
INTRODUCTION : L’IMPORTANCE CRUCIALE DE LA STÉRILISATION À LA VAPEUR
La stérilisation à la vapeur représente la méthode de référence pour l’élimination complète des micro-organismes pathogènes dans les environnements médicaux, pharmaceutiques et industriels. Cette technique, basée sur l’utilisation de vapeur d’eau saturée sous pression, constitue un processus thermodynamique complexe dont l’efficacité dépend de l’interaction précise de cinq facteurs critiques fondamentaux.
Selon les normes internationales ISO 17665 et EN 285, la stérilisation à la vapeur doit garantir une réduction logarithmique de 12 décades de la population microbienne, ce qui équivaut à une probabilité de survie inférieure à 10⁻⁶. Cette exigence de stérilité absolue ne peut être atteinte que par la maîtrise rigoureuse des paramètres physiques et thermodynamiques qui gouvernent le processus de destruction microbienne.
L’autoclavage moderne, fruit d’évolutions technologiques considérables depuis les premiers travaux de Charles Chamberland en 1879, repose sur des principes scientifiques précis qui déterminent l’efficacité léthale de la vapeur d’eau. La compréhension approfondie de ces mécanismes s’avère indispensable pour garantir la sécurité des patients, la qualité des produits pharmaceutiques et la conformité aux réglementations sanitaires les plus strictes.
1. PREMIER FACTEUR CRITIQUE : LA TEMPÉRATURE
MÉCANISMES THERMODYNAMIQUES DE DESTRUCTION MICROBIENNE
La température constitue le paramètre déterminant de l’efficacité stérilisante de la vapeur d’eau. Les températures standard de stérilisation, comprises entre 121°C et 134°C, sont définies par les propriétés thermodynamiques de la vapeur saturée et par les caractéristiques de résistance thermique des micro-organismes les plus thermorésistants.
À 121°C (250°F), la pression de vapeur saturée atteint 205,3 kPa (2,05 bar absolu), créant les conditions thermodynamiques nécessaires à la coagulation irréversible des protéines enzymatiques microbiennes. Cette température correspond au point d’équilibre où la vapeur d’eau possède une enthalpie spécifique de 2706 kJ/kg, fournissant l’énergie thermique suffisante pour rompre les liaisons hydrogène des structures protéiques essentielles à la survie cellulaire.
Où L = chaleur latente de vaporisation (2257 kJ/kg à 100°C)
L’élévation de température à 134°C (273°F) permet une accélération significative de la cinétique de destruction, réduisant le temps d’exposition nécessaire selon la loi d’Arrhenius. Cette température correspond à une pression de 310,3 kPa (3,1 bar absolu) et permet d’atteindre des valeurs stérilisatrices équivalentes en des temps considérablement réduits.
| Température (°C) | Pression (bar absolu) | Temps minimal (minutes) | Valeur F₀ |
|---|---|---|---|
| 115 | 1.69 | 30 | 8 |
| 121 | 2.05 | 15 | 15 |
| 126 | 2.55 | 10 | 15 |
| 134 | 3.10 | 3 | 15 |
Destruction des Structures Cellulaires
La chaleur humide exercée par la vapeur d’eau provoque une dénaturation thermique irréversible des composants cellulaires vitaux. Les protéines enzymatiques, particulièrement sensibles aux variations thermiques, subissent une altération conformationnelle qui entraîne la perte complète de leur activité catalytique. Les acides nucléiques, notamment l’ADN et l’ARN, voient leurs liaisons phosphodiester se rompre sous l’effet de l’hydrolyse thermique.
2. DEUXIÈME FACTEUR CRITIQUE : LE TEMPS D’EXPOSITION
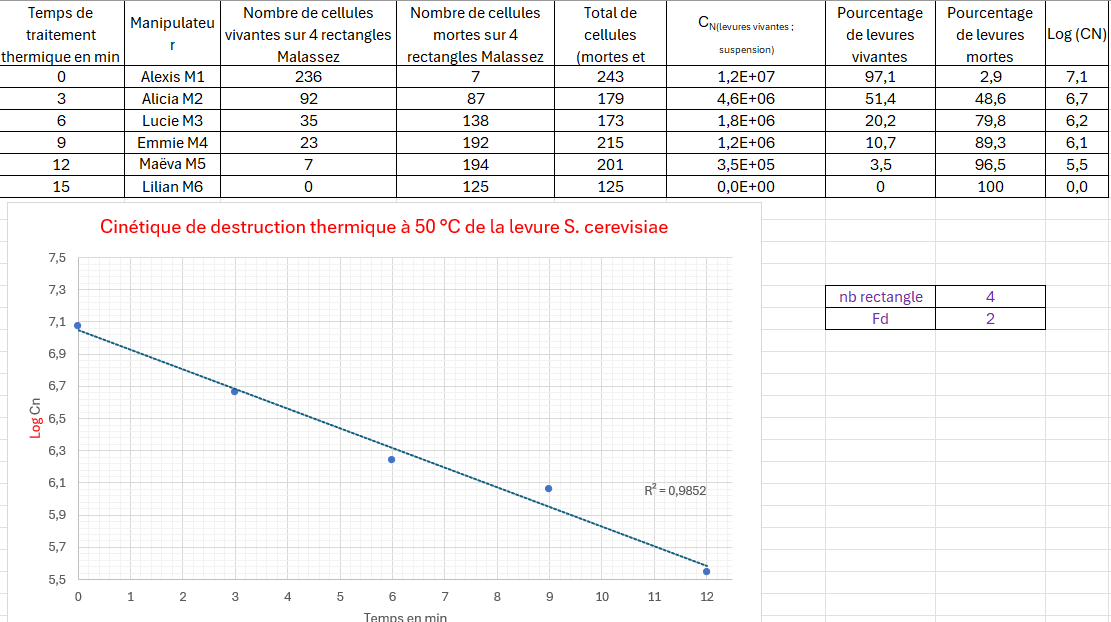
CINÉTIQUE DE DESTRUCTION MICROBIENNE
Le temps d’exposition représente la durée pendant laquelle la charge à stériliser doit être maintenue aux conditions de température et de pression prescrites. Cette durée est déterminée par les lois de cinétique chimique qui gouvernent la destruction thermique des micro-organismes, suivant généralement une cinétique de premier ordre exprimée par l’équation de Chick-Watson.
Où N = nombre de survivants, N₀ = population initiale, k = constante de vitesse, t = temps
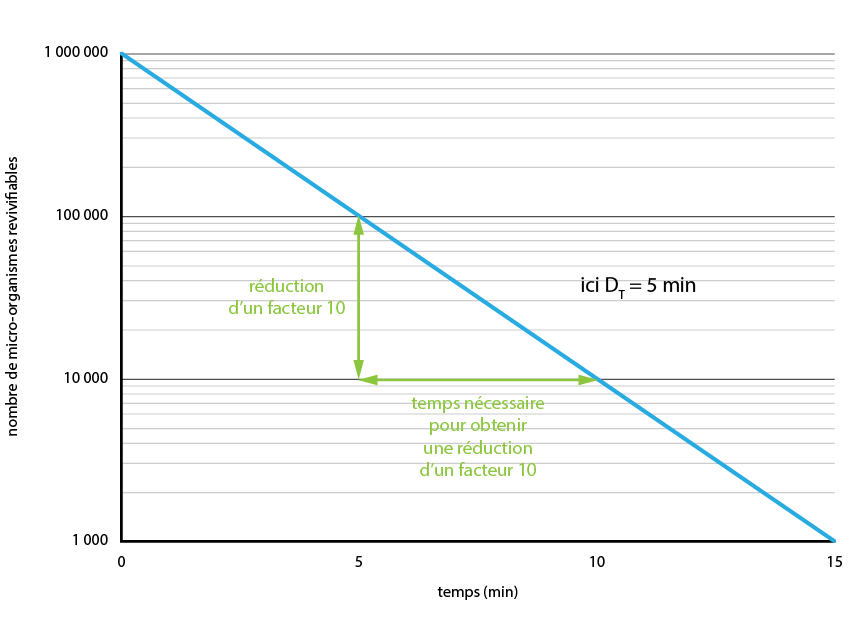
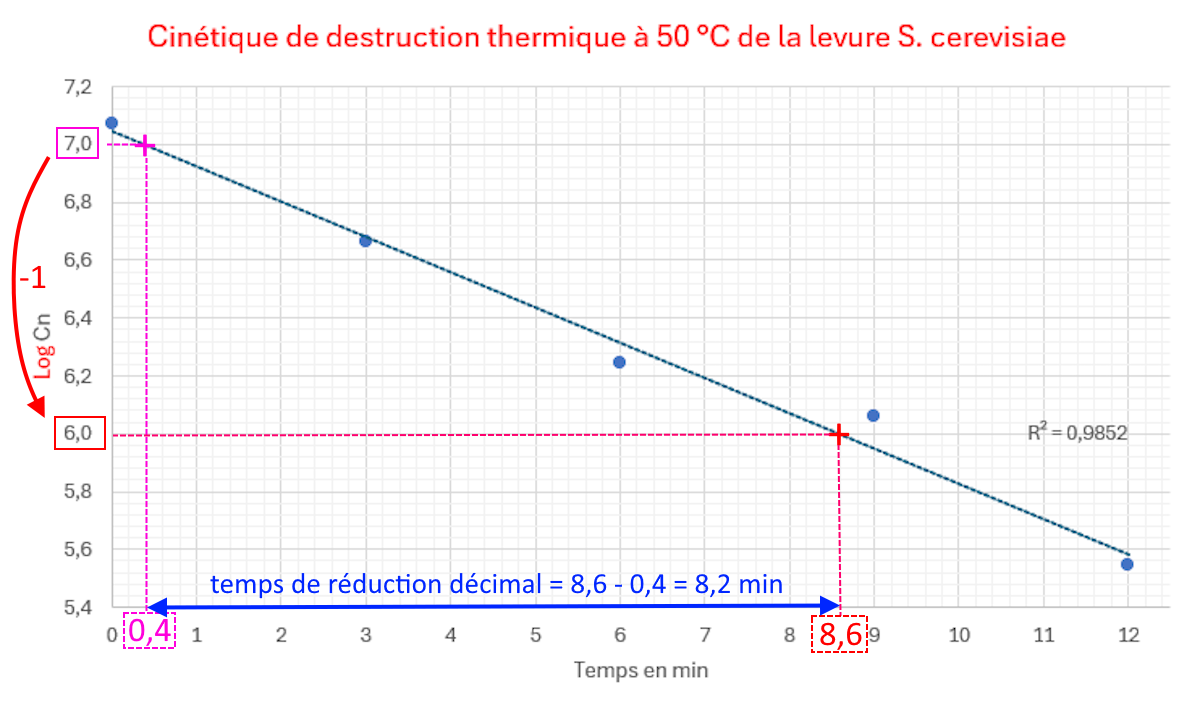
La valeur D (temps de réduction décimale) caractérise le temps nécessaire pour réduire d’un facteur 10 la population microbienne à une température donnée. Pour Bacillus stearothermophilus, micro-organisme de référence pour la validation des cycles à 121°C, la valeur D₁₂₁ est comprise entre 1,5 et 2,5 minutes, nécessitant un temps d’exposition minimal de 15 minutes pour atteindre une stérilité assurée.
RELATIONS TEMPS-TEMPÉRATURE SELON LA LOI D’ARRHENIUS
L’influence de la température sur la vitesse de destruction microbienne suit la loi d’Arrhenius, permettant d’établir des équivalences temps-température précises. Le coefficient de température Q₁₀, généralement compris entre 10 et 15 pour les spores bactériennes, quantifie l’accélération de la vitesse de destruction pour chaque élévation de 10°C.
3. TROISIÈME FACTEUR CRITIQUE : LA PRESSION
RÔLE DANS LA GÉNÉRATION DE VAPEUR SATURÉE
La pression dans l’enceinte de stérilisation ne constitue pas directement un agent létal, mais détermine les conditions thermodynamiques permettant d’obtenir la vapeur saturée aux températures requises. Selon les tables de vapeur d’eau, chaque température de stérilisation correspond à une pression de vapeur saturante spécifique, définie par l’équation de Antoine.
La pression exerce également une influence sur la pénétration de la vapeur dans les matériaux poreux et les emballages. Une pression élevée favorise la diffusion de la vapeur à travers les barrières physiques, améliorant l’homogénéité thermique de la charge et réduisant les risques de zones froides.
Où P = pression (mmHg), T = température (°C), A, B, C = constantes spécifiques à l’eau
INFLUENCE SUR LA CAPACITÉ CALORIFIQUE
L’augmentation de pression modifie les propriétés thermophysiques de la vapeur d’eau, notamment sa capacité calorifique et sa conductivité thermique. À 134°C et 3,1 bar, la vapeur d’eau possède une capacité calorifique spécifique de 2,1 kJ/kg·K, permettant un transfert thermique optimisé vers les surfaces à stériliser.

4. QUATRIÈME FACTEUR CRITIQUE : LA QUALITÉ DE LA VAPEUR
SICCITÉ ET FRACTION DE VAPORISATION
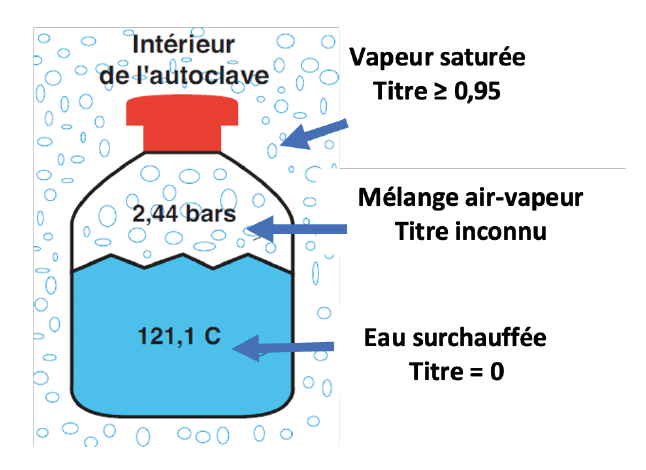
La qualité de la vapeur constitue un paramètre déterminant de l’efficacité stérilisante, caractérisée principalement par son degré de siccité. La vapeur de stérilisation doit présenter une fraction de sécheresse supérieure ou égale à 97%, correspondant à un titre massique en vapeur sèche de 0,97, conformément aux exigences de la norme EN 285.
Une vapeur trop humide (titre < 0,97) entraîne la formation de condensats sur les surfaces, créant un film aqueux qui fait obstacle à la pénétration thermique. Inversement, une vapeur surchauffée (titre > 1) perd ses propriétés de condensation et se comporte comme un gaz sec, réduisant considérablement son pouvoir de transfert thermique.
ABSENCE DE GAZ NON CONDENSABLES
La présence de gaz non condensables (air résiduel, dioxyde de carbone, azote) constitue un facteur critique d’échec de stérilisation. Ces gaz forment des poches isolantes qui empêchent le contact direct entre la vapeur et les surfaces à stériliser, créant des zones froides où les micro-organismes peuvent survivre.
PURETÉ CHIMIQUE ET MICROBIOLOGIQUE
La vapeur de stérilisation doit satisfaire aux critères de pureté définis par la norme EN 285, notamment en termes de contaminants chimiques et particulaires. Les teneurs maximales admissibles sont fixées à 0,1 mg/L pour les particules en suspension, 0,1 mg/L pour les substances non volatiles, et des limites spécifiques pour les métaux lourds, chlorures et phosphates.
5. CINQUIÈME FACTEUR CRITIQUE : LA PÉNÉTRATION DE LA VAPEUR
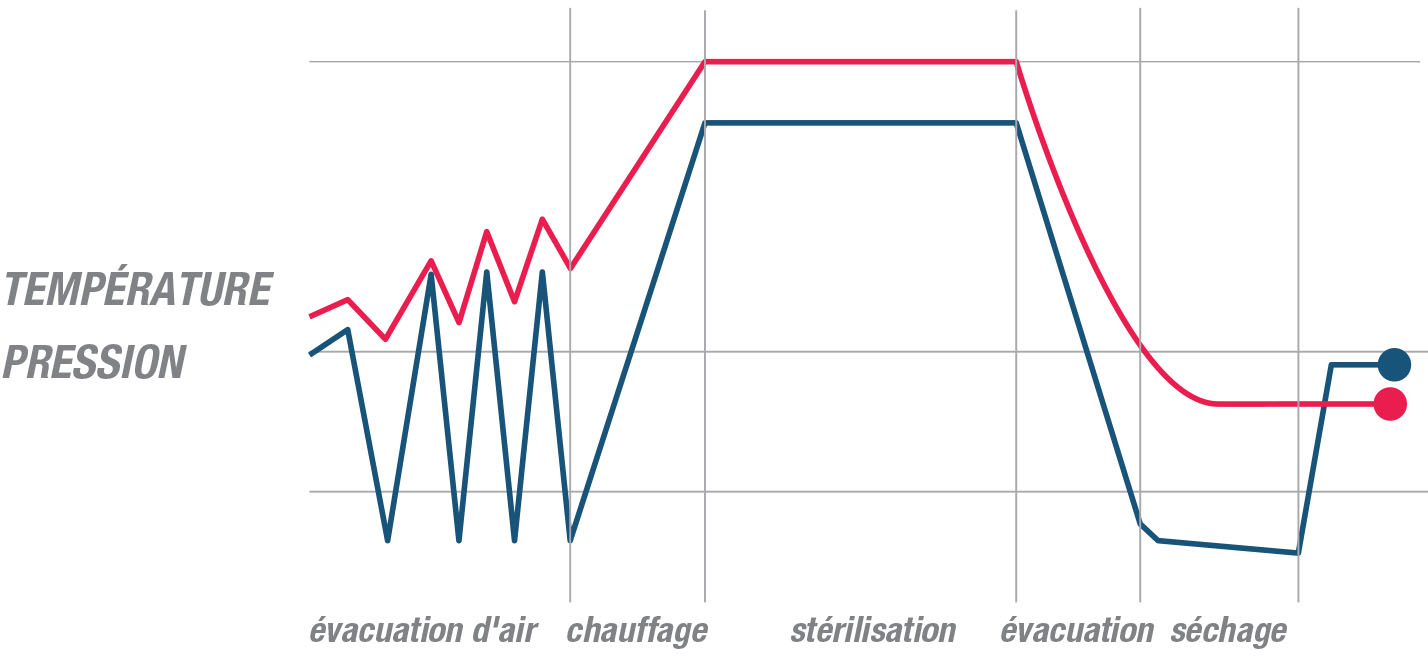
ÉLIMINATION DE L’AIR ET CRÉATION DU VIDE
L’élimination complète de l’air contenu dans l’enceinte et dans la charge constitue une étape préalable indispensable à une stérilisation efficace. Les autoclaves modernes utilisent des systèmes de pré-vide pulsé ou de déplacement par gravité pour évacuer l’air résiduel et permettre une pénétration homogène de la vapeur.
Le cycle pré-vide, standardisé selon la norme EN 285, comprend généralement trois à quatre pulses de vide successifs, chacun atteignant une pression résiduelle inférieure à 20 mbar absolu. Cette procédure garantit l’élimination de plus de 99% de l’air initialement présent, créant les conditions optimales pour la diffusion de la vapeur.
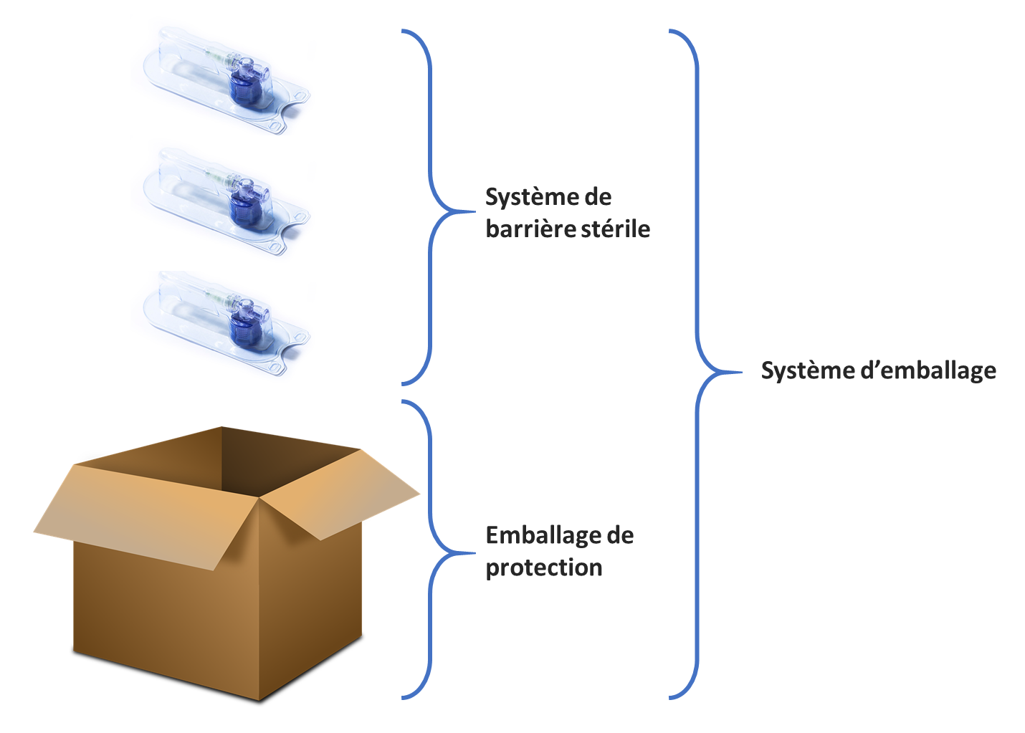
INFLUENCE DE L’EMBALLAGE SUR LA PÉNÉTRATION
Les matériaux d’emballage jouent un rôle crucial dans la cinétique de pénétration de la vapeur. Les non-tissés en polypropylène, les papiers crêpés et les contenants rigides perforés présentent des caractéristiques de perméabilité spécifiques qui déterminent la vitesse de pénétration et d’évacuation de la vapeur.
La résistance à la diffusion de vapeur, exprimée par le coefficient de transmission de vapeur d’eau (WVTR), doit être optimisée pour permettre une pénétration rapide tout en assurant une barrière microbienne efficace après stérilisation. Les valeurs recommandées sont comprises entre 1500 et 3000 g/m²/24h selon la norme EN 868.
CONFIGURATION DE LA CHARGE ET CIRCULATION DE VAPEUR
La disposition spatiale des éléments dans l’autoclave influence directement l’efficacité de la circulation de vapeur. Les principes de thermodynamique des fluides s’appliquent à l’écoulement de la vapeur, nécessitant des espaces libres suffisants pour éviter les phénomènes de stagnation et les gradients thermiques.
Les recommandations de chargement préconisent un espacement minimal de 25 mm entre les contenants, une hauteur de charge n’excédant pas 75% du volume utile, et une répartition homogène des masses pour optimiser les échanges thermiques par convection et conduction.
MÉCANISMES BIOLOGIQUES DE DESTRUCTION MICROBIENNE
ALTÉRATIONS MOLÉCULAIRES ET CELLULAIRES
La destruction microbienne par la vapeur d’eau résulte de mécanismes biologiques complexes affectant simultanément plusieurs structures cellulaires vitales. La dénaturation protéique constitue le mécanisme primaire, entraînant la perte d’activité des enzymes essentielles au métabolisme cellulaire et à la réplication de l’ADN.
La chaleur humide provoque la rupture des liaisons hydrogène stabilisant les structures secondaires et tertiaires des protéines, conduisant à leur précipitation irréversible. Les membranes cytoplasmiques subissent une altération de leur perméabilité sélective, entraînant une fuite des constituants intracellulaires et un déséquilibre osmotique létal.
RÉSISTANCE DIFFÉRENTIELLE DES MICRO-ORGANISMES
La résistance thermique varie considérablement selon les espèces microbiennes et leurs formes de résistance. Les spores bactériennes, notamment celles de Bacillus stearothermophilus et Clostridium sporogenes, présentent la résistance la plus élevée avec des valeurs D₁₂₁ pouvant atteindre 2,5 minutes.
Les virus enveloppés montrent une sensibilité thermique intermédiaire (D₁₂₁ ≈ 0,5 minute), tandis que les micro-organismes végétatifs (bactéries, levures, moisissures) sont détruits en quelques secondes aux températures de stérilisation standard. Cette hiérarchie de résistance détermine les paramètres de stérilisation à appliquer pour garantir l’inactivation complète de tous les micro-organismes potentiellement présents.
NORMES TECHNIQUES ET CYCLES D’AUTOCLAVE
RÉFÉRENTIELS NORMATIFS INTERNATIONAUX
La stérilisation à la vapeur est encadrée par un ensemble de normes techniques internationales qui définissent les exigences de performance, les méthodes de validation et les critères d’acceptation. La norme ISO 17665 établit les principes généraux de la stérilisation à la vapeur, complétée par la norme EN 285 spécifique aux autoclaves de grande capacité.
La pharmacopée européenne (Ph. Eur. 5.1.1) et la pharmacopée américaine (USP <1211>) précisent les exigences particulières pour les applications pharmaceutiques, notamment en termes de qualité de vapeur, de validation des cycles et de monitoring continu des paramètres critiques.
CYCLES STANDARDISÉS SELON EN 285
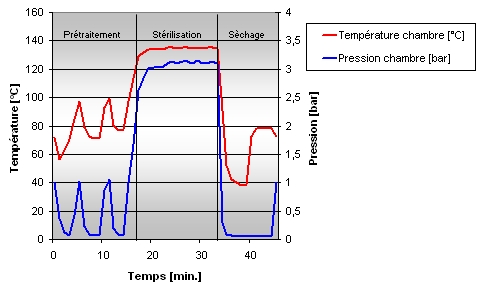
La norme EN 285 définit plusieurs types de cycles de stérilisation adaptés aux différentes catégories de charges. Le cycle S (Solide) est destiné aux instruments solides non emballés, le cycle B (Big) permet la stérilisation d’instruments emballés et de charges poreuses, tandis que le cycle N (Naked) est réservé aux instruments solides non emballés sans creux ni textile.
| Type de Cycle | Application | Température | Temps | Séchage |
|---|---|---|---|---|
| Cycle B | Instruments emballés | 134°C | 3,5 min | 20 min |
| Cycle S | Instruments solides | 134°C | 3,5 min | 10 min |
| Cycle N | Instruments nus | 121°C | 20 min | 0 min |
MÉTHODES DE CONTRÔLE ET VALIDATION
MONITORING PHYSIQUE DES PARAMÈTRES
Le contrôle en temps réel des paramètres physiques constitue la première ligne de surveillance de l’efficacité de stérilisation. Les systèmes modernes intègrent des capteurs de température, de pression et d’humidité reliés à des enregistreurs électroniques permettant une traçabilité complète des cycles.
Les sondes de température PT100 ou thermocouples de type T, calibrées selon les standards NIST, doivent présenter une précision de ±0,5°C sur la plage de mesure. Les capteurs de pression, généralement de type piézorésistif, offrent une précision de ±0,1% de l’étendue de mesure pour un monitoring optimal des phases de vide et de pressurisation.
VALIDATION BIOLOGIQUE PAR INDICATEURS
Les indicateurs biologiques (IB) représentent la méthode de référence pour la validation de l’efficacité stérilisante. Basés sur des spores de Bacillus stearothermophilus (ATCC 7953) ou Geobacillus stearothermophilus, ces indicateurs contiennent une population définie de 10⁶ spores présentant une résistance thermique caractérisée.
Les indicateurs chimiques de classe 5 et 6, conformes à la norme ISO 11140, permettent un contrôle rapide de l’exposition aux conditions de stérilisation. Ces systèmes intègrent des composés chimiques thermosensibles qui subissent des changements de couleur ou de phase en fonction de l’exposition combinée temps-température.
TESTS DE PERFORMANCE ET QUALIFICATION
La qualification des équipements d’autoclave comprend les phases de QI (Qualification d’Installation), QO (Qualification Opérationnelle) et QP (Qualification de Performance). Ces étapes valident respectivement l’installation conforme aux spécifications, le fonctionnement selon les paramètres prévus, et la reproductibilité de l’efficacité stérilisante.
Les tests de pénétration de vapeur (Helix Test, Bowie-Dick Test) vérifient l’élimination efficace de l’air et la pénétration homogène de la vapeur dans les charges les plus défavorables. Ces tests utilisent des traceurs thermosensibles positionnés dans des dispositifs standardisés simulant les conditions de charge les plus difficiles.

APPLICATIONS INDUSTRIELLES ET SECTORIELLES
SECTEUR MÉDICAL ET HOSPITALIER
Dans le secteur médical, la stérilisation à la vapeur trouve ses applications principales dans le retraitement des dispositifs médicaux réutilisables, la stérilisation des milieux de culture microbiologiques et la décontamination des déchets à risque infectieux. Les autoclaves hospitaliers, d’une capacité généralement comprise entre 100 et 1000 litres, doivent répondre aux exigences strictes de la directive 93/42/CEE relative aux dispositifs médicaux.
Les instruments chirurgicaux complexes, notamment ceux comportant des lumières étroites ou des mécanismes articulés, nécessitent des cycles spécifiquement validés avec des indicateurs de pénétration de vapeur positionnés aux points critiques. Les textiles chirurgicaux bénéficient de cycles longs à température modérée (121°C, 20 minutes) pour préserver l’intégrité des fibres tout en garantissant la stérilité.
INDUSTRIE PHARMACEUTIQUE ET BIOTECHNOLOGIQUE
L’industrie pharmaceutique utilise la stérilisation à la vapeur pour le traitement des équipements de production, des systèmes de distribution d’eau purifiée et des contenants primaires. Les autoclaves pharmaceutiques intègrent des systèmes de validation automatique conformes aux exigences cGMP et FDA 21 CFR Part 11.
La stérilisation des milieux de fermentation et des solutions tampons nécessite des cycles adaptés aux volumes importants et aux temps de montée en température prolongés. Les études de pénétration thermique (heat penetration studies) déterminent les temps de stérilisation équivalents pour chaque configuration de charge selon les méthodes F₀.
CONCLUSION : MAÎTRISE INTÉGRÉE DES FACTEURS CRITIQUES
La stérilisation à la vapeur constitue un processus multifactoriel dont l’efficacité résulte de l’interaction synergique entre la température, le temps, la pression, la qualité de vapeur et les conditions de pénétration. Cette approche systémique nécessite une compréhension approfondie des mécanismes thermodynamiques et biologiques qui gouvernent la destruction microbienne.
L’évolution technologique des équipements d’autoclave, intégrant des systèmes de contrôle et de monitoring de plus en plus sophistiqués, permet aujourd’hui une maîtrise précise de ces paramètres critiques. Les développements futurs s’orientent vers l’intelligence artificielle appliquée à l’optimisation des cycles et la prédiction des performances de stérilisation.
La formation continue des opérateurs et la mise à jour régulière des procédures selon les évolutions normatives constituent des éléments indispensables pour maintenir l’efficacité et la sécurité des procédés de stérilisation. L’approche qualité moderne impose une démarche d’amélioration continue basée sur l’analyse des données de performance et la validation périodique des équipements.
Face aux défis émergents liés aux agents pathogènes résistants et aux nouveaux matériaux biomédicaux, la stérilisation à la vapeur demeure la méthode de référence, à condition de respecter scrupuleusement les cinq facteurs critiques qui conditionnent son efficacité. Cette maîtrise technique représente un enjeu majeur de santé publique et de sécurité industrielle qui nécessite une approche scientifique rigoureuse et une mise en œuvre exemplaire.
OTOSCOPE WELCH ALLYN MACROVIEW PLUS 71-XM3LXE