LES PORTES AUTOCLAVES OVALES P11-301 : EXCELLENCE TECHNIQUE ET APPLICATIONS INDUSTRIELLES MONDIALES
1. Introduction : L’Évolution des Technologies d’Étanchéité Industrielle
Depuis l’aube de l’industrialisation moderne, l’étanchéité des équipements sous pression constitue un défi technologique majeur. Les portes autoclaves ovales, et particulièrement le modèle P11-301, représentent l’aboutissement de près d’un siècle d’innovations dans le domaine de la chaudronnerie de précision.

L’histoire des portes autoclaves remonte à 1936, lorsque Pierre Boyer, ingénieur visionnaire, fonda à Bordeaux un atelier artisanal spécialisé dans la fabrication de portes pour cuves vinicoles. Cette initiative, née du besoin croissant de l’industrie vinicole bordelaise pour des équipements fiables, allait révolutionner les standards de l’étanchéité industrielle.
Dans le contexte industriel contemporain, les portes autoclaves ovales P11-301 occupent une position stratégique dans de multiples secteurs d’activité. L’industrie pharmaceutique, avec ses exigences drastiques de stérilité et de traçabilité, représente l’un des marchés les plus exigeants. Les installations de production d’API (Active Pharmaceutical Ingredients) en Europe, aux États-Unis et en Asie intègrent massivement ces équipements pour garantir l’intégrité de leurs processus de fabrication.
L’industrie vinicole mondiale, du prestigieux vignoble de Bordeaux aux caves ultra-modernes de Californie, s’appuie sur ces technologies pour la vinification sous pression, notamment pour la production de vins effervescents selon la méthode Charmat. Les cuves de fermentation équipées de portes P11-301 permettent un contrôle précis de la pression et de la température, paramètres cruciaux pour la qualité organoleptique des produits finis.
Le secteur chimique et pétrochimique, avec ses contraintes de sécurité maximales, fait également appel à ces solutions techniques. Des raffineries du Moyen-Orient aux complexes chimiques européens, les portes autoclaves ovales assurent l’étanchéité parfaite des réacteurs et cuves de stockage contenant des produits corrosifs ou sous haute pression.
L’innovation technologique continue de propulser l’évolution de ces équipements. L’intégration de capteurs IoT pour la surveillance en temps réel, l’utilisation de nouveaux alliages à haute performance, et l’optimisation des profils d’étanchéité représentent les axes de développement actuels. Cette dynamique d’innovation permet aux portes P11-301 de répondre aux défis croissants de l’industrie 4.0, où la digitalisation et l’automatisation redéfinissent les standards de production.
2. Spécifications Techniques Détaillées du P11-301
Dimensions et Caractéristiques Géométriques
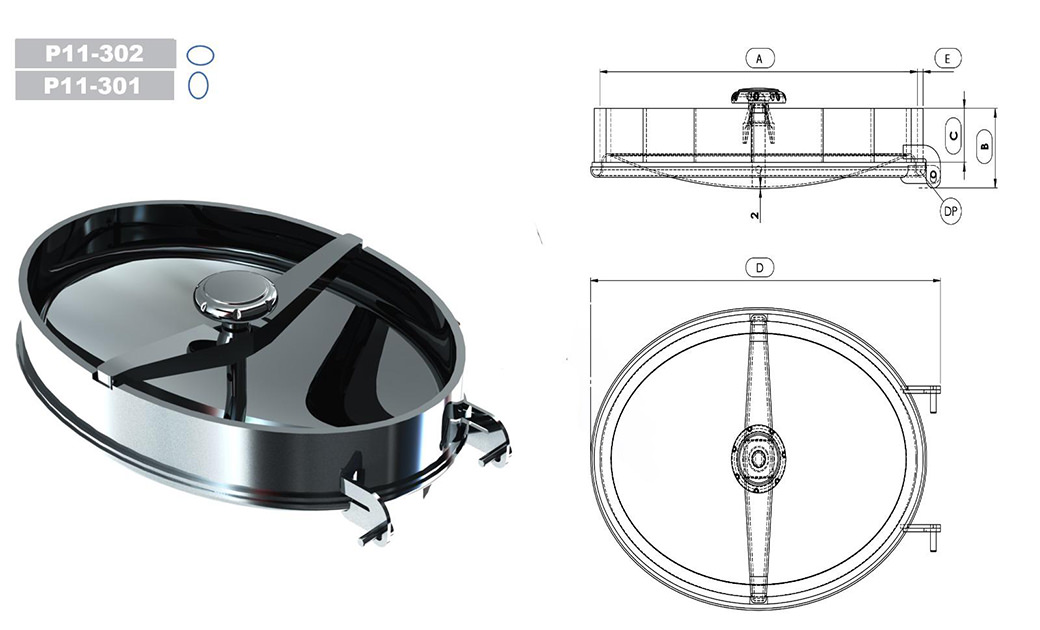
La porte autoclave ovale P11-301 présente des dimensions optimisées de 307 × 442 millimètres pour le diamètre nominal (DN), offrant une surface d’ouverture de 0,106 m². Cette configuration géométrique, résultat d’études approfondies en mécanique des fluides et résistance des matériaux, garantit un compromis optimal entre facilité d’accès et résistance structurelle.
- Passage utile : 307 × 442 mm avec tolérance de fabrication de ±2 mm
- Orientation : Configuration verticale privilégiée pour applications standard
- Surface d’ouverture effective : 1 060 cm²
- Ratio largeur/hauteur : 0,695 (optimisé pour ergonomie opérateur)
Le cadre, élément structurel fondamental, est réalisé à partir d’un plat laminé à chaud en acier inoxydable de nuances 1.4301/1.4307 ou 1.4404 selon les spécifications d’application. Ses dimensions – hauteur de 60 mm pour une épaisseur de 8 mm – résultent de calculs de résistance mécanique conformes aux codes CODAP et ASME Section VIII.
Construction et Matériaux
Le portillon, composant mobile de la porte, est fabriqué à partir d’une tôle 2B d’épaisseur 2 mm en acier inoxydable 1.4301/1.4307 ou 1.4404. Cette tôle bénéficie d’un traitement d’électropolissage, procédé électrochimique qui confère une rugosité de surface Ra inférieure à 0,8 μm, critère essentiel pour les applications pharmaceutiques et agroalimentaires.
L’encombrement total de 495 mm intègre l’ensemble des composants mécaniques : cadre, portillon, système de serrage et mécanisme d’ouverture. Cette compacité remarquable permet une intégration aisée sur les cuves existantes sans modification structurelle majeure.
Le système de serrage, composé de 82 points de fixation répartis uniformément sur le périmètre, assure une distribution homogène des contraintes. Cette configuration multiplie les points d’appui, réduisant les concentrations de contraintes et garantissant l’intégrité de l’étanchéité même sous les conditions les plus sévères.
Performances de Pression et Conditions Opératoires
Caractéristiques de pression critiques :
- Pression de calcul CODAP : 1 bar à 150°C (joint non FEP)
- Pression maximale d’utilisation : 1,6 bar à température ambiante
- Pression d’épreuve : Conforme ASME 2007 à 20°C
- Coefficient de sécurité : 4 selon normatives européennes
Ces performances s’appuient sur des calculs de dimensionnement rigoureux intégrant les contraintes thermiques différentielles, les effets de fatigue cyclique et les phénomènes de fluage à haute température. La limitation à 1 bar de pression de calcul pour les joints non FEP reflète une approche conservatrice privilégiant la sécurité opérationnelle.
Le système d’étanchéité repose sur des joints collés, technologie éprouvée offrant une fiabilité exceptionnelle. Ces joints, spécifiquement formulés pour résister aux agressions chimiques et aux cycles thermiques, présentent une durée de vie opérationnelle de 2 à 3 ans selon l’intensité d’utilisation.
Finitions et Traitements de Surface
La gamme de finitions disponibles répond aux exigences spécifiques de chaque secteur d’application :
- Finition brut : Tôles et plats laminés conservant les traces d’outils, soudures non décapées – Applications industrielles standard
- Finition microbillée : Aspect satiné mat obtenu par projection de microbilles, rugosité contrôlée Ra 1,2-1,6 μm
- Électropolissage : Traitement électrochimique générant une surface miroir, Ra < 0,4 μm – Exigé en pharmaceutique
- Polissage mécanique grain 50 : Finition standard garantissant Ra 0,8 μm, excellent compromis coût/performance
Le poids unitaire de 8 kg, particulièrement optimisé, facilite les opérations de maintenance et de remplacement. Cette légèreté relative, obtenue par l’optimisation topologique de la structure, n’affecte en rien la résistance mécanique de l’ensemble.
3. Analyse Comparative : P11-301 versus P11-302
La gamme de portes autoclaves ovales Boyer comprend deux modèles principaux, P11-301 et P11-302, qui se distinguent essentiellement par l’orientation de leurs dimensions. Cette différence, apparemment mineure, revêt une importance capitale dans le choix applicatif et l’intégration sur site.
| Caractéristique | P11-301 | P11-302 | Impact Applicatif |
|---|---|---|---|
| Dimensions DN (mm) | 307 × 442 | 442 × 307 | Orientation passage optimisée |
| Orientation privilégiée | Verticale | Horizontale | Adaptation géométrie cuve |
| Pression de calcul CODAP | 1 bar à 150°C | 1 bar à 150°C | Performance identique |
| Pression max utilisation | 1,6 bar | 1,6 bar | Flexibilité opérationnelle |
| Poids unitaire | 8 kg | 8 kg | Facilité de manipulation |
| Nombre de serrages | 82 | 82 | Étanchéité équivalente |
| Surface d’ouverture | 1 060 cm² | 1 060 cm² | Accessibilité identique |
Le choix entre ces deux configurations dépend principalement de l’architecture de la cuve et des contraintes d’implantation. Le modèle P11-301, avec sa configuration verticale (hauteur 442 mm > largeur 307 mm), s’adapte particulièrement aux cuves hautes où l’espace horizontal est contraint. Cette orientation facilite également l’évacuation gravitaire des condensats et optimise l’ergonomie pour les opérations de nettoyage manuel.
Inversement, le P11-302, privilégiant l’orientation horizontale, convient aux installations où la hauteur disponible est limitée. Cette configuration trouve sa place privilégiée sur les cuves de stockage de faible hauteur, les réacteurs horizontaux et les équipements intégrés dans des structures à encombrement vertical contraint.
Du point de vue des performances mécaniques et de l’étanchéité, les deux modèles présentent des caractéristiques rigoureusement identiques. Cette équivalence résulte de l’optimisation du profil ovale qui, contrairement aux configurations rectangulaires, présente une résistance homogène aux contraintes quelle que soit l’orientation.
Les applications sectorielles révèlent certaines préférences d’usage. L’industrie vinicole privilégie généralement le P11-301 pour les cuves de fermentation verticales, tandis que l’industrie chimique opte fréquemment pour le P11-302 sur les réacteurs horizontaux. Cette segmentation d’usage, bien que non exclusive, reflète l’adaptation optimale aux contraintes spécifiques de chaque secteur.
4. Matériaux et Normes de Certification : Garantie de Qualité Internationale
Aciers Inoxydables : Fondement de la Performance
La sélection des matériaux constitue un facteur déterminant dans la performance et la durabilité des portes autoclaves ovales P11-301. L’utilisation exclusive d’aciers inoxydables austénitiques de haute qualité garantit une résistance exceptionnelle à la corrosion, une stabilité dimensionnelle à haute température et une compatibilité avec les environnements les plus agressifs.

Acier Inoxydable 1.4301 (AISI 304L)
Composition chimique nominale :
- Chrome : 17-20% (résistance à la corrosion)
- Nickel : 8-10,5% (stabilité austénitique)
- Carbone : ≤0,030% (soudabilité optimisée)
- Manganèse : ≤2% (désoxydation)
- Silicium : ≤1% (désoxydation)
Propriétés mécaniques à 20°C :
- Limite d’élasticité Rp0,2 : 240-310 N/mm²
- Résistance à la traction Rm : 540-750 N/mm²
- Allongement A5 : ≥45%
- Dureté HB : ≤215
L’acier 1.4301 constitue le choix standard pour la majorité des applications industrielles. Sa faible teneur en carbone (≤0,030%) lui confère une excellente résistance à la corrosion intergranulaire, phénomène critique dans les environnements thermiques cycliques. Cette nuance présente également une remarquable aptitude au formage et au soudage, facilitant la fabrication de géométries complexes.
Acier Inoxydable 1.4404 (AISI 316L)
Composition chimique distinctive :
- Chrome : 16,5-18,5%
- Nickel : 10-13%
- Molybdène : 2-2,5% (résistance chlorures)
- Carbone : ≤0,030%
Avantages spécifiques :
- Résistance exceptionnelle aux chlorures et environnements marins
- Performance supérieure en milieux acides
- Stabilité dimensionnelle à haute température
- Biocompatibilité certifiée pour applications pharmaceutiques
L’addition de molybdène dans la nuance 1.4404 améliore drastiquement la résistance à la corrosion par piqûres et crevasses, particulièrement en présence d’ions chlorures. Cette caractéristique rend cette nuance indispensable pour les applications pharmaceutiques, les environnements marins et les procédés chimiques agressifs.
Référentiel Normatif International
La conformité aux normes internationales les plus exigeantes constitue un impératif absolu pour les portes autoclaves P11-301. Cette approche multicertification garantit l’acceptabilité mondiale des équipements et leur intégration dans des projets internationaux.
CODAP (Code Français des Appareils à Pression)
Le CODAP, dans sa dernière révision, constitue la référence française pour la conception, la fabrication et la surveillance des équipements sous pression. Sa conformité avec la Directive Européenne DESP 97/23/CE assure une reconnaissance automatique dans l’ensemble de l’Union Européenne.
Exigences spécifiques :
- Calculs de dimensionnement selon théorie des coques minces
- Coefficients de sécurité majorés pour applications critiques
- Procédures de contrôle non destructif obligatoires
- Documentation technique exhaustive et traçabilité complète
ASME Section VIII (American Society of Mechanical Engineers)
Le code ASME Section VIII Division 1 représente la référence mondiale pour les équipements sous pression. Le « U Stamp » ASME constitue souvent un prérequis pour l’exportation vers les marchés nord-américain et asiatique.
Spécificités techniques :
- Méthodes de calcul par contraintes admissibles
- Facteurs de forme spécifiques aux géométries ovales
- Exigences renforcées pour matériaux et soudage
- Inspection par organismes agréés obligatoire
La norme européenne EN 13445 « Récipients sous pression non soumis à la flamme » complète ce dispositif normatif. Son approche basée sur l’analyse limite et la mécanique de la rupture offre une alternative moderne aux méthodes traditionnelles de dimensionnement.
Les certifications complémentaires ATEX (atmosphères explosives), EHEDG (conception hygiénique) et 3A (standards sanitaires américains) élargissent le champ d’application aux secteurs les plus exigeants. Cette polyvalence normative constitue un avantage concurrentiel décisif sur les marchés internationaux.
5. Applications Industrielles Mondiales : Diversité et Excellence
Industrie Vinicole : Tradition et Innovation
L’industrie vinicole mondiale représente l’un des secteurs d’application les plus prestigieux pour les portes autoclaves ovales P11-301. Cette industrie, alliant traditions séculaires et innovations technologiques, exige des équipements alliant performance technique et respect des caractéristiques organoleptiques des produits.

France – Berceau de l’Excellence Vinicole : La région bordelaise, avec ses 120 000 hectares de vignobles, utilise massivement les technologies d’autoclaves pour la vinification de ses grands crus. Les châteaux prestigieux de Pauillac, Saint-Julien et Saint-Estèphe intègrent des cuves équipées de portes P11-301 pour le contrôle précis de la fermentation malolactique. En Champagne, Dom Pérignon, Veuve Clicquot et Krug utilisent des autoclaves de 50 à 200 hectolitres pour la prise de mousse selon la méthode traditionnelle, où la pression atteint 6 bars.
Italie – Innovation et Volume : La région de Vénétie, productrice de 15% du Prosecco mondial, s’appuie sur des installations ultramodernes. Les coopératives de Valdobbiadene et Conegliano utilisent des autoclaves de 500 à 1000 hectolitres équipés de portes P11-301 pour la méthode Charmat. La température contrôlée à 14-16°C et la pression de 2,5 bars permettent de préserver les arômes primaires du Glera. En Piémont, les producteurs d’Asti Spumante comme Martini & Rossi exploitent cette technologie pour leurs volumes de 50 millions de bouteilles annuelles.
Espagne – Modernisation Accélérée : La Catalogne, avec ses caves ultramodernes comme Freixenet et Codorníu, a investi massivement dans les technologies d’autoclaves. Leur capacité de production de 200 millions de bouteilles de Cava annuelles repose sur des installations de 2000 hectolitres intégrant les dernières innovations en matière d’étanchéité et de contrôle thermique.
Californie – Technologie de Pointe : Napa Valley et Sonoma County abritent des installations parmi les plus avancées au monde. Domaine Chandon, Schramsberg et Roederer Estate utilisent des autoclaves à contrôle numérique intégrant des capteurs IoT pour la surveillance temps réel des paramètres critiques. Leurs cuves de 100 à 800 hectolitres atteignent des précisions de ±0,1°C en température et ±0,05 bar en pression.
Industrie Pharmaceutique : Exigences Maximales

L’industrie pharmaceutique mondiale, avec un chiffre d’affaires de 1 350 milliards de dollars, impose les standards de qualité les plus draconiens. Les portes autoclaves P11-301 y trouvent des applications critiques dans la production d’API (Active Pharmaceutical Ingredients), la stérilisation d’équipements et la fabrication de produits biotechnologiques.
Europe – Pôle d’Excellence : La Suisse, avec Roche (Bâle) et Novartis (Bâle), utilise des autoclaves de validation de 10 à 50 litres équipés de portes P11-301 pour les tests de stérilité. L’Allemagne, leader mondial avec 30% de la production européenne, intègre cette technologie dans ses usines Bayer (Leverkusen), Boehringer Ingelheim (Ingelheim) et Merck KGaA (Darmstadt). Les installations atteignent des volumes de 5000 litres avec des cycles de stérilisation à 121°C pendant 15 minutes.
États-Unis – Innovation Biotechnologique : Le New Jersey, surnommé « Medicine Chest of the World », concentre 18 des 50 plus grandes entreprises pharmaceutiques mondiales. Johnson & Johnson (New Brunswick), Merck (Rahway) et Bristol Myers Squibb (Princeton) exploitent des autoclaves de production de 15 000 litres pour leurs anticorps monoclonaux. Le Massachusetts, avec ses 500 entreprises biotechnologiques, utilise intensivement les autoclaves P11-301 dans ses installations de Kendall Square et Cambridge.
Asie – Croissance Explosive : L’Inde, devenue « Pharmacy of the World » avec 20% de la production mondiale de génériques, intègre massivement cette technologie. Dr. Reddy’s (Hyderabad), Cipla (Mumbai) et Sun Pharma (Mumbai) utilisent des autoclaves de 8000 litres pour leurs API. La Chine, avec WuXi PharmaTech et Hengrui Medicine, investit 15 milliards de dollars annuels dans la modernisation de ses installations, incluant des autoclaves européens équipés de portes P11-301.
Industrie Chimique et Pétrochimique
L’industrie chimique mondiale, avec ses 3 500 milliards de dollars de chiffre d’affaires, requiert des équipements résistant aux environnements les plus agressifs. Les réacteurs sous pression, cuves de stockage et installations de traitement intègrent massivement les portes autoclaves P11-301.
Europe : BASF (Ludwigshafen), avec son complexe de 200 usines sur 10 km², utilise des réacteurs de 100 m³ équipés de portes en acier 1.4404 pour ses procédés de polymérisation. Shell (Pays-Bas) et Total (France) intègrent cette technologie dans leurs raffineries pour les unités de craquage catalytique.
Moyen-Orient : Saudi Aramco (Arabie Saoudite) et ADNOC (Émirats) exploitent des installations de 500 000 tonnes/an intégrant des autoclaves de 200 m³ pour leurs procédés pétrochimiques. La résistance aux hydrocarbures et aux températures de 180°C impose l’utilisation d’aciers 1.4404.
Secteur Agroalimentaire : Sécurité et Qualité
L’industrie agroalimentaire mondiale exploite intensivement les technologies d’autoclaves pour la stérilisation, la pasteurisation et la conservation des produits. Les portes P11-301 équipent des installations traitant quotidiennement des millions de portions.
Conserveries Européennes : Bonduelle (France), avec ses 58 usines mondiales, utilise des autoclaves de 5000 litres pour ses légumes en conserve. D’Aucy (France) et Del Monte (Italie) intègrent cette technologie pour leurs productions de 2 milliards de boîtes annuelles. Les cycles de stérilisation à 115-125°C pendant 45-90 minutes exigent une étanchéité parfaite.
Industrie Laitière : Danone (France), Arla (Danemark) et FrieslandCampina (Pays-Bas) utilisent des autoclaves de pasteurisation de 10 000 litres. Les températures de 85°C et les contraintes hygiéniques imposent des finitions électropolies Ra < 0,4 μm.
Traitement des Eaux et Applications Environnementales
Le secteur du traitement des eaux, avec ses enjeux environnementaux croissants, représente un marché en forte expansion pour les portes autoclaves P11-301. Les stations d’épuration, usines de dessalement et installations de traitement industriel intègrent cette technologie pour leurs équipements sous pression.
Installations Mondiales : Suez (France), Veolia (France) et Thames Water (Royaume-Uni) équipent leurs nouvelles installations de digesteurs anaérobies de 5000 m³ avec des portes résistant aux biogaz corrosifs. Singapour, avec ses usines de dessalement NEWater, intègre des autoclaves de 50 m³ pour ses procédés d’osmose inverse haute pression.
6. Avantages et Caractéristiques Techniques Distinctives
Conception Innovante : L’Ouverture Vers l’Intérieur
L’une des caractéristiques les plus remarquables des portes autoclaves ovales P11-301 réside dans leur conception à ouverture vers l’intérieur. Cette innovation, fruit de décennies d’optimisation, génère des avantages multiples tant en termes d’économie d’espace que de sécurité opérationnelle.
Économie d’espace remarquable : L’ouverture vers l’intérieur permet une réduction de l’encombrement périphérique de 30 à 40% comparativement aux portes à ouverture extérieure. Dans les installations industrielles où chaque mètre carré représente un coût significatif, cette optimisation spatiale génère des économies substantielles tant en investissement qu’en exploitation.
Le système d’auto-étanchéité par pression constitue une révolution technologique. Contrairement aux systèmes traditionnels nécessitant un serrage manuel laborieux, la pression interne applique automatiquement la force nécessaire à l’étanchéité parfaite. Ce principe physique, basé sur la loi de Pascal, garantit une force de serrage proportionnelle à la pression, éliminant les risques de sous-serrage ou de sur-contrainte.
L’ergonomie opérateur a fait l’objet d’une attention particulière. Le mécanisme d’ouverture, actionnable par un seul opérateur, intègre un système de levier démultiplicateur réduisant l’effort nécessaire à moins de 15 kg. Cette facilité d’utilisation améliore significativement les conditions de travail et réduit les risques de troubles musculo-squelettiques.
Performance et Sécurité : Standards d’Excellence
L’étanchéité parfaite constitue le critère de performance fondamental. Les portes P11-301 atteignent des taux de fuite inférieurs à 10⁻⁶ mbar·l/s, performance mesurée selon la norme EN 1779. Cette étanchéité exceptionnelle résulte de l’optimisation du profil de joint, de la qualité d’usinage des surfaces d’appui et de la répartition homogène des contraintes de serrage.
La résistance simultanée à la pression et au vide élargit considérablement le champ d’applications. Cette polyvalence permet l’utilisation sur des équipements alternant phases de pressurisation et de mise sous vide, typiques des procédés de lyophilisation, distillation sous vide et cristallisation.
Tests de qualification rigoureux :
- Test d’étanchéité à l’hélium : sensibilité 10⁻¹⁰ mbar·l/s
- Essai de pression hydraulique : 1,5 × pression de calcul
- Cycles de fatigue : 10 000 ouvertures/fermetures
- Résistance thermique : -20°C à +200°C
- Analyse vibratoire : résistance sismique zone 3
Hygiène et Maintenance : Facilité Opérationnelle
La prévention de la macération des produits stockés représente un enjeu majeur dans les industries agroalimentaire et pharmaceutique. Le design optimisé des portes P11-301 élimine les zones de stagnation où pourraient s’accumuler résidus et contaminants. Les rayons de raccordement minimaux de 3 mm facilitent l’écoulement gravitaire et préviennent la rétention de particules.
La protection contre les pollutions externes s’avère cruciale dans les environnements contrôlés. L’ouverture vers l’intérieur crée une barrière physique naturelle empêchant la pénétration de poussières, aérosols ou micro-organismes présents dans l’atmosphère ambiante.
Le nettoyage facilité résulte de l’accessibilité optimisée de toutes les surfaces en contact avec le produit. Les finitions électropolies Ra < 0,8 μm réduisent l’adhésion des salissures et permettent un rinçage efficace avec des débits de 2 à 5 m/s. Les protocoles CIP (Cleaning In Place) et SIP (Sterilization In Place) peuvent être appliqués sans démontage préalable.
Le démontage rapide, réalisable en moins de 30 minutes par un opérateur qualifié, facilite les opérations de maintenance préventive et curative. La standardisation des pièces de rechange garantit une disponibilité permanente et des délais d’approvisionnement inférieurs à 48 heures en Europe.
Durabilité et Longévité Exceptionnelles
La durabilité exceptionnelle des portes P11-301 résulte de la synergie entre matériaux haute performance et conception optimisée. L’acier inoxydable austénitique conserve ses propriétés mécaniques et sa résistance à la corrosion même après des milliers de cycles thermiques.
La résistance à la corrosion, testée selon ASTM G48 pour la corrosion par piqûres, garantit une longévité de 15 à 20 ans minimum dans les conditions d’usage standard. Cette durabilité génère un coût de possession (TCO – Total Cost of Ownership) particulièrement attractif, avec un amortissement typique sur 10 ans.
La stabilité dimensionnelle, mesurée après 1000 cycles thermiques de -20°C à +150°C, présente des variations inférieures à 0,02% sur les cotes critiques d’étanchéité. Cette stabilité garantit le maintien des performances durant toute la durée de vie opérationnelle.
7. Installation et Maintenance : Expertise et Durabilité
Procédures de Montage : Précision et Sécurité
L’installation des portes autoclaves ovales P11-301 requiert une expertise spécialisée et le respect de procédures rigoureuses garantissant les performances optimales de l’équipement. La phase de montage constitue un moment critique où la précision d’exécution conditionne la durabilité et la fiabilité de l’installation.

L’utilisation d’un mannequin d’assemblage s’avère indispensable pour prévenir toute déformation du cadre durant les opérations de soudage. Ce dispositif, réalisé sur mesure selon les dimensions exactes de la porte, maintient la géométrie ovale avec une précision de ±0,5 mm. Les contraintes résiduelles de soudage, pouvant atteindre 200 N/mm² localement, nécessitent cette précaution pour conserver l’intégrité dimensionnelle.
La séquence de soudage obéit à un protocole spécifique : soudage préliminaire par points en diagonale pour fixer le positionnement, puis réalisation de la liaison continue par passes alternées. Cette méthodologie minimise les déformations angulaires et garantit une répartition homogène des contraintes résiduelles.
Étapes critiques du montage :
- Préparation des chanfreins : angle 30-35°, fond plat 2 mm
- Contrôle géométrique : circularité ±1 mm, planéité ±0,5 mm
- Positionnement mannequin : serrage 4 points à 90°
- Pointage initial : 8 points à 45° minimum
- Soudage continu : vitesse 15-20 cm/min, apport 1,2 mm
- Vérification finale : contrôle dimensionnel complet
Les tests d’étanchéité préliminaires, réalisés à 1,1 fois la pression d’épreuve, valident l’intégrité de l’assemblage avant mise en service. La méthodologie combine épreuve hydraulique pour la résistance mécanique et test à l’hélium pour la détection de micro-fuites.
Recommandations de Soudage : Excellence Technique
La qualification du personnel de soudage selon la norme EN 287 constitue un prérequis absolu. Cette certification, renouvelable tous les 2 ans, garantit la maîtrise des techniques spécifiques aux aciers inoxydables austénitiques et aux géométries de révolution.
Les procédés de soudage recommandés privilégient la qualité métallurgique et l’absence de défauts. Le procédé TIG (Tungsten Inert Gas) offre la meilleure maîtrise de la fusion et convient parfaitement aux passes de pénétration. Le procédé MIG (Metal Inert Gas) permet une productivité supérieure pour les passes de remplissage et de finition.
Paramètres de soudage optimisés :
- Gaz de protection : Argon pur (99,996%)
- Débit gazeux : 12-15 l/min en TIG, 18-22 l/min en MIG
- Intensité : 80-120 A selon épaisseur
- Vitesse d’avance : 15-25 cm/min
- Énergie linéaire : 8-12 kJ/cm maximum
Le contrôle non destructif, obligatoire selon CODAP et ASME, combine radiographie pour les défauts volumiques et ultrasons pour les défauts plans. Les critères d’acceptation, définis selon EN 25817 niveau B, garantissent l’absence de défauts critiques pour la tenue en service.
Le décapage et la passivation des soudures restaurent les propriétés de résistance à la corrosion altérées par l’échauffement. Le décapage chimique par gel fluorhydrique-nitrique élimine les oxydes de chrome, tandis que la passivation par acide nitrique reconstitue la couche protectrice.
Maintenance Préventive : Stratégie de Fiabilité
L’inspection visuelle régulière des joints constitue la première ligne de défense contre les défaillances. Cette inspection, réalisée mensuellement par du personnel formé, détecte les signes précurseurs de vieillissement : fissuration, durcissement, déformation permanente ou contamination superficielle.
Le remplacement préventif des joints, programmé tous les 2 à 3 ans selon l’intensité d’utilisation, prévient les défaillances d’étanchéité. Cette périodicité, basée sur des analyses statistiques de fiabilité, optimise le rapport coût/risque en évitant les arrêts non programmés.
Programme de maintenance préventive :
- Quotidien : Contrôle visuel étanchéité, vérification pression
- Hebdomadaire : Nettoyage surfaces, lubrification mécanismes
- Mensuel : Inspection joints, contrôle serrages
- Trimestriel : Test d’étanchéité, calibration instruments
- Annuel : Révision complète, remplacement préventif
La lubrification des mécanismes utilise exclusivement des graisses alimentaires certifiées NSF H1 pour les applications agroalimentaires et pharmaceutiques. Ces lubrifiants, à base d’huiles polyalphaoléfines, conservent leurs propriétés de -40°C à +180°C et résistent aux agents de nettoyage alcalins.
La documentation exhaustive des interventions, exigée par les référentiels qualité ISO 9001 et BPF (Bonnes Pratiques de Fabrication), assure la traçabilité complète de l’historique maintenance. Cette documentation facilite l’analyse des modes de défaillance et l’optimisation des stratégies préventives.
Support Technique et Formation
La garantie fabricant, s’étendant sur 24 mois pièces et main-d’œuvre, couvre l’ensemble des défauts de conception, fabrication et assemblage. Cette garantie étendue témoigne de la confiance du constructeur dans la qualité de ses produits et facilite la budgétisation des coûts de maintenance.
Le support technique permanent, assuré par des ingénieurs spécialisés, garantit une assistance rapide en cas de difficulté. L’astreinte 24h/7j pour les applications critiques minimise les temps d’arrêt et optimise la disponibilité des installations.
Les programmes de formation opérateurs, dispensés sur site ou en centre technique, couvrent les aspects théoriques et pratiques de l’utilisation, de la maintenance de premier niveau et du diagnostic de pannes. Cette formation certifiante, renouvelable tous les 3 ans, garantit la compétence des équipes d’exploitation.
8. Fabricant Boyer : Quatre-vingt-sept Ans d’Excellence Française
Héritage Historique et Evolution Industrielle
L’histoire de Boyer débute en 1936 dans le contexte particulier de la région bordelaise, épicentre mondial de la viticulture de prestige. Pierre Boyer, ingénieur diplômé et visionnaire, identifie le besoin croissant de l’industrie vinicole pour des équipements d’étanchéité fiables et durables. Son atelier artisanal, initialement implanté dans le quartier des Chartrons à Bordeaux, se spécialise dans la fabrication de portes pour cuves vinicoles, répondant aux exigences spécifiques des châteaux et négociants bordelais.
Cette genèse dans l’univers vinicole forge l’ADN de l’entreprise : exigence qualitative maximale, respect des traditions et innovation continue. Les premières réalisations pour les prestigieux châteaux de Pauillac, Saint-Julien et Saint-Estèphe établissent rapidement la réputation d’excellence de la marque Boyer.
L’évolution vers le statut de leader international s’accélère dans les années 1960-1970 avec la diversification vers les secteurs pharmaceutique, chimique et agroalimentaire. Cette expansion stratégique, anticipant la mondialisation des marchés, positionne Boyer comme référence technologique dans l’étanchéité industrielle haute performance.
Expertise Technique et Savoir-faire Industriel
La maîtrise des techniques du vide et de la pression constitue le cœur de compétence historique de Boyer. Cette expertise, développée sur près de neuf décennies, couvre l’ensemble de la chaîne de valeur : conception, calculs de dimensionnement, fabrication, assemblage et validation. Les bureaux d’études internes, équipés des logiciels de simulation les plus avancés (Ansys, SolidWorks Simulation), optimisent chaque composant selon les contraintes spécifiques de chaque application.
Les chaudronniers qualifiés, formés selon les standards européens les plus exigeants, perpétuent un savoir-faire artisanal adapté aux exigences industrielles modernes. Leurs certifications, renouvelées annuellement selon EN 287 et ASME IX, garantissent la conformité aux standards internationaux les plus stricts.
Capacités de production actuelles :
- Surface totale : 8 500 m² à Gradignan (Gironde)
- Capacité de production : 2 500 portes/an
- Effectif qualifié : 45 collaborateurs spécialisés
- Parc machines : 15 centres d’usinage CNC
- Laboratoire de contrôle : Équipement haute technologie
Les certifications qualité ISO 9001:2015, CODAP et préparation ASME témoignent de l’engagement vers l’excellence opérationnelle. Ces référentiels, audités annuellement par des organismes indépendants, garantissent la traçabilité complète des processus et la conformité aux exigences réglementaires internationales.
Rayonnement International et Partenariats Stratégiques
La stratégie d’internationalisation, amorcée dans les années 1980, génère aujourd’hui 60% du chiffre d’affaires à l’export. Cette performance remarquable résulte d’une approche partenariale privilégiant la proximité client et l’adaptation aux spécificités locales.
Les secteurs d’activité couverts illustrent la polyvalence de l’expertise Boyer : cosmétique avec L’Oréal et LVMH, chimie avec BASF et Total, pharmaceutique avec Sanofi et Novartis, agroalimentaire avec Danone et Bonduelle, viticulture avec les plus prestigieux domaines mondiaux, traitement des eaux avec Veolia et Suez.
Le réseau de partenaires internationaux facilite la présence commerciale et le support technique local. ARCHON Industries aux États-Unis assure la distribution et le service après-vente sur le marché nord-américain. Petrochem Pipeline en Irlande couvre l’Europe du Nord. Des distributeurs qualifiés en Asie, Australie et Amérique du Sud complètent cette couverture mondiale.
Innovation et Personnalisation
La capacité de fabrication sur mesure constitue un avantage concurrentiel décisif. Le bureau d’études technique, fort de 8 ingénieurs spécialisés, accompagne chaque projet depuis la conception jusqu’à la mise en service. Cette approche consultative permet l’optimisation de chaque solution selon les contraintes spécifiques : conditions opératoires, environnement d’installation, normes locales, exigences de maintenance.
L’adaptation aux normes locales facilite l’intégration dans les projets internationaux. La double certification CODAP/ASME permet de répondre simultanément aux exigences européennes et américaines. La préparation aux standards asiatiques (JIS, GB/T) anticipe l’expansion sur ces marchés stratégiques.
Les délais de livraison, optimisés par la gestion flux tirés et la standardisation des composants, atteignent 4 à 6 semaines pour les modèles standard et 8 à 12 semaines pour les réalisations spéciales. Cette réactivité, supérieure aux standards sectoriels, constitue un facteur différenciant sur des marchés de plus en plus exigeants en réactivité.
9. Conclusion et Perspectives d’Évolution Technologique
Synthèse des Avantages Compétitifs
Les portes autoclaves ovales P11-301 incarnent l’excellence technologique française dans le domaine de l’étanchéité industrielle haute performance. Cette solution technique, forte de 87 années d’optimisation continue, combine innovation conceptuelle, matériaux de pointe et fabrication artisanale de précision.
La polyvalence applicative constitue l’un des atouts majeurs de cette technologie. De l’industrie vinicole bordelaise aux installations pharmaceutiques asiatiques, des raffineries du Moyen-Orient aux stations d’épuration européennes, les portes P11-301 s’adaptent aux exigences les plus diverses tout en maintenant des performances constantes. Cette universalité résulte d’une conception modulaire permettant l’adaptation aux spécificités sectorielles sans remise en cause des principes fondamentaux.
La conformité aux normes internationales les plus exigeantes – CODAP, ASME, EN 13445, DESP – garantit l’acceptabilité mondiale de ces équipements. Cette multi-certification facilite l’intégration dans les projets internationaux et sécurise les investissements des utilisateurs industriels. La qualité de fabrication française, reconnue mondialement, ajoute une dimension de prestige technique apprécié sur les marchés premium.
Importance Stratégique dans l’Industrie Moderne
Dans le contexte de l’industrie 4.0, les portes autoclaves P11-301 évoluent vers l’intégration de technologies intelligentes. L’incorporation de capteurs IoT permet la surveillance temps réel des paramètres critiques : pression d’étanchéité, température de fonctionnement, nombre de cycles d’ouverture, détection de fuites incipientes. Cette approche prédictive optimise la maintenance et minimise les risques de défaillance.
Les exigences croissantes de traçabilité et de validation, particulièrement prégnantes dans les secteurs pharmaceutique et agroalimentaire, trouvent une réponse adaptée dans les systèmes de monitoring intégrés. Chaque porte peut être équipée d’une signature électronique unique facilitant l’identification, la traçabilité des interventions et la constitution de l’historique de maintenance.
La digitalisation des processus industriels impose également l’évolution des interfaces homme-machine. Les futures générations intégreront des écrans tactiles de contrôle, des systèmes d’aide au diagnostic et des interfaces de communication avec les systèmes de supervision centralisés (SCADA, MES).
Perspectives d’Innovation Technologique
L’innovation matériaux représente l’un des axes de développement les plus prometteurs. Les super-alliages à base nickel, les aciers inoxydables duplex et les revêtements céramiques ouvrent de nouvelles perspectives pour les applications extrêmes. Ces matériaux permettront d’étendre les domaines d’utilisation vers des températures supérieures à 300°C et des pressions dépassant 100 bars.
La maintenance prédictive, basée sur l’intelligence artificielle et l’analyse des données massives, révolutionnera les stratégies d’entretien. Les algorithmes d’apprentissage automatique, alimentés par les données historiques de milliers d’équipements, prédiront les défaillances avec une précision croissante. Cette approche permettra l’optimisation des coûts de maintenance et l’amélioration significative de la disponibilité des installations.
L’automatisation accrue des processus d’ouverture et de fermeture répond aux exigences d’amélioration des conditions de travail et de réduction de la pénibilité. Les systèmes pneumatiques et électriques, intégrés dans le design des portes, permettront la télécommande des opérations depuis des postes de contrôle déportés.
Défis Environnementaux et Développement Durable
La réduction de l’empreinte carbone constitue un enjeu majeur pour l’industrie manufacturière. Boyer s’engage dans cette démarche par l’optimisation des processus de fabrication, l’utilisation d’énergies renouvelables et la réduction des transports par le développement de partenariats locaux. L’objectif de neutralité carbone d’ici 2030 guide les investissements en équipements économes et processus optimisés.
L’économie circulaire trouve une application concrète dans la politique de reprise et reconditionnement des équipements en fin de vie. Les matériaux nobles – aciers inoxydables, alliages spéciaux – conservent leur valeur et peuvent être intégralement recyclés dans de nouveaux produits. Cette approche réduit l’impact environnemental et optimise les coûts de production.
Recommandations Stratégiques
Le choix d’une porte autoclave ovale P11-301 doit s’appuyer sur une analyse approfondie des contraintes spécifiques de chaque application. Les paramètres critiques – pression de service, température de fonctionnement, nature des produits, fréquence d’utilisation, exigences réglementaires – conditionnent les spécifications techniques optimales.