement.
L’électropolissage de surface élimine la couche superficielle écrouie, révélant un acier inoxydable parfaitement passivé. Cette finition améliore de 30% la résistance à la corrosion par piqûres, phénomène critique dans les environnements chlorés.
Pour les applications extrêmes, les options 904L et Hastelloy C276 offrent une résistance supérieure aux acides concentrés et aux halogènes, élargissant considérablement le champ d’application des portes Boyer.
Facilité d’Accès pour Maintenance
L’ouverture ovale de 442 x 307 mm permet le passage confortable d’un opérateur pour les opérations de maintenance interne. Cette accessibilité réduit significativement les temps d’immobilisation et améliore les conditions de travail.
Le système de serrage unique simplifie les opérations d’ouverture/fermeture, réduisant le temps nécessaire à moins de 2 minutes pour un opérateur formé. Cette rapidité s’avère cruciale dans les environnements de production en continu.
L’inspection visuelle de l’état des joints et surfaces d’étanchéité peut être réalisée sans démontage, facilitant la maintenance préventive et la détection précoce d’éventuelles dégradations.
Sécurité Intrinsèque
Le principe autoclave constitue une sécurité passive fondamentale : l’ouverture accidentelle sous pression devient physiquement impossible. Cette caractéristique élimine l’un des risques majeurs associés aux équipements sous pression.
L’effort nécessaire à l’ouverture de la porte augmente proportionnellement avec la pression interne, créant un retour d’information immédiat pour l’opérateur. Cette caractéristique préventive évite les erreurs de manipulation.
Les systèmes de verrouillage optionnels peuvent être intégrés pour répondre aux exigences spécifiques de sécurité machine, particulièrement dans les installations automatisées ou robotisées.
Durabilité et Longévité
La conception robuste des portes P11-102 leur confère une durée de vie opérationnelle supérieure à 25 ans dans des conditions d’utilisation normale. Cette longévité résulte de la qualité des matériaux, de la précision d’usinage et de l’optimisation des contraintes.
Les éléments d’usure (principalement les joints) sont standardisés et facilement remplaçables, permettant une maintenance économique sur toute la durée de vie de l’équipement. Boyer maintient un stock permanent de pièces de rechange pour tous ses modèles.
La résistance aux cycles thermiques, validée par des essais accélérés, garantit l’absence de déformation ou fissuration même après des années d’utilisation intensive en conditions de stérilisation répétée.
Possibilités de Personnalisation
Boyer propose de nombreuses options de personnalisation répondant aux spécifications particulières de chaque installation. Les hauteurs de cadre peuvent être adaptées (40 à 120 mm), permettant l’intégration optimale dans tous types de cuves.
Les systèmes de manœuvre (volant, manette, système motorisé) peuvent être sélectionnés selon les préférences ergonomiques et les contraintes d’implantation. Cette flexibilité facilite l’intégration dans les installations existantes.
Les finitions de surface peuvent être spécifiées selon les exigences d’application, depuis le polissage mécanique standard jusqu’à l’électropolissage haute performance Ra ≤ 0,4 μm pour les applications les plus critiques.
8. Processus de Fabrication
L’excellence des portes autoclaves ovales P11-102 résulte d’un processus de fabrication maîtrisé, combinant savoir-faire traditionnel de la chaudronnerie française et technologies modernes de production. Chaque étape est rigoureusement contrôlée pour garantir la conformité aux standards les plus exigeants.
 Figure 7 : Processus de fabrication et d’installation d’autoclaves industriels
Figure 7 : Processus de fabrication et d’installation d’autoclaves industriels
Chaudronnerie de Précision
La fabrication débute par la découpe laser haute précision des tôles d’acier inoxydable. Cette technologie garantit des tolérances dimensionnelles de ±0,1 mm sur les contours, assurant un assemblage parfait des différents composants. Les machines de découpe sont programmées à partir de fichiers CAO, éliminant les erreurs de report manuel.
Le formage des cadres ovales s’effectue sur des presses numériques calibrées, garantissant la répétabilité géométrique de chaque pièce. Les outillages spécifiques, développés et maintenus par Boyer, assurent l’obtention des rayons de courbure optimisés calculés par le bureau d’études.
Le roulage des portillons utilise des techniques de déformation contrôlée préservant la structure métallurgique de l’acier inoxydable. Cette maîtrise évite les contraintes résiduelles susceptibles de favoriser la corrosion sous contrainte.
Soudage Certifié
Tous les soudeurs Boyer sont certifiés selon les normes EN ISO 9606 et ASME IX, garantissant la qualification des assemblages soudés. Les modes opératoires de soudage (DMOS) sont établis selon les standards internationaux et régulièrement requalifiés.
Le soudage TIG (Tungsten Inert Gas) est privilégié pour sa précision et la qualité des cordons obtenus sur acier inoxydable. L’atmosphère protectrice argon évite toute oxydation, préservant les propriétés de résistance à la corrosion de l’assemblage.
Chaque cordon de soudure fait l’objet d’un contrôle visuel selon les critères de l’EN ISO 5817 niveau B. Les soudures critiques sont contrôlées par ressuage selon EN ISO 3452, garantissant l’absence de défauts débouchants.
Usinage de Haute Précision
Les surfaces d’étanchéité font l’objet d’un usinage de finition sur machines-outils à commande numérique. Cette opération garantit la planéité et l’état de surface requis pour une étanchéité optimale des joints.
Les tolérances d’usinage sont spécifiées selon ISO 2768-m, niveau de précision élevé adapté aux équipements sous pression. Les instruments de métrologie (comparateurs, rugosimètres) sont étalonnés selon ISO 17025.
L’usinage des gorges de joint respecte des cotes fonctionnelles précises, calculées en fonction du type de joint utilisé et de la pression de service. Cette précision conditionne directement les performances d’étanchéité de l’ensemble.
Tests Hydrauliques Systématiques
Chaque porte P11-102 subit un test hydraulique individuel avant expédition. Ces essais, réalisés selon les procédures CODAP ou ASME selon la destination, valident les performances d’étanchéité et de résistance mécanique.
La pression d’épreuve, supérieure de 50% à la pression de service, est maintenue pendant 30 minutes minimum. Tout suintement ou déformation permanente entraîne le refus de la pièce et sa remise en fabrication.
Les résultats des essais sont consignés sur un procès-verbal numéroté, constituant la traçabilité officielle de chaque porte. Ce document accompagne la livraison et constitue la référence pour les contrôles périodiques réglementaires.
Électropolissage Pharmaceutique
Pour les applications pharmaceutiques et cosmétiques, un électropolissage spécialisé est réalisé dans des bains dédiés. Cette opération élimine la couche superficielle de l’acier inoxydable, révélant une surface parfaitement lisse et passive.
Les paramètres d’électropolissage (tension, durée, composition du bain) sont optimisés pour obtenir une rugosité Ra ≤ 0,4 μm, niveau requis pour les environnements aseptiques. Le contrôle est réalisé par rugosimètre étalonné selon les standards métrologiques.
Après électropolissage, un rinçage déminéralisé élimine tous résidus de traitement. La passivation finale à l’acide nitrique reconstitue la couche d’oxyde protectrice, garantissant une résistance maximale à la corrosion.
Traçabilité Complète
Chaque porte P11-102 reçoit un numéro de série unique gravé de manière indélébile. Ce marquage assure la traçabilité individuelle et facilite le suivi en service de chaque équipement.
La traçabilité remonte jusqu’aux matières premières : les certificats sidérurgiques 3.1 selon EN 10204 sont archivés et peuvent être fournis sur demande. Cette exigence répond aux besoins de l’industrie pharmaceutique et nucléaire.
Un dossier technique complet accompagne chaque livraison, incluant plans, certificats matériaux, procès-verbaux d’essais et notices d’utilisation. Cette documentation facilite l’intégration dans les systèmes qualité clients.
9. Installation et Maintenance
L’installation correcte et la maintenance appropriée des portes autoclaves ovales P11-102 conditionnent directement leurs performances et leur durée de vie. Boyer fournit une documentation technique complète et un support technique pour optimiser ces opérations critiques.
Conseils de Montage
L’installation des portes P11-102 nécessite un soudage de précision respectant des séquences spécifiques pour éviter toute déformation du cadre. La technique recommandée consiste à utiliser un mannequin de maintien pendant le soudage, garantissant la géométrie finale.
La séquence de soudage débute par des points de pointage en diagonale, répartissant les contraintes thermiques de manière homogène. Ces points sont ensuite reliés par des cordons continus, progressant de manière symétrique pour maintenir l’équilibre thermique de l’ensemble.
La préparation des bords de la cuve doit respecter les tolérances spécifiées : circularité ±2 mm, planéité ±1 mm sur le diamètre. Un contrôle dimensionnel préalable évite les difficultés d’assemblage et garantit l’étanchéité finale.
L’alignement de la porte avec l’axe de la cuve est critique pour le bon fonctionnement du système d’ouverture. Un défaut d’alignement supérieur à 3° peut entraîner des efforts de manœuvre excessifs et une usure prématurée des éléments de guidage.
Réglage Post-Installation
Après soudage, un réglage fin de la porte doit être effectué par l’installateur. Cette opération comprend la vérification de la planéité des surfaces d’étanchéité et l’ajustement des jeux de fonctionnement.
Le contrôle de planéité s’effectue à l’aide d’une règle et de cales d’épaisseur. L’écart maximal admissible est de 0,2 mm sur la longueur de contact du joint. Un écart supérieur nécessite une rectification par usinage ou meulage.
L’ajustement du système de serrage vise à obtenir une répartition homogène de l’effort sur tout le périmètre du joint. Le couple de serrage doit être progressif et régulier, sans point dur ni déformation excessive de la structure.
Procédures de Serrage
Le couple de serrage optimal des portes P11-102 se situe entre 20 et 60 Nm selon la configuration et le type de joint utilisé. Cette valeur doit être contrôlée à l’aide d’une clé dynamométrique étalonnée, garantissant la reproductibilité des conditions d’étanchéité.
La séquence de serrage suit un ordre spécifique : serrage initial au tiers du couple final, puis serrage définitif après stabilisation de l’ensemble. Cette procédure évite les déformations localisées et optimise la durée de vie du joint.
Un marquage visuel de la position de serrage optimal peut être réalisé sur le volant et le cadre, facilitant les opérations répétitives et réduisant les risques d’erreur de manipulation.
Remplacement des Joints
Les joints d’étanchéité constituent les seuls éléments d’usure des portes P11-102. Leur remplacement périodique, selon un programme de maintenance préventive, garantit le maintien des performances d’étanchéité.
Le démontage du joint usagé s’effectue après nettoyage complet de la gorge. L’utilisation d’outils métalliques est proscrite pour éviter d’endommager les surfaces d’étanchéité. Des outils en matière plastique ou en bronze sont recommandés.
La pose du joint neuf nécessite l’application d’une fine pellicule de graisse silicone compatible alimentaire. Cette lubrification facilite le positionnement et évite les pincements lors de la fermeture.
La géométrie et les dimensions du joint de remplacement doivent correspondre exactement aux spécifications d’origine. Boyer maintient un stock permanent de joints pour tous ses modèles, garantissant la disponibilité des pièces de rechange.
Inspection Périodique
Un programme d’inspection périodique doit être établi selon la fréquence d’utilisation et les conditions de service. L’inspection visuelle trimestrielle constitue le minimum recommandé pour les applications industrielles standard.
Les points de contrôle incluent l’état des surfaces d’étanchéité, l’usure du joint, le fonctionnement du système de serrage et l’absence de corrosion ou fissuration. Tout défaut détecté doit faire l’objet d’une correction immédiate.
L’inspection approfondie annuelle comprend un contrôle dimensionnel des éléments critiques et un test d’étanchéité sous pression réduite. Cette vérification permet de détecter les dégradations naissantes avant qu’elles n’affectent la sécurité.
Entretien Préventif
Un programme d’entretien préventif adapté prolonge significativement la durée de vie des portes P11-102. La fréquence des interventions dépend des conditions d’utilisation : cycles de pression, température, nature des produits traités.
Le nettoyage régulier des surfaces d’étanchéité avec des produits compatibles évite l’accumulation de dépôts susceptibles de compromettre l’étanchéité. Les détergents alcalins utilisés dans l’industrie agroalimentaire conviennent parfaitement à l’acier inoxydable.
La lubrification des éléments mobiles (axes, paliers) avec des graisses compatibles alimentaires maintient la fluidité des manœuvres et évite le grippage. Cette opération doit être réalisée après chaque nettoyage approfondi.
10. Exemples d’Installations dans le Monde
La reconnaissance mondiale des portes autoclaves ovales P11-102 se traduit par leur adoption dans les installations industrielles les plus prestigieuses et les plus exigeantes techniquement. Ces références constituent autant de témoignages de l’excellence française dans le domaine des équipements sous pression.
 Figure 8 : Installation pharmaceutique moderne avec autoclave à double porte
Figure 8 : Installation pharmaceutique moderne avec autoclave à double porte
Secteur Pharmaceutique International
Aux États-Unis, les nouvelles installations de production de vaccins Pfizer à Kalamazoo (Michigan) intègrent plus de 200 portes P11-102 dans leurs autoclaves de stérilisation terminale. Cette installation, d’une capacité de production de 2 milliards de doses annuelles, valorise particulièrement la fiabilité et la facilité de validation des équipements Boyer.
 Figure 9 : Autoclaves pharmaceutiques conformes cGMP pour production à grande échelle
Figure 9 : Autoclaves pharmaceutiques conformes cGMP pour production à grande échelle
En France, les laboratoires Sanofi de Val-de-Reuil ont équipé leurs nouvelles lignes de production d’insuline avec des portes P11-102 en finition électropolie. La conformité aux standards EU GMP Annex 1 et la traçabilité complète des matériaux ont constitué les critères de sélection déterminants.
Au Japon, Takeda Pharmaceutical utilise ces équipements dans ses installations de biotechnologie d’Osaka, où sont produits des anticorps monoclonaux pour le traitement du cancer. Les conditions de stérilité absolue requises par ces procédés innovants sont parfaitement maîtrisées grâce à la technologie Boyer.
En Suisse, Novartis a standardisé l’utilisation des portes P11-102 sur son site de Bâle pour la production de principes actifs pharmaceutiques. La résistance aux solvants organiques et la facilité de nettoyage ont motivé cette adoption généralisée.
 Figure 10 : Réacteur industriel haute pression en acier inoxydable pour applications cosmétiques et chimiques
Figure 10 : Réacteur industriel haute pression en acier inoxydable pour applications cosmétiques et chimiques
Industrie Cosmétique de Luxe
L’Oréal, leader mondial de la cosmétique, équipe systématiquement ses nouvelles installations avec des portes Boyer. L’usine de Vichy, spécialisée dans les soins dermatologiques, utilise plus de 150 portes P11-102 pour ses cuves de production. L’électropolissage garantit l’absence totale de contamination croisée entre les formulations.
En Allemagne, Henkel AG équipe ses installations de Düsseldorf avec des portes P11-102 pour la production de shampoings professionnels. La résistance aux formulations contenant des tensioactifs agressifs démontre la robustesse de la conception Boyer.
Chanel, symbole du luxe français, fait confiance à Boyer pour ses installations de Pantin dédiées à la production de parfums haute couture. L’étanchéité parfaite des portes P11-102 préserve les essences les plus précieuses et évite toute évaporation parasite.
Industrie Vitivinicole Prestigieuse
Dans le Bordelais, berceau historique de Boyer, les plus grands châteaux ont adopté les portes P11-102 pour leurs installations modernes. Château Margaux utilise ces équipements pour ses cuves de micro-vinification, permettant l’élaboration de cuvées expérimentales dans des conditions de maîtrise parfaite de l’atmosphère.
Château Latour a équipé sa nouvelle cuverie avec 50 portes P11-102, exploitant leur capacité à maintenir des atmosphères inertes pendant de longues périodes. Cette technologie contribue à l’expression optimale des terroirs d’exception du Médoc.
En Champagne, Dom Pérignon utilise les portes Boyer pour ses cuves de fermentation thermorégulées, où l’étanchéité parfaite conditionne la qualité de la prise de mousse. La précision du contrôle de pression s’avère cruciale pour l’élaboration de ces cuvées d’exception.
 Figure 11 : Autoclave industriel en acier inoxydable pour stérilisation et applications agroalimentaires
Figure 11 : Autoclave industriel en acier inoxydable pour stérilisation et applications agroalimentaires
Installations Agroalimentaires Mondiales
Nestlé, géant suisse de l’agroalimentaire, équipe ses installations mondiales avec des portes P11-102. L’usine de Nescafé à Tours utilise ces équipements pour ses autoclaves d’extraction, où la résistance aux températures élevées et la facilité de nettoyage constituent des avantages décisifs.
En Nouvelle-Zélande, Fonterra, leader mondial des produits laitiers, fait confiance à Boyer pour ses installations de traitement UHT. Plus de 500 portes P11-102 équipent les sites d’Auckland et de Christchurch, traitant quotidiennement des millions de litres de lait.
Danone a standardisé l’utilisation des portes Boyer sur ses sites européens de production de yaourts biologiques. L’usine de Volvic, dédiée aux eaux minérales, utilise ces équipements pour ses procédés de stérilisation des contenants.
Complexes Chimiques Internationaux
BASF, leader mondial de la chimie, équipe ses installations de Ludwigshafen avec des portes P11-102 en Hastelloy C276 pour ses procédés les plus agressifs. La production d’acides spécialisés nécessite une résistance à la corrosion absolue, parfaitement assurée par cette configuration extrême.
En Chine, Sinopec utilise massivement les portes Boyer dans ses complexes pétrochimiques du Shandong. Plus de 1000 portes P11-102 équipent les unités de raffinage et de transformation, témoignant de la confiance des ingénieurs chinois envers la technologie française.
Dow Chemical, aux États-Unis, a adopté les portes P11-102 pour ses nouvelles installations de production de polymères spécialisés au Texas. La fiabilité en service continu et la facilité de maintenance ont motivé cette sélection pour des procédés fonctionnant 24h/24.
Traitement de l’Eau Municipal
La Ville de Paris équipe ses nouvelles stations d’épuration avec des portes Boyer P11-102 pour les digesteurs anaérobies. L’usine de Valenton, la plus importante d’Europe, utilise ces équipements pour optimiser la production de biogaz à partir des boues d’épuration.
À Singapour, les installations de dessalement de NEWater utilisent des portes P11-102 pour leurs réservoirs sous pression d’osmose inverse. La qualité de l’eau produite, destinée à la consommation humaine, exige une étanchéité parfaite et l’absence totale de contamination métallique.
11. Conclusion
Les portes autoclaves ovales P11-102 incarnent l’excellence de l’ingénierie française dans le domaine des équipements industriels sous pression. Depuis leur conception originale dans l’atelier bordelais de Pierre Boyer en 1936 jusqu’à leur adoption massive par les plus grandes entreprises mondiales, ces équipements ont démontré leur capacité à répondre aux exigences les plus strictes dans tous les secteurs industriels critiques.
L’analyse technique détaillée de ces portes révèle une conception parfaitement maîtrisée, où chaque élément contribue à la performance globale : la géométrie ovale optimise l’accès et la résistance structurelle, les matériaux en acier inoxydable garantissent durabilité et conformité sanitaire, le principe autoclave assure une sécurité maximale. Cette excellence technique s’accompagne d’une flexibilité remarquable, permettant l’adaptation précise aux contraintes spécifiques de chaque installation.
La reconnaissance mondiale des portes P11-102 se traduit par des références prestigieuses sur tous les continents. Des laboratoires pharmaceutiques produisant des vaccins vitaux aux châteaux vinicoles élaborant les plus grands crus, en passant par les complexes chimiques traitant les produits les plus agressifs, la technologie Boyer s’impose comme un standard de fiabilité et de performance.
La conformité aux normes internationales les plus exigeantes – CODAP, ASME, FDA, cGMP, ISO 17665 – constitue un atout majeur pour les entreprises opérant sur les marchés mondiaux. Cette universalité réglementaire simplifie les processus de validation et garantit l’acceptation des installations équipées de portes Boyer par toutes les autorités de contrôle.
L’avenir des portes autoclaves ovales P11-102 s’inscrit dans une dynamique d’innovation continue. Boyer investit massivement dans la recherche et développement, développant de nouveaux matériaux, optimisant les géométries, intégrant des technologies de surveillance connectée. L’acquisition de JMSO et la création d’un bureau d’études intégré témoignent de la volonté de l’entreprise de maintenir son leadership technologique.
Dans un contexte industriel mondial de plus en plus exigeant en termes de sécurité, de traçabilité et de performance environnementale, les portes P11-102 représentent une solution pérenne pour les industriels visionnaires. Leur durabilité exceptionnelle, leur facilité de maintenance et leur capacité d’adaptation aux évolutions réglementaires en font un investissement stratégique pour les décennies à venir.
L’excellence française, incarnée par Boyer depuis près de 90 ans, continue de rayonner sur tous les continents. Les portes autoclaves ovales P11-102 constituent bien plus que de simples équipements industriels : elles représentent un savoir-faire unique, une tradition d’excellence et une capacité d’innovation qui positionnent la France comme leader mondial dans le domaine critique des équipements sous pression. Cette réussite témoigne de la vitalité de l’industrie française et de sa capacité à conquérir les marchés les plus exigeants au niveau international.
Note : Ce document technique est fourni à titre informatif. Les spécifications peuvent évoluer sans préavis. Pour toute application spécifique, consulter les services techniques Boyer pour validation des caractéristiques et certifications applicables.
© 2025 Boyer Industry – Tous droits réservés | Présence mondiale dans 26 pays
OTOSCOPE WELCH ALLYN MACROVIEW
CYCLES AUTOCLAVE SUR SMARTPHONE



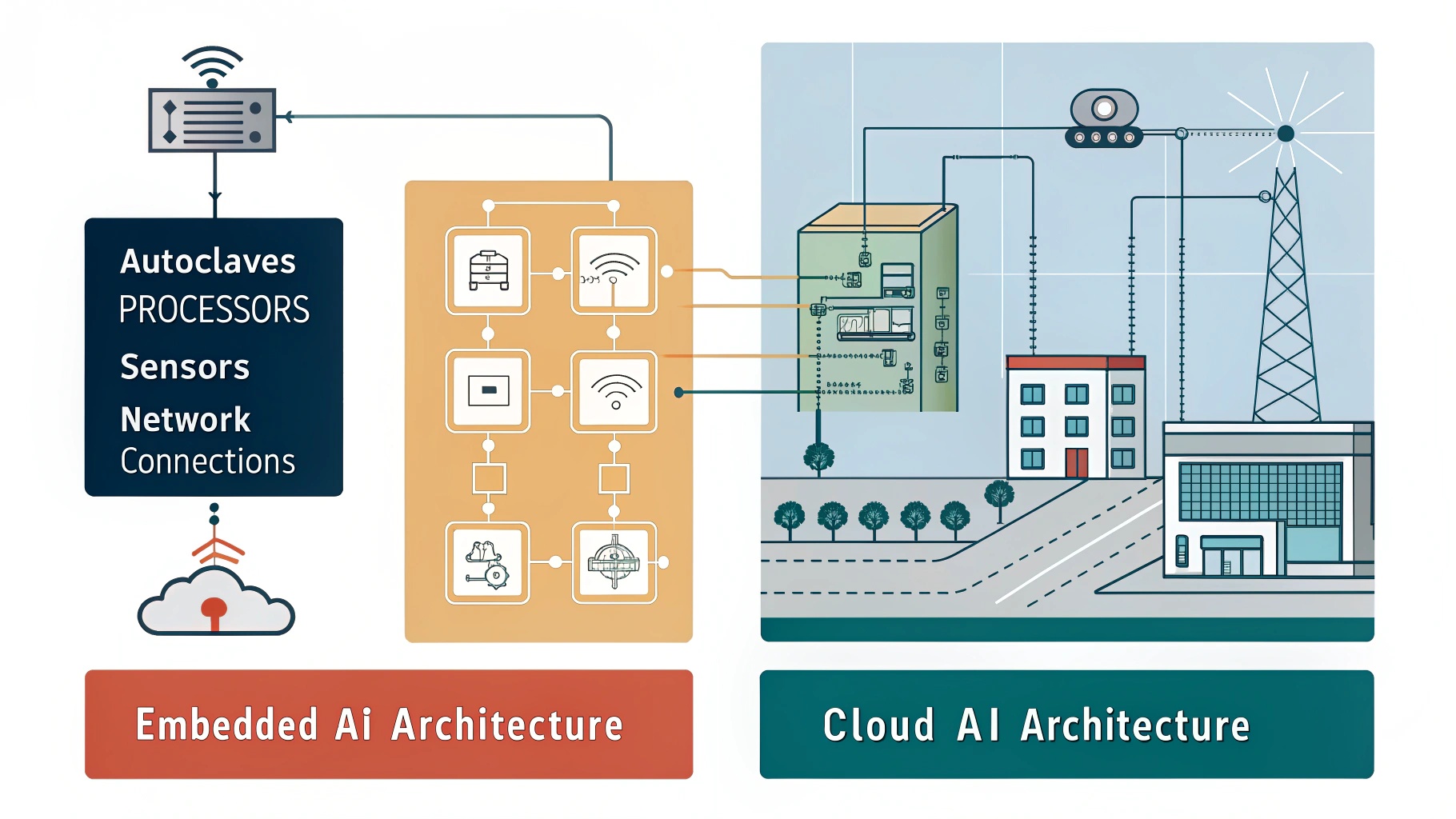































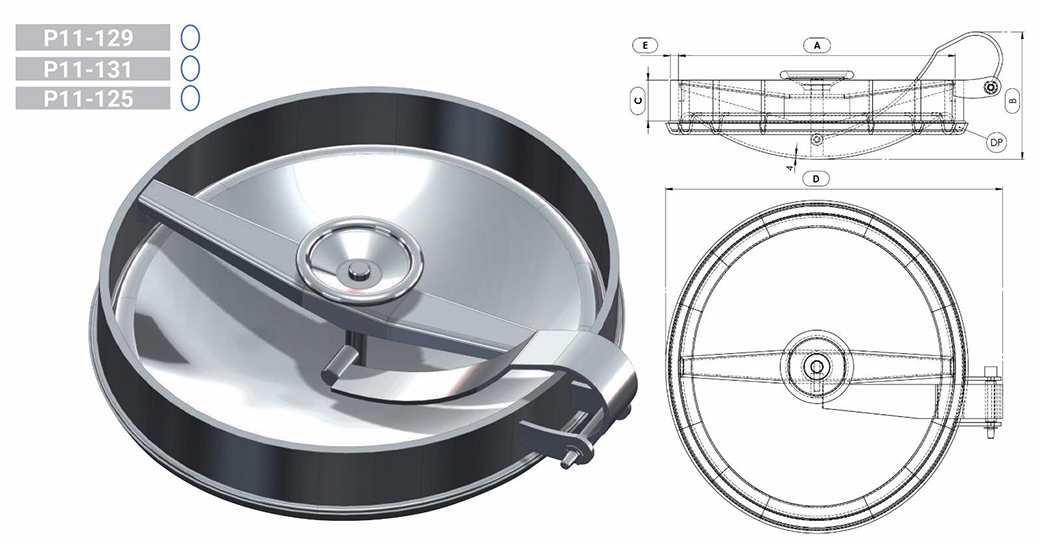

























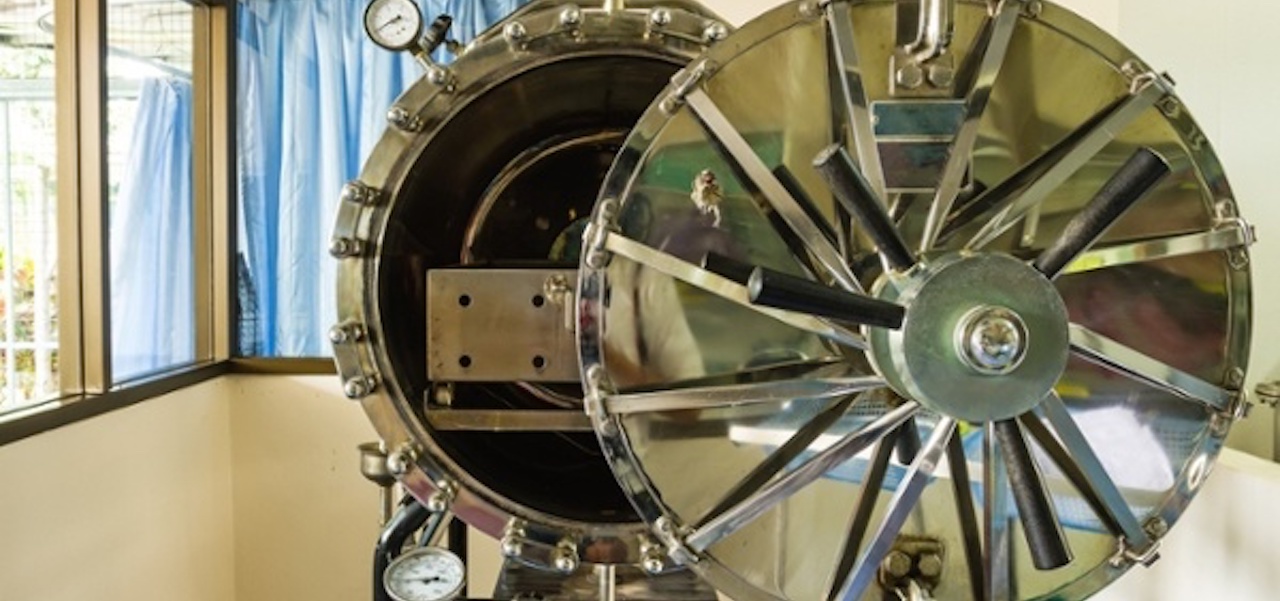

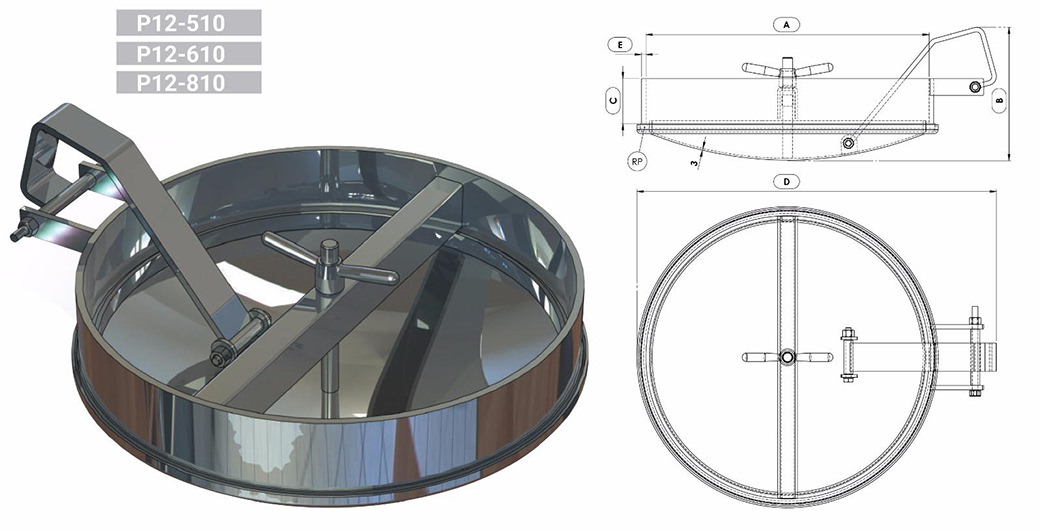



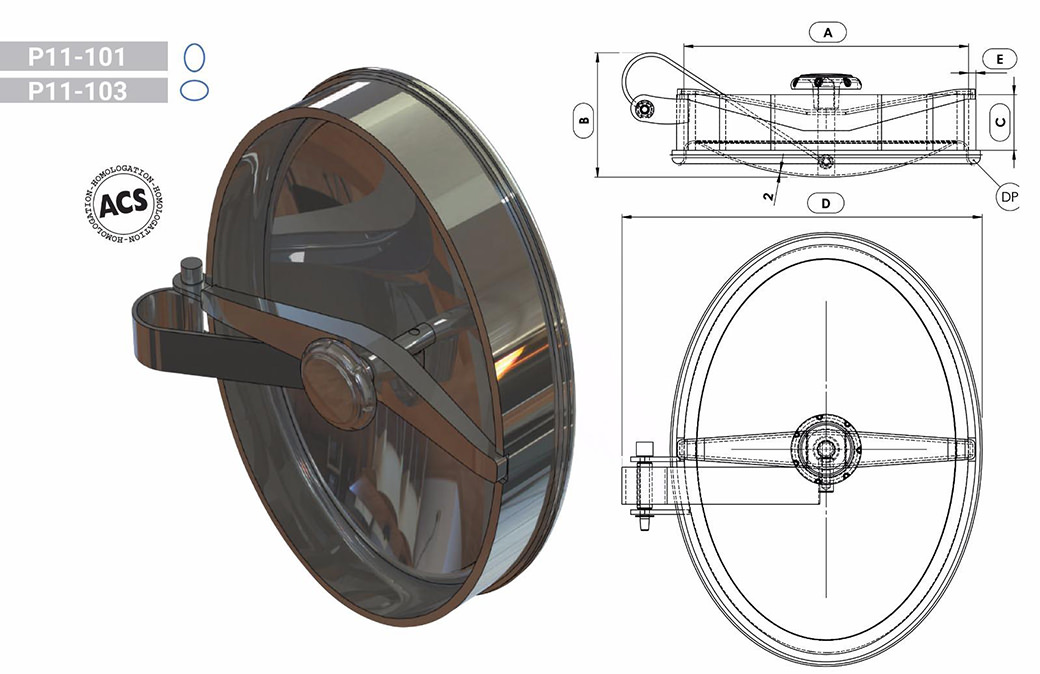 Image 2 : Schéma Dimensionnel P11-103
Image 2 : Schéma Dimensionnel P11-103 Image 6 : Comparaison P11-101 vs P11-103
Image 6 : Comparaison P11-101 vs P11-103 Image 3 : Installation Hospitalière Johns Hopkins
Image 3 : Installation Hospitalière Johns Hopkins Image 5 : Laboratoire Universitaire MIT
Image 5 : Laboratoire Universitaire MIT Image 7 : Opération de Maintenance Certifiée
Image 7 : Opération de Maintenance Certifiée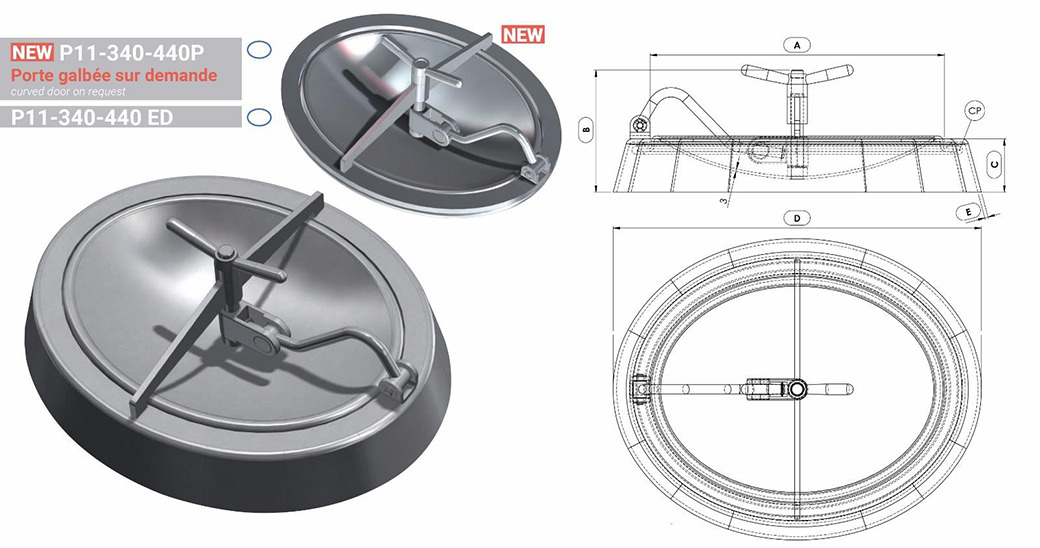 Image 8 : Série P11 Complète
Image 8 : Série P11 Complète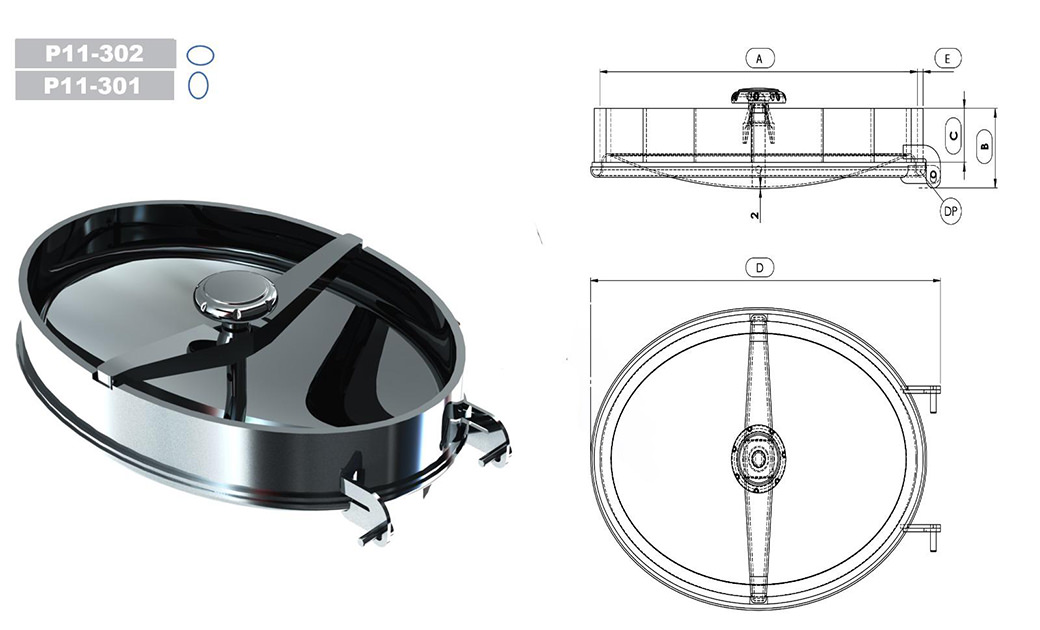


























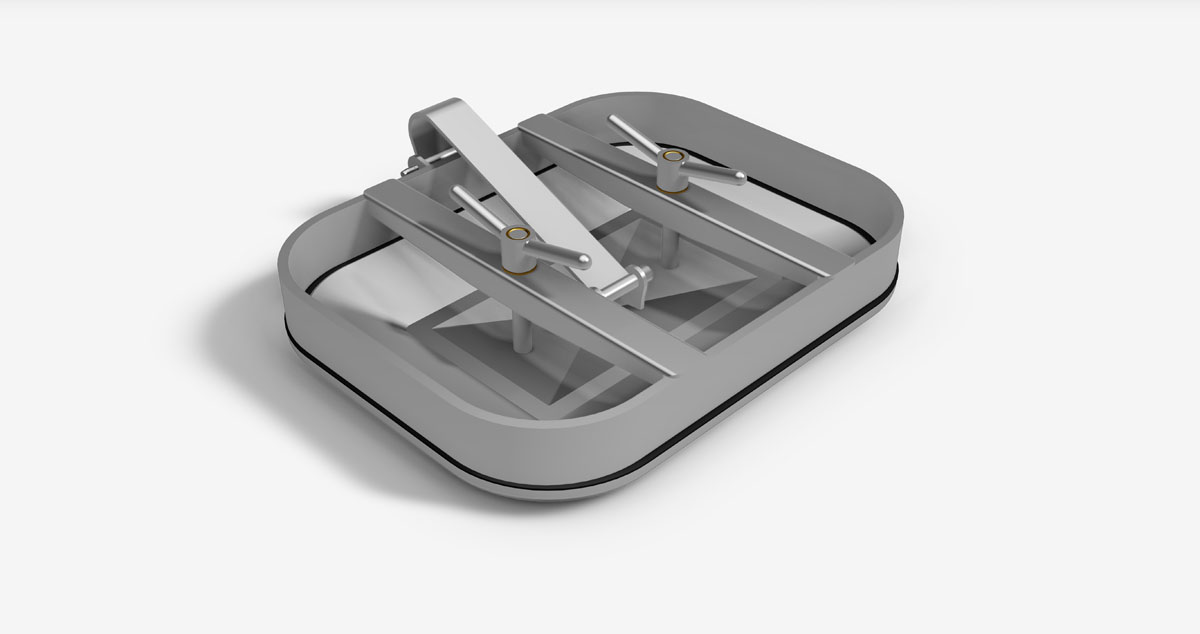


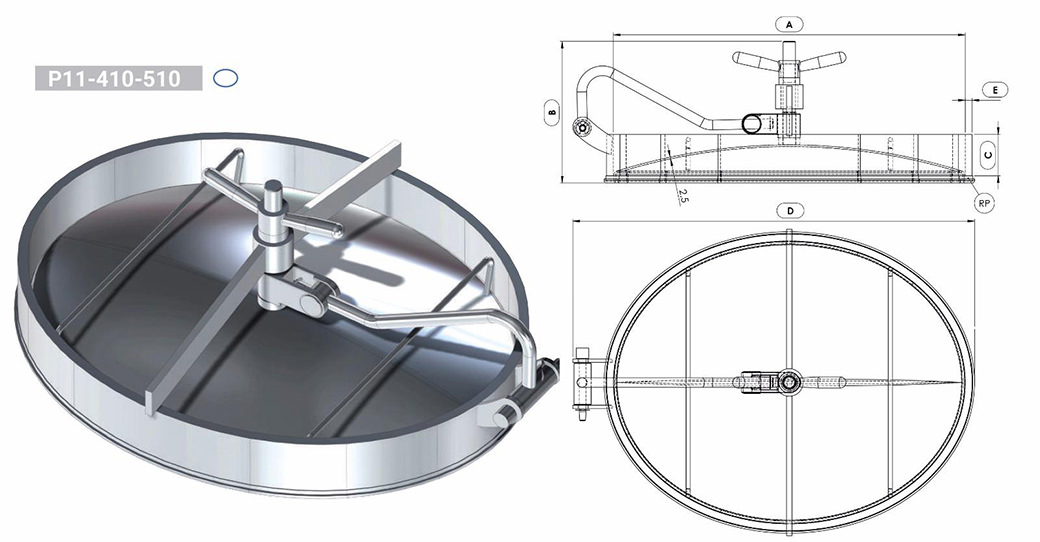

 Figure 1 : Laboratoire de microbiologie moderne équipé pour l’analyse des conserves alimentaires et l’étude des processus de stérilisation
Figure 1 : Laboratoire de microbiologie moderne équipé pour l’analyse des conserves alimentaires et l’étude des processus de stérilisation Figure 2 : Exemples de bocaux présentant des signes d’échec de stérilisation – couvercles bombés, joints défaillants et liquides troubles
Figure 2 : Exemples de bocaux présentant des signes d’échec de stérilisation – couvercles bombés, joints défaillants et liquides troubles Figure 3 : Processus de re-stérilisation montrant les étapes critiques : inspection, nettoyage, reconditionnement et contrôle qualité
Figure 3 : Processus de re-stérilisation montrant les étapes critiques : inspection, nettoyage, reconditionnement et contrôle qualité Figure 4 : Comparaison internationale des techniques de conservation : méthodes françaises, allemandes, italiennes, japonaises, canadiennes et américaines
Figure 4 : Comparaison internationale des techniques de conservation : méthodes françaises, allemandes, italiennes, japonaises, canadiennes et américaines Figure 5 : Installation industrielle moderne de stérilisation avec autoclaves et systèmes automatisés de contrôle qualité
Figure 5 : Installation industrielle moderne de stérilisation avec autoclaves et systèmes automatisés de contrôle qualité