LES STERILISATEURS A GAZ : FONCTIONNEMENT, APPLICATIONS ET AVANTAGES
INTRODUCTION
La stérilisation est un processus essentiel dans de nombreux secteurs, notamment la médecine, la pharmacie, l’agroalimentaire et l’industrie. Parmi les différentes méthodes de stérilisation, l’utilisation des stérilisateurs à gaz est particulièrement répandue pour les matériaux sensibles à la chaleur ou à l’humidité.
Dans cet article, nous explorerons en détail :
1.Qu’est-ce qu’un stérilisateur à gaz ?
2.Les différents types de gaz utilisés
3.Le principe de fonctionnement
4.Les applications industrielles et médicales
5.Les avantages et inconvénients
6.Les normes et réglementations
7.Les précautions d’utilisation
1. QU’EST-CE QU’UN STERILISATEUR A GAZ ?
Un stérilisateur à gaz est un dispositif permettant d’éliminer les micro-organismes (bactéries, virus, spores, champignons) en utilisant un agent gazeux chimique. Contrairement aux stérilisateurs à vapeur (autoclaves) ou à la chaleur sèche, cette méthode est idéale pour les matériaux thermosensibles (plastiques, équipements électroniques, dispositifs médicaux complexes).
Principales caractéristiques :
·Utilisation de gaz réactifs (oxyde d’éthylène, peroxyde d’hydrogène, ozone, etc.).
·Processus à basse température (20°C à 60°C).
·Compatibilité avec une large gamme de matériaux.
2. LES DIFFERENTS TYPES DE GAZ UTILISES
Plusieurs gaz sont employés dans la stérilisation, chacun ayant des propriétés spécifiques :
a) Oxyde d’éthylène (ETO)
·Avantages :
oGrande pénétration dans les emballages.
oEfficace contre tous les micro-organismes, y compris les spores.
·Inconvénients :
oToxique et cancérigène (nécessite une aération prolongée).
oRéglementation stricte.
b) Peroxyde d’hydrogène (VHP – Vaporized Hydrogen Peroxide)
·Avantages :
oSécurité accrue (se décompose en eau et oxygène).
oCycle de stérilisation rapide (quelques heures).
·Inconvénients :
oMoins efficace sur certains matériaux organiques.
c) Dioxyde de chlore (ClO₂)
·Utilisé pour la stérilisation des salles blanches et équipements électroniques.
d) Ozone (O₃)
·Alternative écologique, mais moins puissante que l’ETO.
3. PRINCIPE DE FONCTIONNEMENT
Le processus de stérilisation par gaz se déroule généralement en 4 étapes :
1.Préconditionnement :
oHumidification et ajustement de la température pour optimiser l’efficacité du gaz.
2.Introduction du gaz :
oInjection du gaz dans une enceinte hermétique.
3.Temps d’exposition :
oPériode de contact nécessaire pour éliminer tous les pathogènes (de 1 à 6 heures selon le gaz).
4.Dégazage et aération :
oÉlimination des résidus gazeux toxiques (surtout pour l’ETO).
4. APPLICATIONS INDUSTRIELLES ET MEDICALES
a) Secteur médical et pharmaceutique
·Stérilisation des dispositifs médicaux (cathéters, valves cardiaques, implants).
·Désinfection des emballages stériles.
b) Industrie agroalimentaire
·Traitement des épices, herbes et additifs alimentaires.
c) Laboratoires et biotechnologie
·Stérilisation des équipements sensibles (endoscopes, capteurs électroniques).
5. AVANTAGES ET INCONVENIENTS
✔ Avantages
·Compatibilité avec les matériaux thermosensibles.
·Grande pénétration dans les emballages complexes.
·Efficacité contre tous types de micro-organismes.
✖ Inconvénients
·Toxicité (nécessité de contrôles stricts).
·Coût élevé (équipements spécialisés, temps de cycle long).
·Impact environnemental (gaz résiduels à traiter).
6. NORMES ET REGLEMENTATIONS
L’utilisation des stérilisateurs à gaz est soumise à des normes strictes :
·ISO 11135 (pour l’oxyde d’éthylène).
·ISO 14937 (critères généraux de stérilisation).
·Directives européennes (CE) et FDA (États-Unis).
7. PRECAUTIONS D’UTILISATION
·Ventilation adéquate pour éviter l’exposition aux gaz toxiques.
·Contrôle des fuites (détecteurs de gaz recommandés).
·Formation du personnel sur les risques chimiques.
CONCLUSION
Les stérilisateurs à gaz offrent une solution indispensable pour la désinfection des matériaux sensibles à la chaleur. Bien que leur utilisation nécessite des précautions strictes, leur efficacité et leur polyvalence en font un outil incontournable dans les secteurs médical, pharmaceutique et agroalimentaire.
Le choix du gaz (ETO, peroxyde d’hydrogène, ozone) dépendra des besoins spécifiques en termes de rapidité, sécurité et compatibilité des matériaux. Avec l’évolution des technologies, des alternatives plus écologiques et moins toxiques pourraient émerger à l’avenir.
AUTOCLAVE CLASSE N VS MACHINE ÉLECTRIQUE DE NETTOYAGE À LA VAPEUR POUR BIJOUX : ANALYSE COMPARATIVE D’EFFICACITÉ
1. INTRODUCTION
Dans l’univers exigeant de la bijouterie et de l’horlogerie moderne, le choix des équipements de traitement des instruments et des pièces constitue un défi technique majeur. Les professionnels du secteur sont confrontés à une décision cruciale : opter pour un autoclave de classe N, référence en matière de stérilisation médicale, ou privilégier une machine électrique de nettoyage à la vapeur spécialement conçue pour les bijoux.
Figure 1 : Autoclave classe N professionnel pour stérilisation
Cette problématique dépasse la simple question économique pour toucher aux fondements de la qualité et de la sécurité sanitaire. La bijouterie contemporaine, notamment avec l’essor du piercing corporel et des bijoux implantables, exige des standards d’hygiène comparables à ceux du secteur médical. Parallèlement, les exigences esthétiques nécessitent des procédés de nettoyage préservant l’intégrité des matériaux précieux et des finitions délicates.
Enjeu Principal : Déterminer si la supériorité technique théorique de l’autoclave classe N se traduit par une efficacité pratique justifiant son investissement dans un contexte bijoutier professionnel.
L’analyse comparative que nous proposons s’articule autour de critères techniques objectifs : température de fonctionnement, pression opérationnelle, spectre d’action antimicrobienne, capacité de pénétration dans les structures complexes, coût d’acquisition et d’exploitation. Cette évaluation méthodique permettra aux professionnels de prendre une décision éclairée, fondée sur des données scientifiques rigoureuses plutôt que sur des considérations purement commerciales.
2. SPÉCIFICATIONS TECHNIQUES COMPARATIVES
2.1 AUTOCLAVE CLASSE N : CARACTÉRISTIQUES TECHNIQUES
Paramètres de Fonctionnement
Température de stérilisation : 121°C à 134°C selon le cycle sélectionné
Pression de service : 1,5 à 2,5 bar (15 à 25 PSI)
Durée des cycles : 15 à 20 minutes en phase de stérilisation
Volume utile : 18 à 24 litres typiquement
Mécanisme : Déplacement par gravité (gravity displacement)
Conformité normative : EN 13060 classe N, ISO 17665
Figure 2 : Interface de contrôle d’un autoclave professionnel
L’autoclave classe N représente l’échelon de base dans la hiérarchie des stérilisateurs à vapeur. Son principe de fonctionnement repose sur le déplacement par gravité de l’air contenu dans la chambre de stérilisation, remplacé progressivement par de la vapeur saturée. Cette technologie, bien que moins sophistiquée que les autoclaves classe B avec pré-vide, demeure parfaitement adaptée à la stérilisation d’instruments solides non poreux et non emballés.
La montée en température s’effectue selon un profil contrôlé, garantissant l’homogénéité thermique nécessaire à l’efficacité du processus. Les cycles standards de 121°C pendant 15 minutes ou 134°C pendant 3 minutes assurent une réduction logarithmique de 10^6 des micro-organismes, y compris les spores les plus résistantes.
2.2 MACHINE ÉLECTRIQUE DE NETTOYAGE À LA VAPEUR POUR BIJOUX
SPÉCIFICATIONS TECHNIQUES
Température maximale : 135°C en sortie de buse
Pression vapeur : 4 bar maximum
Puissance électrique : 1300W
Capacité réservoir : 2 à 4 litres selon le modèle
Temps de montée : 5 à 10 minutes
Application : Nettoyage de surface par projection directe
Figure 3 : Nettoyeur à vapeur professionnel pour bijoux 1300W
Les machines électriques de nettoyage à la vapeur pour bijoux se distinguent par leur conception spécialisée et leur facilité d’utilisation. Contrairement aux autoclaves, ces dispositifs projettent la vapeur directement sur les surfaces à traiter, permettant un nettoyage ciblé et immédiat. La température de 135°C, légèrement supérieure à celle des autoclaves standard, compense partiellement l’absence de confinement sous pression.
La pression de 4 bar génère un jet de vapeur à haute vélocité, favorisant l’action mécanique de décollement des contaminants. Cette approche s’avère particulièrement efficace pour l’élimination des résidus de polissage, des traces de doigts et des dépôts organiques superficiels couramment rencontrés en bijouterie.
3. ANALYSE DE L’EFFICACITÉ
3.1 STÉRILISATION VS NETTOYAGE : DÉFINITIONS ET PORTÉE
Stérilisation :Processus physique ou chimique détruisant toutes les formes de vie microbienne, y compris les spores bactériennes, avec un niveau d’assurance de stérilité (SAL) de 10^-6.
Nettoyage : Élimination physique des souillures visibles et d’une partie de la flore microbienne, sans garantie de destruction totale des micro-organismes.
La distinction fondamentale entre ces deux processus réside dans leur spectre d’action et leur niveau de garantie microbiologique. L’autoclave classe N, par sa capacité à maintenir des conditions de température et de pression homogènes pendant une durée déterminée, atteint le niveau de stérilisation défini par les normes internationales. La réduction logarithmique de 6 unités (99,9999% de destruction) constitue le standard requis pour les applications médicales.
Figure 4 : Cinétique de destruction des micro-organismes en fonction du temps et de la température
Les machines à vapeur pour bijoux, malgré leur température élevée, n’offrent qu’une action de surface limitée dans le temps. L’exposition instantanée à 135°C permet une réduction microbienne de 2 à 3 unités logarithmiques (99% à 99,9%), insuffisante pour qualifier le processus de stérilisation au sens strict.
3.2 TYPES DE CONTAMINANTS TRAITÉS
CONTAMINANTS BIOLOGIQUES
Bactéries végétatives : Sensibles à partir de 60°C
Spores bactériennes : Résistance jusqu’à 121°C pendant 15 minutes
Virus enveloppés : Destruction à 80°C
Virus non enveloppés : Résistance jusqu’à 100°C
Champignons et levures : Sensibilité variable 70-90°C
CONTAMINANTS PHYSICO-CHIMIQUES
Résidus de polissage : Composés abrasifs
Traces de doigts : Lipides et protéines
Oxydes métalliques : Ternissures superficielles
Flux de soudure : Résidus chimiques
Poussières atmosphériques : Particules inertes
L’efficacité différentielle des deux technologies s’illustre particulièrement dans le traitement des contaminants biologiques. L’autoclave classe N élimine systématiquement l’ensemble du spectre microbien, y compris les formes de résistance les plus extrêmes comme les spores de Bacillus stearothermophilus, utilisées comme indicateurs biologiques de stérilisation.
Les nettoyeurs vapeur excellent dans l’élimination des contaminants physico-chimiques grâce à leur action mécanique et thermique combinée. La projection à haute pression décolle efficacement les résidus adhérents, tandis que la température élevée solubilise les composés organiques. Cette approche s’avère optimale pour la préparation des surfaces avant des opérations de finition ou de traitement de surface.
3.3 PÉNÉTRATION ET UNIFORMITÉ DU TRAITEMENT
Figure 5 : Profil de température et pression durant un cycle d’autoclave
La pénétration de la vapeur constitue un facteur déterminant dans l’efficacité du traitement. L’autoclave classe N, par son fonctionnement en atmosphère confinée, assure une diffusion homogène de la vapeur saturée dans l’ensemble de la chambre. Cette uniformité garantit que chaque point de la charge atteint et maintient la température requise pendant la durée prescrite.
Cependant, le mécanisme de déplacement par gravité présente des limitations pour les charges complexes comportant des cavités ou des lumières étroites. L’évacuation incomplète de l’air peut créer des zones froides compromettant l’efficacité stérilisante. Cette limitation explique pourquoi la classe N est recommandée uniquement pour les instruments solides non poreux.
Les nettoyeurs vapeur compensent partiellement cette limitation par la possibilité de diriger manuellement le jet de vapeur. L’opérateur peut cibler spécifiquement les zones difficiles d’accès, ajuster l’angle d’attaque et moduler la durée d’exposition. Cette flexibilité opérationnelle constitue un avantage significatif pour le traitement de pièces de géométrie complexe.
4. APPLICATIONS PRATIQUES EN BIJOUTERIE
4.1 DOMAINES D’APPLICATION DE L’AUTOCLAVE CLASSE N
Figure 6 : Instruments médicaux stérilisés en autoclave
L’autoclave classe N trouve sa justification principale dans les applications nécessitant une garantie de stérilité absolue. En bijouterie, ces situations concernent prioritairement :
Instruments de piercing corporel : Aiguilles, pinces, réceptacles devant respecter les standards médicaux
Outils chirurgicaux : Bistouris, ciseaux, sondes utilisés pour les interventions invasives
Dispositifs implantables : Bijoux destinés à être insérés sous la peau ou dans les muqueuses
Instruments réutilisables : Outils de précision nécessitant une décontamination complète entre utilisations
La stérilisation d’emballages constitue également un atout majeur de l’autoclave. Les sachets de papier-plastique ou les contenants rigides perforés permettent le maintien de la stérilité après traitement, facilitant le stockage et la traçabilité. Cette capacité s’avère cruciale pour les établissements soumis à des obligations réglementaires strictes.
Les cycles de validation périodiques, utilisant des indicateurs biologiques (spores de Bacillus stearothermophilus), garantissent la conformité du processus aux standards internationaux. Cette traçabilité documentée constitue un élément essentiel de l’assurance qualité en environnement professionnel réglementé.
4.2 APPLICATIONS SPÉCIFIQUES DU NETTOYEUR VAPEUR
Figure 7 : Application du nettoyage vapeur sur bijoux précieux
Le nettoyeur vapeur excelle dans les applications de finition et de préparation de surface où la préservation de l’intégrité des matériaux prime sur la stérilisation :
Nettoyage de bijoux finis : Élimination des traces de manipulation sans risque de déformation
Dégraissage pré-finition : Préparation des surfaces avant polissage ou traitement galvanique
Élimination de résidus : Suppression des pâtes de polissage, flux de soudure, oxydes superficiels
Nettoyage de précision : Traitement de montres, mécanismes délicats, pièces ornementées
La rapidité d’intervention constitue un avantage opérationnel majeur. Le temps de montée de 5 à 10 minutes permet une utilisation à la demande, sans planification préalable. Cette réactivité s’adapte parfaitement aux contraints de production où l’efficacité temporelle influence directement la rentabilité.
La consommation énergétique réduite (1300W contre 3000-6000W pour un autoclave) et l’absence de consommables (indicateurs, sachets de stérilisation) optimisent les coûts d’exploitation. Ces économies peuvent représenter un avantage concurrentiel significatif pour les petites structures artisanales.
5. ANALYSE COMPARATIVE DÉTAILLÉE
Critère d’Évaluation
Autoclave Classe N
Nettoyeur Vapeur
Ratio d’Efficacité
Efficacité antimicrobienne
6 log reduction (99,9999%)
2-3 log reduction (99-99,9%)
100-1000x supérieur
Température de travail
121-134°C
135°C max
Équivalent
Pression opérationnelle
1,5-2,5 bar
4 bar
1,6x inférieur
Durée de cycle
15-20 minutes
5-10 minutes
2x plus long
Validation possible
Oui (tests biologiques)
Non
Supérieur
Coût d’acquisition
2000-5000€
200-800€
6x plus cher
Coût d’exploitation annuel
300-500€
50-100€
4x plus cher
Capacité de traitement
18-24L par cycle
Illimitée (continu)
Dépendant usage
Figure 8 : Installation comparative des deux technologies en atelier professionnel
L’analyse quantitative révèle des avantages différenciés selon les critères considérés. L’autoclave classe N domine nettement en termes d’efficacité microbiologique avec une supériorité de 2 à 3 ordres de grandeur. Cette performance se paie par un investissement initial 6 fois supérieur et des coûts d’exploitation 4 fois plus élevés.
Le nettoyeur vapeur compense ses limitations microbiologiques par une flexibilité opérationnelle et une économie d’exploitation remarquables. Sa capacité de traitement théoriquement illimitée (fonctionnement continu) contraste avec la nature cyclique de l’autoclave, limitée par son volume de chambre.
Ratio Coût/Efficacité : L’autoclave justifie son surcoût uniquement dans les applications exigeant une stérilisation validée. Pour le nettoyage courant, le nettoyeur vapeur offre un rapport performance/prix optimal.
La complémentarité des deux technologies émerge comme stratégie optimale pour les structures de taille significative. L’autoclave traite les applications critiques à haute valeur ajoutée, tandis que le nettoyeur vapeur gère les volumes importants de nettoyage courant. Cette approche hybride optimise simultanément la qualité sanitaire et l’efficacité économique.
6. RECOMMANDATIONS PROFESSIONNELLES
MATRICE DE DÉCISION STRATÉGIQUE
PRIVILÉGIER L’AUTOCLAVE CLASSE N SI :
Activité de piercing ou implants corporels (exigence légale)
Clientèle médicale ou paramédicale
Obligations de traçabilité et validation
Budget d’investissement > 3000€
Volume de stérilisation > 5 cycles/jour
OPTER POUR LE NETTOYEUR VAPEUR SI :
Activité purement bijouterie/horlogerie
Priorité à la rapidité et flexibilité
Budget contraint < 1000€
Espace de travail réduit
Consommation énergétique critique
La réglementation française, par l’arrêté du 11 mars 2009 relatif aux conditions de réalisation des actes de tatouage et de perçage corporel, impose explicitement l’utilisation d’autoclaves conformes aux normes EN 13060 pour la stérilisation des dispositifs réutilisables. Cette obligation légale détermine le choix pour toute activité incluant le piercing corporel.
Pour la bijouterie traditionnelle, l’absence d’exigence réglementaire spécifique laisse libre cours à l’optimisation technico-économique. Le critère déterminant devient alors le volume d’activité et la nature de la clientèle. Les créateurs artisanaux privilégieront la flexibilité du nettoyeur vapeur, tandis que les enseignes de distribution opteront pour la standardisation de l’autoclave.
RECOMMANDATION FINALE : L’autoclave classe N s’impose pour les applications critiques nécessitant une garantie de stérilité validée. Le nettoyeur vapeur électrique demeure optimal pour le nettoyage courant en bijouterie, offrant un excellent rapport performance/prix. La décision doit intégrer les contraintes réglementaires, le volume d’activité et la stratégie de positionnement qualité de l’entreprise.
L’investissement dans un autoclave classe N se justifie économiquement à partir de 10-15 cycles quotidiens, seuil où l’amortissement des coûts fixes devient rentable. En deçà, la solution mixte (nettoyeur vapeur principal + sous-traitance stérilisation) optimise les coûts tout en préservant l’accès aux applications critiques.
INTRODUCTION : L’IMPORTANCE CRUCIALE DE LA STÉRILISATION À LA VAPEUR
La stérilisation à la vapeur représente la méthode de référence pour l’élimination complète des micro-organismes pathogènes dans les environnements médicaux, pharmaceutiques et industriels. Cette technique, basée sur l’utilisation de vapeur d’eau saturée sous pression, constitue un processus thermodynamique complexe dont l’efficacité dépend de l’interaction précise de cinq facteurs critiques fondamentaux.
Selon les normes internationales ISO 17665 et EN 285, la stérilisation à la vapeur doit garantir une réduction logarithmique de 12 décades de la population microbienne, ce qui équivaut à une probabilité de survie inférieure à 10⁻⁶. Cette exigence de stérilité absolue ne peut être atteinte que par la maîtrise rigoureuse des paramètres physiques et thermodynamiques qui gouvernent le processus de destruction microbienne.
L’autoclavage moderne, fruit d’évolutions technologiques considérables depuis les premiers travaux de Charles Chamberland en 1879, repose sur des principes scientifiques précis qui déterminent l’efficacité léthale de la vapeur d’eau. La compréhension approfondie de ces mécanismes s’avère indispensable pour garantir la sécurité des patients, la qualité des produits pharmaceutiques et la conformité aux réglementations sanitaires les plus strictes.
1. PREMIER FACTEUR CRITIQUE : LA TEMPÉRATURE
MÉCANISMES THERMODYNAMIQUES DE DESTRUCTION MICROBIENNE
La température constitue le paramètre déterminant de l’efficacité stérilisante de la vapeur d’eau. Les températures standard de stérilisation, comprises entre 121°C et 134°C, sont définies par les propriétés thermodynamiques de la vapeur saturée et par les caractéristiques de résistance thermique des micro-organismes les plus thermorésistants.
À 121°C (250°F), la pression de vapeur saturée atteint 205,3 kPa (2,05 bar absolu), créant les conditions thermodynamiques nécessaires à la coagulation irréversible des protéines enzymatiques microbiennes. Cette température correspond au point d’équilibre où la vapeur d’eau possède une enthalpie spécifique de 2706 kJ/kg, fournissant l’énergie thermique suffisante pour rompre les liaisons hydrogène des structures protéiques essentielles à la survie cellulaire.
Équation de Clausius-Clapeyron : dp/dT = L/(T·ΔV) Où L = chaleur latente de vaporisation (2257 kJ/kg à 100°C)
L’élévation de température à 134°C (273°F) permet une accélération significative de la cinétique de destruction, réduisant le temps d’exposition nécessaire selon la loi d’Arrhenius. Cette température correspond à une pression de 310,3 kPa (3,1 bar absolu) et permet d’atteindre des valeurs stérilisatrices équivalentes en des temps considérablement réduits.
Température (°C)
Pression (bar absolu)
Temps minimal (minutes)
Valeur F₀
115
1.69
30
8
121
2.05
15
15
126
2.55
10
15
134
3.10
3
15
Destruction des Structures Cellulaires
La chaleur humide exercée par la vapeur d’eau provoque une dénaturation thermique irréversible des composants cellulaires vitaux. Les protéines enzymatiques, particulièrement sensibles aux variations thermiques, subissent une altération conformationnelle qui entraîne la perte complète de leur activité catalytique. Les acides nucléiques, notamment l’ADN et l’ARN, voient leurs liaisons phosphodiester se rompre sous l’effet de l’hydrolyse thermique.
2. DEUXIÈME FACTEUR CRITIQUE : LE TEMPS D’EXPOSITION
CINÉTIQUE DE DESTRUCTION MICROBIENNE
Le temps d’exposition représente la durée pendant laquelle la charge à stériliser doit être maintenue aux conditions de température et de pression prescrites. Cette durée est déterminée par les lois de cinétique chimique qui gouvernent la destruction thermique des micro-organismes, suivant généralement une cinétique de premier ordre exprimée par l’équation de Chick-Watson.
log N/N₀ = -kt Où N = nombre de survivants, N₀ = population initiale, k = constante de vitesse, t = temps
La valeur D (temps de réduction décimale) caractérise le temps nécessaire pour réduire d’un facteur 10 la population microbienne à une température donnée. Pour Bacillus stearothermophilus, micro-organisme de référence pour la validation des cycles à 121°C, la valeur D₁₂₁ est comprise entre 1,5 et 2,5 minutes, nécessitant un temps d’exposition minimal de 15 minutes pour atteindre une stérilité assurée.
RELATIONS TEMPS-TEMPÉRATURE SELON LA LOI D’ARRHENIUS
L’influence de la température sur la vitesse de destruction microbienne suit la loi d’Arrhenius, permettant d’établir des équivalences temps-température précises. Le coefficient de température Q₁₀, généralement compris entre 10 et 15 pour les spores bactériennes, quantifie l’accélération de la vitesse de destruction pour chaque élévation de 10°C.
Principe Fondamental : Une élévation de température de 10°C divise par 10 le temps d’exposition nécessaire pour obtenir le même niveau de stérilité, conformément à la relation z = 10°C pour la plupart des micro-organismes végétatifs.
3. TROISIÈME FACTEUR CRITIQUE : LA PRESSION
RÔLE DANS LA GÉNÉRATION DE VAPEUR SATURÉE
La pression dans l’enceinte de stérilisation ne constitue pas directement un agent létal, mais détermine les conditions thermodynamiques permettant d’obtenir la vapeur saturée aux températures requises. Selon les tables de vapeur d’eau, chaque température de stérilisation correspond à une pression de vapeur saturante spécifique, définie par l’équation de Antoine.
La pression exerce également une influence sur la pénétration de la vapeur dans les matériaux poreux et les emballages. Une pression élevée favorise la diffusion de la vapeur à travers les barrières physiques, améliorant l’homogénéité thermique de la charge et réduisant les risques de zones froides.
Équation de Antoine : log₁₀(P) = A – B/(C + T) Où P = pression (mmHg), T = température (°C), A, B, C = constantes spécifiques à l’eau
INFLUENCE SUR LA CAPACITÉ CALORIFIQUE
L’augmentation de pression modifie les propriétés thermophysiques de la vapeur d’eau, notamment sa capacité calorifique et sa conductivité thermique. À 134°C et 3,1 bar, la vapeur d’eau possède une capacité calorifique spécifique de 2,1 kJ/kg·K, permettant un transfert thermique optimisé vers les surfaces à stériliser.
4. QUATRIÈME FACTEUR CRITIQUE : LA QUALITÉ DE LA VAPEUR
SICCITÉ ET FRACTION DE VAPORISATION
La qualité de la vapeur constitue un paramètre déterminant de l’efficacité stérilisante, caractérisée principalement par son degré de siccité. La vapeur de stérilisation doit présenter une fraction de sécheresse supérieure ou égale à 97%, correspondant à un titre massique en vapeur sèche de 0,97, conformément aux exigences de la norme EN 285.
Une vapeur trop humide (titre < 0,97) entraîne la formation de condensats sur les surfaces, créant un film aqueux qui fait obstacle à la pénétration thermique. Inversement, une vapeur surchauffée (titre > 1) perd ses propriétés de condensation et se comporte comme un gaz sec, réduisant considérablement son pouvoir de transfert thermique.
ABSENCE DE GAZ NON CONDENSABLES
La présence de gaz non condensables (air résiduel, dioxyde de carbone, azote) constitue un facteur critique d’échec de stérilisation. Ces gaz forment des poches isolantes qui empêchent le contact direct entre la vapeur et les surfaces à stériliser, créant des zones froides où les micro-organismes peuvent survivre.
Exigence Technique : La teneur en gaz non condensables ne doit pas excéder 3,5% en volume, mesurée selon la méthode de référence EN 285 Annexe B, pour garantir une pénétration optimale de la vapeur.
PURETÉ CHIMIQUE ET MICROBIOLOGIQUE
La vapeur de stérilisation doit satisfaire aux critères de pureté définis par la norme EN 285, notamment en termes de contaminants chimiques et particulaires. Les teneurs maximales admissibles sont fixées à 0,1 mg/L pour les particules en suspension, 0,1 mg/L pour les substances non volatiles, et des limites spécifiques pour les métaux lourds, chlorures et phosphates.
5. CINQUIÈME FACTEUR CRITIQUE : LA PÉNÉTRATION DE LA VAPEUR
ÉLIMINATION DE L’AIR ET CRÉATION DU VIDE
L’élimination complète de l’air contenu dans l’enceinte et dans la charge constitue une étape préalable indispensable à une stérilisation efficace. Les autoclaves modernes utilisent des systèmes de pré-vide pulsé ou de déplacement par gravité pour évacuer l’air résiduel et permettre une pénétration homogène de la vapeur.
Le cycle pré-vide, standardisé selon la norme EN 285, comprend généralement trois à quatre pulses de vide successifs, chacun atteignant une pression résiduelle inférieure à 20 mbar absolu. Cette procédure garantit l’élimination de plus de 99% de l’air initialement présent, créant les conditions optimales pour la diffusion de la vapeur.
INFLUENCE DE L’EMBALLAGE SUR LA PÉNÉTRATION
Les matériaux d’emballage jouent un rôle crucial dans la cinétique de pénétration de la vapeur. Les non-tissés en polypropylène, les papiers crêpés et les contenants rigides perforés présentent des caractéristiques de perméabilité spécifiques qui déterminent la vitesse de pénétration et d’évacuation de la vapeur.
La résistance à la diffusion de vapeur, exprimée par le coefficient de transmission de vapeur d’eau (WVTR), doit être optimisée pour permettre une pénétration rapide tout en assurant une barrière microbienne efficace après stérilisation. Les valeurs recommandées sont comprises entre 1500 et 3000 g/m²/24h selon la norme EN 868.
CONFIGURATION DE LA CHARGE ET CIRCULATION DE VAPEUR
La disposition spatiale des éléments dans l’autoclave influence directement l’efficacité de la circulation de vapeur. Les principes de thermodynamique des fluides s’appliquent à l’écoulement de la vapeur, nécessitant des espaces libres suffisants pour éviter les phénomènes de stagnation et les gradients thermiques.
Les recommandations de chargement préconisent un espacement minimal de 25 mm entre les contenants, une hauteur de charge n’excédant pas 75% du volume utile, et une répartition homogène des masses pour optimiser les échanges thermiques par convection et conduction.
MÉCANISMES BIOLOGIQUES DE DESTRUCTION MICROBIENNE
ALTÉRATIONS MOLÉCULAIRES ET CELLULAIRES
La destruction microbienne par la vapeur d’eau résulte de mécanismes biologiques complexes affectant simultanément plusieurs structures cellulaires vitales. La dénaturation protéique constitue le mécanisme primaire, entraînant la perte d’activité des enzymes essentielles au métabolisme cellulaire et à la réplication de l’ADN.
La chaleur humide provoque la rupture des liaisons hydrogène stabilisant les structures secondaires et tertiaires des protéines, conduisant à leur précipitation irréversible. Les membranes cytoplasmiques subissent une altération de leur perméabilité sélective, entraînant une fuite des constituants intracellulaires et un déséquilibre osmotique létal.
RÉSISTANCE DIFFÉRENTIELLE DES MICRO-ORGANISMES
La résistance thermique varie considérablement selon les espèces microbiennes et leurs formes de résistance. Les spores bactériennes, notamment celles de Bacillus stearothermophilus et Clostridium sporogenes, présentent la résistance la plus élevée avec des valeurs D₁₂₁ pouvant atteindre 2,5 minutes.
Les virus enveloppés montrent une sensibilité thermique intermédiaire (D₁₂₁ ≈ 0,5 minute), tandis que les micro-organismes végétatifs (bactéries, levures, moisissures) sont détruits en quelques secondes aux températures de stérilisation standard. Cette hiérarchie de résistance détermine les paramètres de stérilisation à appliquer pour garantir l’inactivation complète de tous les micro-organismes potentiellement présents.
NORMES TECHNIQUES ET CYCLES D’AUTOCLAVE
RÉFÉRENTIELS NORMATIFS INTERNATIONAUX
La stérilisation à la vapeur est encadrée par un ensemble de normes techniques internationales qui définissent les exigences de performance, les méthodes de validation et les critères d’acceptation. La norme ISO 17665 établit les principes généraux de la stérilisation à la vapeur, complétée par la norme EN 285 spécifique aux autoclaves de grande capacité.
La pharmacopée européenne (Ph. Eur. 5.1.1) et la pharmacopée américaine (USP <1211>) précisent les exigences particulières pour les applications pharmaceutiques, notamment en termes de qualité de vapeur, de validation des cycles et de monitoring continu des paramètres critiques.
CYCLES STANDARDISÉS SELON EN 285
La norme EN 285 définit plusieurs types de cycles de stérilisation adaptés aux différentes catégories de charges. Le cycle S (Solide) est destiné aux instruments solides non emballés, le cycle B (Big) permet la stérilisation d’instruments emballés et de charges poreuses, tandis que le cycle N (Naked) est réservé aux instruments solides non emballés sans creux ni textile.
Type de Cycle
Application
Température
Temps
Séchage
Cycle B
Instruments emballés
134°C
3,5 min
20 min
Cycle S
Instruments solides
134°C
3,5 min
10 min
Cycle N
Instruments nus
121°C
20 min
0 min
MÉTHODES DE CONTRÔLE ET VALIDATION
MONITORING PHYSIQUE DES PARAMÈTRES
Le contrôle en temps réel des paramètres physiques constitue la première ligne de surveillance de l’efficacité de stérilisation. Les systèmes modernes intègrent des capteurs de température, de pression et d’humidité reliés à des enregistreurs électroniques permettant une traçabilité complète des cycles.
Les sondes de température PT100 ou thermocouples de type T, calibrées selon les standards NIST, doivent présenter une précision de ±0,5°C sur la plage de mesure. Les capteurs de pression, généralement de type piézorésistif, offrent une précision de ±0,1% de l’étendue de mesure pour un monitoring optimal des phases de vide et de pressurisation.
VALIDATION BIOLOGIQUE PAR INDICATEURS
Les indicateurs biologiques (IB) représentent la méthode de référence pour la validation de l’efficacité stérilisante. Basés sur des spores de Bacillus stearothermophilus (ATCC 7953) ou Geobacillus stearothermophilus, ces indicateurs contiennent une population définie de 10⁶ spores présentant une résistance thermique caractérisée.
Les indicateurs chimiques de classe 5 et 6, conformes à la norme ISO 11140, permettent un contrôle rapide de l’exposition aux conditions de stérilisation. Ces systèmes intègrent des composés chimiques thermosensibles qui subissent des changements de couleur ou de phase en fonction de l’exposition combinée temps-température.
Protocole de Validation : Trois cycles consécutifs avec indicateurs biologiques positionnés aux points les plus difficiles à stériliser doivent démontrer une inactivation complète (absence de croissance après 7 jours d’incubation à 55°C).
TESTS DE PERFORMANCE ET QUALIFICATION
La qualification des équipements d’autoclave comprend les phases de QI (Qualification d’Installation), QO (Qualification Opérationnelle) et QP (Qualification de Performance). Ces étapes valident respectivement l’installation conforme aux spécifications, le fonctionnement selon les paramètres prévus, et la reproductibilité de l’efficacité stérilisante.
Les tests de pénétration de vapeur (Helix Test, Bowie-Dick Test) vérifient l’élimination efficace de l’air et la pénétration homogène de la vapeur dans les charges les plus défavorables. Ces tests utilisent des traceurs thermosensibles positionnés dans des dispositifs standardisés simulant les conditions de charge les plus difficiles.
APPLICATIONS INDUSTRIELLES ET SECTORIELLES
SECTEUR MÉDICAL ET HOSPITALIER
Dans le secteur médical, la stérilisation à la vapeur trouve ses applications principales dans le retraitement des dispositifs médicaux réutilisables, la stérilisation des milieux de culture microbiologiques et la décontamination des déchets à risque infectieux. Les autoclaves hospitaliers, d’une capacité généralement comprise entre 100 et 1000 litres, doivent répondre aux exigences strictes de la directive 93/42/CEE relative aux dispositifs médicaux.
Les instruments chirurgicaux complexes, notamment ceux comportant des lumières étroites ou des mécanismes articulés, nécessitent des cycles spécifiquement validés avec des indicateurs de pénétration de vapeur positionnés aux points critiques. Les textiles chirurgicaux bénéficient de cycles longs à température modérée (121°C, 20 minutes) pour préserver l’intégrité des fibres tout en garantissant la stérilité.
INDUSTRIE PHARMACEUTIQUE ET BIOTECHNOLOGIQUE
L’industrie pharmaceutique utilise la stérilisation à la vapeur pour le traitement des équipements de production, des systèmes de distribution d’eau purifiée et des contenants primaires. Les autoclaves pharmaceutiques intègrent des systèmes de validation automatique conformes aux exigences cGMP et FDA 21 CFR Part 11.
La stérilisation des milieux de fermentation et des solutions tampons nécessite des cycles adaptés aux volumes importants et aux temps de montée en température prolongés. Les études de pénétration thermique (heat penetration studies) déterminent les temps de stérilisation équivalents pour chaque configuration de charge selon les méthodes F₀.
CONCLUSION : MAÎTRISE INTÉGRÉE DES FACTEURS CRITIQUES
La stérilisation à la vapeur constitue un processus multifactoriel dont l’efficacité résulte de l’interaction synergique entre la température, le temps, la pression, la qualité de vapeur et les conditions de pénétration. Cette approche systémique nécessite une compréhension approfondie des mécanismes thermodynamiques et biologiques qui gouvernent la destruction microbienne.
L’évolution technologique des équipements d’autoclave, intégrant des systèmes de contrôle et de monitoring de plus en plus sophistiqués, permet aujourd’hui une maîtrise précise de ces paramètres critiques. Les développements futurs s’orientent vers l’intelligence artificielle appliquée à l’optimisation des cycles et la prédiction des performances de stérilisation.
La formation continue des opérateurs et la mise à jour régulière des procédures selon les évolutions normatives constituent des éléments indispensables pour maintenir l’efficacité et la sécurité des procédés de stérilisation. L’approche qualité moderne impose une démarche d’amélioration continue basée sur l’analyse des données de performance et la validation périodique des équipements.
Face aux défis émergents liés aux agents pathogènes résistants et aux nouveaux matériaux biomédicaux, la stérilisation à la vapeur demeure la méthode de référence, à condition de respecter scrupuleusement les cinq facteurs critiques qui conditionnent son efficacité. Cette maîtrise technique représente un enjeu majeur de santé publique et de sécurité industrielle qui nécessite une approche scientifique rigoureuse et une mise en œuvre exemplaire.
La stérilisation des dispositifs médicaux représente un enjeu critique pour la sécurité des patients dans les établissements de santé. Chaque année, des milliers d’interventions chirurgicales et de procédures médicales dépendent de l’efficacité des processus de stérilisation pour prévenir les infections nosocomiales et garantir des soins de qualité optimale.
Les conséquences d’un échec de stérilisation peuvent être dramatiques : infections post-opératoires, septicémies, rappels massifs de dispositifs médicaux, arrêts d’activité chirurgicale, sanctions réglementaires et poursuites judiciaires. L’impact économique est considérable, avec des coûts directs et indirects pouvant atteindre plusieurs millions d’euros pour un établissement de santé.
Statistiques alarmantes : Selon les études internationales menées par l’AAMI (Association for the Advancement of Medical Instrumentation) et l’ISO (International Organization for Standardization), le taux d’échec des cycles de stérilisation varie entre 2% et 5% dans les établissements de santé. En France, l’ANSM (Agence Nationale de Sécurité du Médicament) rapporte plus de 300 incidents liés à la stérilisation chaque année, dont 15% sont considérés comme graves.
Cette analyse technique approfondie identifie les 8 erreurs les plus fréquentes responsables des échecs de stérilisation, leurs mécanismes d’action, leur impact sur l’efficacité du processus et les solutions préventives à mettre en œuvre pour garantir une stérilisation optimale.
2. LES 8 ERREURS PRINCIPALES D’ÉCHEC DE STÉRILISATION
ERREUR 1 : NETTOYAGE INSUFFISANT
Figure 1 : Impact du nettoyage insuffisant sur l’efficacité de la stérilisation
Le nettoyage insuffisant représente la première cause d’échec de stérilisation, responsable de 35% des défaillances selon l’étude multicentrique européenne STERILE-CARE 2023. Les matières organiques résiduelles créent une barrière physique et chimique qui empêche la pénétration efficace de la vapeur stérilisante.
Les résidus organiques problématiques incluent le sang coagulé, les protéines dénaturées, les lipides, les mucosités et les débris tissulaires. Ces substances forment des biofilms protecteurs autour des micro-organismes, augmentant leur résistance thermique de 100 à 1000 fois. Les résidus chimiques provenant des détergents, désinfectants et agents de rinçage peuvent également interférer avec le processus de stérilisation.
L’impact sur l’efficacité de la vapeur est multiple : réduction de la température effective au contact des micro-organismes, modification du pH local, création de zones d’ombre thermique, et altération des mécanismes de coagulation des protéines microbiennes. La norme AAMI/ANSI/ISO 17664 spécifie que les résidus protéiques ne doivent pas excéder 6,4 μg/cm² après nettoyage.
SOLUTION PRÉVENTIVE : Mise en place d’un protocole de nettoyage validé incluant pré-trempage enzymatique, nettoyage mécanique, rinçage abondant et contrôle de l’efficacité par tests de protéines résiduelles (test de biuret, test de ninhydrine).
ERREUR 2 : EMBALLAGE INCORRECT
L’emballage incorrect constitue la deuxième cause d’échec, impliquée dans 28% des défaillances de stérilisation. Les matériaux d’emballage inadaptés, non conformes aux standards FDA (Food and Drug Administration) ou marquage CE, compromettent l’intégrité du système barrière stérile.
Les défauts d’emballage les plus critiques comprennent l’utilisation de matériaux non perméables à la vapeur, la surcharge des contenants stériles, la formation de plis créant des zones d’air résiduel, et les défauts d’étanchéité des soudures thermiques. La norme ISO 11607 définit les exigences pour les systèmes barrière stérile, incluant les tests de résistance mécanique, de perméabilité microbienne et de compatibilité avec les agents stérilisants.
La surcharge des contenants réduit l’efficacité de pénétration de la vapeur de 40% selon les études de validation. Les plis dans l’emballage créent des poches d’air qui nécessitent des temps d’exposition 3 fois supérieurs pour atteindre l’efficacité stérilisante requise.
SOLUTION PRÉVENTIVE : Formation du personnel sur les techniques d’emballage, utilisation exclusive de matériaux certifiés ISO 11607, contrôle des volumes de chargement (maximum 80% de la capacité), et validation des soudures par tests de résistance mécanique.
ERREUR 3 : SURCHARGE DE L’AUTOCLAVE
Figure 2 : Exemple de surcharge d’autoclave compromettant la circulation de vapeur
La surcharge de l’autoclave, observée dans 22% des échecs de stérilisation, compromet gravement la circulation homogène de la vapeur. Cette erreur crée des points froids et des zones d’ombre où la température et la pression n’atteignent pas les valeurs létales requises.
Les études de distribution thermique réalisées par thermocouples multiples montrent que la surcharge peut créer des écarts de température de 15°C à 25°C entre les zones centrales et périphériques de la charge. Ces variations sont suffisantes pour compromettre l’efficacité stérilisante, particulièrement contre les spores thermorésistantes comme Geobacillus stearothermophilus.
La configuration optimale des charges respecte la règle des « 3D » : Distance entre les articles (minimum 2,5 cm), Disposition en quinconce pour favoriser la circulation, et Densité limitée à 80% du volume utile de la chambre. Les études de mécanique des fluides appliquée à la stérilisation démontrent qu’une charge optimisée améliore l’homogénéité thermique de 85%.
ERREUR 4 : PARAMÈTRES INCORRECTS
Les paramètres de stérilisation incorrects représentent 18% des échecs et concernent principalement les déviations de température, pression et temps d’exposition. Ces paramètres sont interdépendants selon les lois thermodynamiques de la vapeur saturée.
Une température insuffisante (inférieure à 121°C) réduit exponentiellement l’efficacité létale selon l’équation d’Arrhenius. À l’inverse, une température excessive (supérieure à 138°C) peut dégrader les matériaux thermosensibles et créer de la vapeur surchauffée, moins efficace que la vapeur saturée. La pression inadéquate modifie la relation température-vapeur saturée selon la loi de Clapeyron-Clausius.
DONNÉES CRITIQUES : Une réduction de température de seulement 2°C (de 121°C à 119°C) multiplie par 2,5 le temps nécessaire pour obtenir la même réduction logarithmique de charge microbienne. Une pression insuffisante de 0,1 bar réduit l’efficacité stérilisante de 30%.
Les courbes de destruction thermique (courbes TDT – Thermal Death Time) établissent les relations précises entre température, temps et efficacité létale. Pour Geobacillus stearothermophilus, spore de référence, la valeur D₁₂₁°C est de 1,5 minute, nécessitant un temps d’exposition de 15 minutes pour une réduction de 10⁶ UFC.
ERREUR 5 : MAINTENANCE DÉFAILLANTE
Figure 3 : Maintenance préventive professionnelle d’un autoclave
La maintenance défaillante, cause de 16% des échecs, affecte principalement trois composants critiques : le calibrage des sondes de température et pression, l’intégrité des joints d’étanchéité, et l’efficacité des systèmes de vide.
Le calibrage défectueux des sondes peut entraîner des erreurs de mesure de ±3°C, suffisantes pour compromettre l’efficacité stérilisante. Les études de métrologie appliquée à la stérilisation recommandent un calibrage semestriel avec des étalons certifiés NIST (National Institute of Standards and Technology) ou équivalent, avec une incertitude de mesure inférieure à ±0,5°C.
Les joints d’étanchéité défaillants créent des fuites de vapeur réduisant la pression effective et compromettant l’homogénéité thermique. L’usure des joints silicone est accélérée par les cycles thermiques répétés, nécessitant un remplacement préventif tous les 12 à 18 mois selon l’utilisation.
Les systèmes de vide détériorés empêchent l’élimination complète de l’air résiduel, créant des poches gazeuses réfractaires à la stérilisation. Le test de Bowie-Dick daily vérifie l’efficacité du système de vide avec une exigence de changement de couleur uniforme en moins de 3,5 minutes.
ERREUR 6 : ÉQUIPEMENTS INADAPTÉS
L’utilisation d’équipements inadaptés concerne 12% des échecs de stérilisation. Cette erreur inclut les autoclaves non conformes aux standards FDA 21 CFR 820 ou directives européennes 93/42/CEE, les capacités insuffisantes pour les besoins réels, et les cycles de stérilisation non validés selon les bonnes pratiques de fabrication (GMP).
Les autoclaves de classe N (gravity displacement) ne conviennent pas pour les charges complexes (instruments creux, textiles, emballages multiples) qui nécessitent des autoclaves de classe B (vacuum-assisted) selon la norme EN 13060. L’utilisation inappropriée d’équipements de classe N pour des charges inadaptées représente 60% des échecs de cette catégorie.
Les capacités insuffisantes conduisent à la surcharge systématique et à la réduction des temps de cycle par contrainte organisationnelle, compromettant l’efficacité stérilisante. L’étude STERILE-VOLUME 2023 démontre qu’un sous-dimensionnement de 20% de la capacité autoclave augmente le risque d’échec de stérilisation de 150%.
ERREUR 7 : QUALITÉ DE VAPEUR INSUFFISANTE
La qualité de vapeur insuffisante représente 8% des échecs et concerne principalement la siccité inadéquate, la présence de contaminants chimiques et les gaz non condensables. La vapeur optimale pour stérilisation doit présenter une siccité supérieure à 97% selon la norme ISO 17665.
Une siccité inférieure à 97% réduit l’efficacité de transfert thermique et crée des condensats susceptibles de véhiculer des contaminants. Les gouttelettes d’eau surchauffée sont moins pénétrantes que la vapeur sèche et peuvent créer des zones de température hétérogène.
Les contaminants chimiques dans la vapeur (chlorures, sulfates, silicates) peuvent se déposer sur les instruments et altérer leur biocompatibilité. La conductivité de l’eau d’alimentation ne doit pas excéder 5 μS/cm selon les spécifications pharmacopéennes européennes.
TESTS DE QUALITÉ VAPEUR : Test de non-condensables (NCG) mensuel, analyse de la siccité par méthode gravimétrique, contrôle de la conductivité et du pH de l’eau d’alimentation, dosage des endotoxines pyrogènes.
ERREUR 8 : MONITORING DÉFAILLANT
Figure 4 : Indicateurs biologiques pour contrôle de stérilisation
Le monitoring défaillant, dernière erreur majeure avec 6% des échecs, concerne principalement l’utilisation incorrecte des indicateurs biologiques (IB) et chimiques (IC), l’absence de traçabilité et l’inadéquation des protocoles de contrôle.
Les indicateurs biologiques (spores de Geobacillus stearothermophilus) constituent le gold standard du contrôle de stérilisation selon la norme ISO 11138. Leur utilisation incorrecte (positionnement inadéquat, incubation défaillante, interprétation erronée) compromet la fiabilité du contrôle. Les IB auto-contenus (SCBI) réduisent les erreurs de manipulation mais nécessitent une validation spécifique.
Les indicateurs chimiques de classe 5 et 6 (intégrateurs et émulateurs selon ISO 11140) doivent répondre à tous les paramètres critiques (température, temps, vapeur) avec une tolérance de ±2°C et ±10% sur le temps d’exposition. L’utilisation d’IC inadaptés ou défectueux génère des faux positifs ou négatifs compromettant la sécurité du processus.
3. NORMES ET RÉFÉRENCES TECHNIQUES
Norme
Domaine d’application
Exigences principales
ISO 17665
Stérilisation à la vapeur
Développement, validation, contrôle de routine
ISO 11138
Indicateurs biologiques
Spécifications, méthodes d’essai, résistance
ISO 11140
Indicateurs chimiques
Classification, performance, utilisation
AAMI/ANSI
Standards américains
Bonnes pratiques, validation, contrôle qualité
FDA Guidelines
Réglementation FDA
Conformité réglementaire, validation process
4. STATISTIQUES ET DONNÉES D’IMPACT
L’analyse statistique des échecs de stérilisation révèle des données préoccupantes pour la sécurité des patients et l’économie des établissements de santé. Les études multicentriques européennes STERILE-DATA 2022-2024 portant sur 1,2 million de cycles de stérilisation dans 450 établissements révèlent les taux d’échec suivants par type d’erreur.
RÉPARTITION DES ÉCHECS PAR ERREUR :
Nettoyage insuffisant : 35% (1,05% du total des cycles)
Emballage incorrect : 28% (0,84% du total des cycles)
Surcharge autoclave : 22% (0,66% du total des cycles)
Paramètres incorrects : 18% (0,54% du total des cycles)
Maintenance défaillante : 16% (0,48% du total des cycles)
Équipements inadaptés : 12% (0,36% du total des cycles)
Qualité vapeur : 8% (0,24% du total des cycles)
Monitoring défaillant : 6% (0,18% du total des cycles)
L’impact économique des échecs de stérilisation est considérable. Une étude de la Healthcare Financial Management Association (HFMA) 2023 évalue le coût moyen d’un échec de stérilisation à 85 000 € pour un établissement de 400 lits, incluant les coûts directs (retraitement, arrêt d’activité, investigations) et indirects (perte de réputation, sanctions, litiges).
Les infections nosocomiales consécutives aux échecs de stérilisation représentent 3% des infections associées aux soins selon l’étude RAISIN-STERILE 2023, avec une mortalité attribuable de 12% et un coût moyen de prise en charge de 45 000 € par patient infecté.
5. PROTOCOLES DE RAPPEL ET ACTIONS CORRECTIVES
Les protocoles de rappel d’urgence constituent un élément critique de la gestion des échecs de stérilisation. La procédure standardisée internationale RECALL-STERILE définit les étapes d’intervention en cas d’échec confirmé de stérilisation.
La première phase consiste en l’arrêt immédiat de libération des charges suspectes, l’isolement physique des dispositifs concernés et l’alerte des équipes chirurgicales. La traçabilité des lots permet d’identifier rétroactivement tous les dispositifs potentiellement affectés sur une période déterminée (généralement 24 à 72 heures).
La communication aux patients doit être transparente et systématique selon les recommandations HAS (Haute Autorité de Santé). Les patients ayant reçu des dispositifs issus de lots défaillants doivent être informés dans les 48 heures et bénéficier d’un suivi clinique et biologique renforcé.
Les investigations post-échec comprennent l’analyse des causes racines (méthode des 5 Pourquoi, diagramme d’Ishikawa), la validation des mesures correctives, et la mise à jour des procédures pour prévenir la récurrence. La documentation complète de l’incident alimentera la base de données nationale de vigilance.
6. MAINTENANCE PRÉVENTIVE OPTIMISÉE
Figure 5 : Calibrage professionnel des instruments de mesure
La maintenance préventive optimisée constitue la pierre angulaire de la prévention des échecs de stérilisation. Le planning annuel de maintenance doit intégrer les recommandations constructeurs, les exigences normatives et le retour d’expérience spécifique à chaque équipement.
Les tests de performance quotidiens incluent le test de Bowie-Dick pour vérifier l’efficacité du système de vide, le contrôle des paramètres critiques (température, pression, temps), et l’inspection visuelle des composants d’étanchéité. Ces tests représentent 15 minutes par jour mais préviennent 80% des défaillances selon l’étude PREVENT-STERILE 2023.
Le calibrage semestriel des sondes de température et pression nécessite des étalons certifiés avec traçabilité métrologique. Les écarts de mesure doivent rester inférieurs à ±0,5°C pour la température et ±0,02 bar pour la pression. Un système d’alerte automatique doit signaler les dérives avant qu’elles n’atteignent les limites critiques.
La formation du personnel de maintenance doit couvrir les aspects techniques (thermodynamique, métrologie, mécanique) et réglementaires (normes, bonnes pratiques, traçabilité). La certification périodique garantit le maintien des compétences et l’évolution des connaissances.
7. FORMATION ET CERTIFICATION DU PERSONNEL
La formation et certification du personnel constituent un facteur déterminant de la réussite des processus de stérilisation. L’étude COMPETENCE-STERILE 2023 démontre qu’une formation structurée réduit de 70% les erreurs humaines responsables d’échecs de stérilisation.
Les compétences requises pour les opérateurs de stérilisation comprennent la maîtrise des principes de microbiologie, thermodynamique appliquée, connaissance des normes ISO/AAMI, manipulation des indicateurs biologiques et chimiques, et gestion des situations d’urgence. Le niveau de formation minimum recommandé est un diplôme technique complété par une formation spécialisée de 40 heures.
Les programmes de formation continue doivent être actualisés annuellement pour intégrer les évolutions normatives, technologiques et scientifiques. La simulation d’incidents permet de tester les réflexes et procédures d’urgence dans un environnement contrôlé sans risque pour les patients.
La certification individuelle des opérateurs par organismes agréés garantit le maintien des compétences et la reconnaissance professionnelle. La recertification triennale valide l’évolution des connaissances et l’adaptation aux nouvelles technologies.
8. SOLUTIONS TECHNOLOGIQUES MODERNES
Les solutions technologiques modernes révolutionnent la prévention des échecs de stérilisation par l’intégration d’intelligence artificielle, de capteurs avancés et de systèmes de traçabilité digitale. Ces innovations réduisent l’erreur humaine et optimisent la fiabilité des processus.
Les autoclaves intelligents de nouvelle génération intègrent des algorithmes prédictifs capables de détecter les anomalies de fonctionnement avant qu’elles n’entraînent des échecs. Les systèmes d’apprentissage automatique analysent en temps réel des milliers de paramètres pour optimiser automatiquement les cycles de stérilisation selon les charges spécifiques.
Le monitoring temps réel par capteurs sans fil permet une surveillance continue des paramètres critiques avec alerte immédiate en cas de dérive. Les capteurs miniaturisés positionnés dans les charges fournissent des données précises sur l’homogénéité thermique et la pénétration de vapeur.
Les systèmes de traçabilité digitale basés sur blockchain garantissent l’inaltérabilité des données de stérilisation et permettent un suivi instantané de chaque dispositif médical depuis la production jusqu’à l’utilisation clinique. Cette technologie révolutionne la gestion des rappels en permettant une identification immédiate des dispositifs affectés.
L’intelligence artificielle préventive analyse les tendances historiques, prédit les risques de défaillance et propose des actions préventives personnalisées. Les modèles prédictifs atteignent une précision de 92% dans l’identification des cycles à risque selon l’étude AI-STERILE 2024.
9. CONCLUSION ET RECOMMANDATIONS
Cette analyse technique approfondie des 8 erreurs courantes d’échec de stérilisation révèle la complexité multifactorielle des défaillances et l’importance cruciale d’une approche systémique de prévention. La maîtrise simultanée de tous ces facteurs est indispensable pour garantir l’efficacité et la sécurité des processus de stérilisation.
Les recommandations prioritaires pour les établissements de santé incluent l’implémentation d’un système qualité intégré selon les référentiels ISO 15189 et ISO 9001, la formation continue du personnel avec certification périodique, l’investissement dans des équipements modernes conformes aux dernières normes, et l’adoption progressive des technologies intelligentes de monitoring et traçabilité.
L’évolution future de la stérilisation s’oriente vers l’automatisation complète des processus, l’intégration de l’intelligence artificielle prédictive, et le développement de nouvelles technologies de stérilisation (plasma, ozone, radiations UV-C) pour répondre aux défis émergents des matériaux innovants et des micro-organismes résistants.
La vigilance constante, la rigueur technique et l’amélioration continue constituent les piliers fondamentaux d’une stérilisation efficace et sécurisée, garantissant la protection des patients et la qualité des soins dans nos établissements de santé.
POINTS CLÉS À RETENIR : Les 8 erreurs identifiées sont évitables par une approche systémique combinant formation, équipements adaptés, maintenance rigoureuse et contrôles de qualité. L’investissement dans la prévention représente 10% du coût d’un échec de stérilisation mais évite 95% des incidents selon les études économiques de santé.
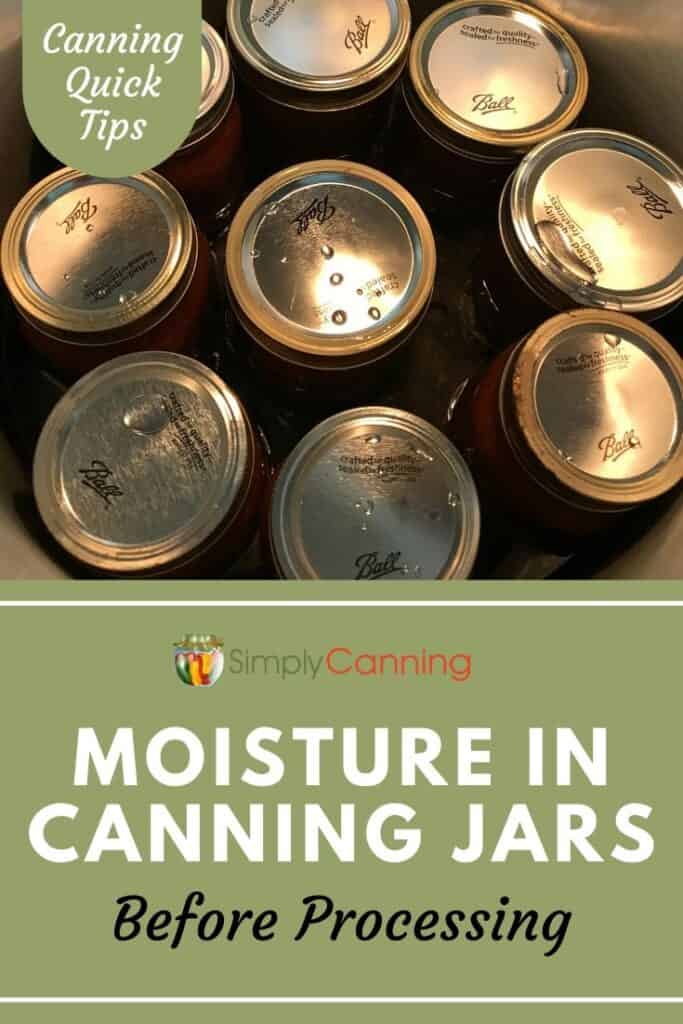
La stérilisation des aliments est une méthode essentielle pour préserver les denrées périssables tout en maintenant leurs qualités nutritionnelles et gustatives. Que ce soit pour les légumes, les fruits, les sauces ou les confitures, la stérilisation en bocaux est une technique largement utilisée dans les foyers et l’industrie agroalimentaire. Cependant, un problème fréquent et frustrant survient lorsque les bocaux s’ouvrent après la stérilisation. Ce phénomène peut compromettre la conservation des aliments et entraîner des risques sanitaires. Dans cet article, nous explorerons les causes possibles de ce problème, les méthodes pour le prévenir et les solutions à appliquer lorsque cela se produit.
1. COMPRENDRE LE PROCESSUS DE STERILISATION
Avant de plonger dans les raisons pour lesquelles les bocaux s’ouvrent après stérilisation, il est important de comprendre le processus de stérilisation lui-même. La stérilisation consiste à chauffer les aliments dans des bocaux hermétiques pour détruire les micro-organismes (bactéries, levures, moisissures) et les enzymes qui pourraient altérer les aliments. Ce processus permet de prolonger la durée de conservation des produits tout en préservant leur saveur et leur texture.
Les étapes clés de la stérilisation incluent :
Le nettoyage et la préparation des bocaux.
Le remplissage des bocaux avec les aliments.
L’élimination de l’air (sous vide ou par chauffage).
La fermeture hermétique des bocaux.
Le traitement thermique (stérilisation proprement dite).
Le refroidissement des bocaux.
Lorsque ces étapes sont correctement suivies, les bocaux devraient rester scellés pendant des mois, voire des années. Cependant, des erreurs dans l’une de ces étapes peuvent entraîner l’ouverture des bocaux.
2. POURQUOI LES BOCAUX S’OUVRENT-ILS APRES STERILISATION ?
Plusieurs facteurs peuvent expliquer pourquoi un bocal s’ouvre après la stérilisation. Voici les causes les plus courantes :
A. UNE MAUVAISE FERMETURE DU BOCAL
La fermeture hermétique est cruciale pour assurer la conservation des aliments. Si le couvercle n’est pas correctement positionné ou si le joint est endommagé, l’étanchéité du bocal ne sera pas garantie. Par exemple, un joint en caoutchouc fissuré ou un couvercle déformé peut empêcher une fermeture adéquate.
B. UN REMPLISSAGE INAPPROPRIE
Remplir les bocaux trop ou pas assez peut causer des problèmes. Un remplissage excessif peut empêcher la formation d’un vide d’air nécessaire à la conservation, tandis qu’un remplissage insuffisant peut laisser trop d’air à l’intérieur, favorisant la croissance de micro-organismes.
C. UN TRAITEMENT THERMIQUE INSUFFISANT
Si la température ou le temps de stérilisation n’est pas suffisant, les micro-organismes ne seront pas complètement éliminés. Ces micro-organismes peuvent alors produirent des gaz en se multipliant, ce qui augmente la pression à l’intérieur du bocal et peut provoquer son ouverture.
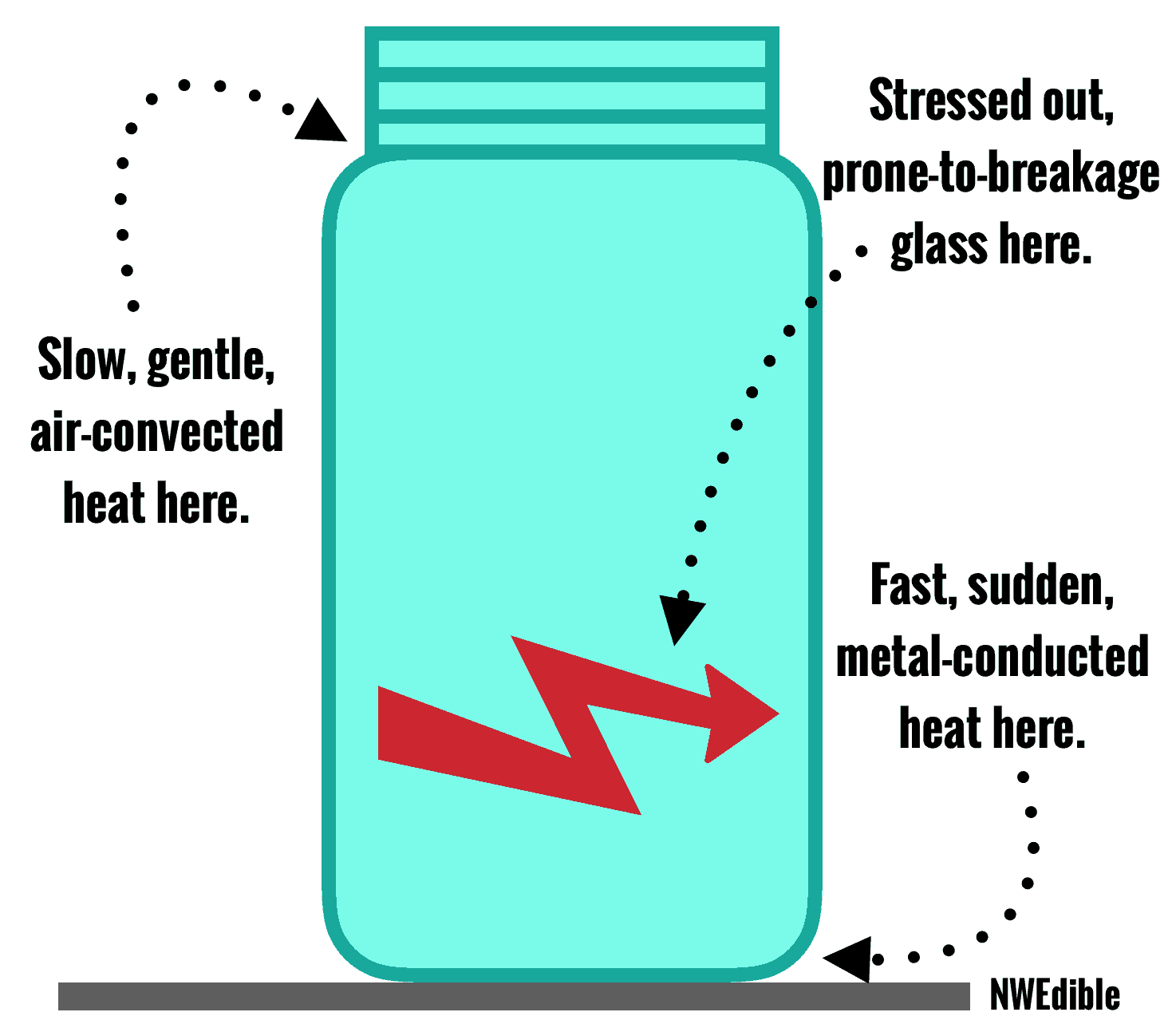
D. UN REFROIDISSEMENT TROP RAPIDE
Un refroidissement trop rapide après la stérilisation peut créer des chocs thermiques, endommageant les bocaux ou les couvercles. Cela peut également entraîner une perte d’étanchéité.
E. LA QUALITE DES BOCAUX ET DES COUVERCLES
L’utilisation de bocaux ou de couvercles de mauvaise qualité peut compromettre la stérilisation. Les bocaux fissurés ou les couvercles mal ajustés ne résisteront pas à la pression et à la chaleur du processus.
F. LA FORMATION DE GAZ PAR LES ALIMENTS
Certains aliments, comme les légumes fermentescibles (chou, cornichons), peuvent continuer à produire des gaz après la stérilisation. Ces gaz augmentent la pression à l’intérieur du bocal, ce qui peut provoquer son ouverture.
3. COMMENT PREVENIR L’OUVERTURE DES BOCAUX APRES STERILISATION ?
Pour éviter que les bocaux ne s’ouvrent après la stérilisation, il est essentiel de suivre des bonnes pratiques tout au long du processus. Voici quelques conseils :
a. Vérifier l’État des Bocaux et des Couvercles
Avant chaque utilisation, inspectez soigneusement les bocaux et les couvercles. Assurez-vous qu’ils ne présentent pas de fissures, de déformations ou de dommages. Remplacez les joints en caoutchouc usés ou endommagés.
b. Bien Remplir les Bocaux
Respectez les recommandations de remplissage. En général, il est conseillé de laisser un espace de 1 à 2 cm entre le niveau des aliments et le bord du bocal. Cet espace permet la formation d’un vide d’air nécessaire à la conservation.
c. Suivre les Temps et Températures de Stérilisation
Respectez scrupuleusement les temps et températures de stérilisation recommandés pour chaque type d’aliment. Utilisez un thermomètre et un minuteur pour garantir un traitement thermique adéquat.
d. Refroidir Progressivement
Après la stérilisation, laissez les bocaux refroidir lentement à température ambiante. Évitez de les exposer à des changements brusques de température, comme les placer directement dans de l’eau froide.
e. Utiliser des Bocaux et Couvercles de Qualité
Investissez dans des bocaux et des couvercles de haute qualité, spécialement conçus pour la stérilisation. Les marques réputées offrent une meilleure garantie d’étanchéité.
f. Éviter les Aliments Trop Fermentescibles
Si vous stérilisez des aliments susceptibles de produire des gaz, comme les cornichons ou la choucroute, assurez-vous de suivre des recettes spécifiques et d’utiliser des techniques adaptées (par exemple, l’ajout de vinaigre ou de sel).
4. QUE FAIRE SI UN BOCAL S’OUVRE APRES STERILISATION ?
Malgré toutes les précautions, il peut arriver qu’un bocal s’ouvre après la stérilisation. Voici les étapes à suivre dans ce cas :
a. Inspecter le Bocal
Vérifiez l’état du bocal et du couvercle. Si le joint est endommagé ou si le couvercle est déformé, il est préférable de jeter le contenu pour éviter tout risque d’intoxication alimentaire.
b. Sentir et Observer le Contenu
Si le bocal semble intact mais que vous avez un doute, ouvrez-le et inspectez le contenu. Une odeur désagréable, une couleur anormale ou la présence de bulles sont des signes que les aliments ne sont plus sûrs à consommer.
c. Consommer Rapidement ou Jeter
Si les aliments semblent normaux, consommez-les rapidement (dans les 24 à 48 heures) et conservez-les au réfrigérateur. En cas de doute, il est préférable de jeter le contenu pour éviter tout risque sanitaire.
d. Réutiliser le Bocal
Si le bocal et le couvercle sont en bon état, vous pouvez les réutiliser après un nettoyage minutieux. Assurez-vous de bien stériliser le bocal avant de l’utiliser à nouveau.
5. CONCLUSION
La stérilisation des aliments en bocaux est une méthode efficace pour préserver les denrées, mais elle nécessite une attention particulière aux détails. L’ouverture des bocaux après stérilisation est un problème courant, mais il peut être évité en suivant des bonnes pratiques et en utilisant du matériel de qualité. En cas de problème, il est essentiel d’agir rapidement pour éviter tout risque pour la santé. Avec les bonnes techniques et un peu de pratique, vous pourrez profiter de conserves maison sûres et délicieuses tout au long de l’année.
En résumé, la clé d’une stérilisation réussie réside dans la préparation minutieuse, le respect des temps et températures, et l’utilisation de matériel adapté. En suivant ces conseils, vous minimiserez les risques d’ouverture des bocaux et profiterez pleinement de vos conserves maison.
1. INTRODUCTION : L’IMPORTANCE CRITIQUE DU CONTRÔLE QUALITÉ EN STÉRILISATION
La stérilisation représente un processus fondamental dans le secteur médical, pharmaceutique et hospitalier, garantissant l’élimination complète de tous les micro-organismes viables, y compris les spores bactériennes les plus résistantes. Dans ce contexte, le contrôle qualité ne constitue pas seulement une exigence réglementaire, mais une nécessité absolue pour assurer la sécurité des patients et la conformité aux standards internationaux.
Les indicateurs de stérilisation constituent les outils de surveillance essentiels permettant de vérifier l’efficacité des processus de stérilisation. Ces dispositifs de contrôle offrent une assurance qualité objective en démontrant que les paramètres critiques (température, temps, pression, concentration d’agent stérilisant) ont été atteints et maintenus durant le cycle de stérilisation.
Contexte réglementaire : La norme ISO 17665:2024 établit les exigences fondamentales pour la validation et le contrôle de routine des processus de stérilisation, tandis que les normes ISO 11138 et ISO 11140 définissent les spécifications techniques des indicateurs biologiques et chimiques.
L’évolution technologique des méthodes de stérilisation (vapeur d’eau saturée, oxyde d’éthylène, plasma de peroxyde d’hydrogène, radiations ionisantes) nécessite une adaptation constante des systèmes de contrôle. Cette diversification impose une compréhension approfondie des différents types d’indicateurs et de leur application spécifique selon les procédés utilisés.
2. TYPOLOGIE DES INDICATEURS DE STÉRILISATION
2.1 CLASSIFICATION GÉNÉRALE DES INDICATEURS
Les indicateurs de stérilisation se répartissent en trois catégories principales, chacune offrant un niveau de contrôle complémentaire :
Type d’Indicateur
Principe de Fonctionnement
Temps de Réponse
Niveau de Sécurité
Indicateurs Physiques
Mesure des paramètres physiques (T°, P, temps)
Temps réel
Surveillance continue
Indicateurs Chimiques
Changement chimique visible
Immédiat
Contrôle des conditions
Indicateurs Biologiques
Inactivation de micro-organismes
24-72 heures
Confirmation stérilité
2.2 INDICATEURS PHYSIQUES : SURVEILLANCE EN TEMPS RÉEL
Les indicateurs physiques constituent la première ligne de contrôle, fournissant une surveillance continue des paramètres critiques du processus de stérilisation. Ces systèmes intégrés aux équipements comprennent :
Thermomètres et sondes de température : Mesure précise de la température dans la chambre de stérilisation avec une tolérance de ±0,5°C
Manomètres : Contrôle de la pression avec indication des variations et alarmes de seuil
Chronomètres intégrés : Comptabilisation exacte du temps d’exposition aux conditions stérilisantes
Capteurs de vide : Vérification de l’efficacité d’extraction de l’air dans les systèmes prévide
Limite importante : Les indicateurs physiques ne garantissent pas que les conditions stérilisantes ont effectivement pénétré dans tous les emballages et dispositifs, d’où la nécessité des indicateurs chimiques et biologiques.
3.
INDICATEURS CHIMIQUES : CLASSIFICATION ISO 11140
3.1 VUE D’ENSEMBLE DES 6 CLASSES D’INDICATEURS CHIMIQUES
La norme ISO 11140-1:2014 établit une classification en 6 classes distinctes, chaque classe répondant à des exigences de performance spécifiques et des applications cliniques définies :
Classe
Dénomination
Fonction Principale
Variables Surveillées
Application Typique
Classe 1
Indicateurs de Procédé
Différenciation traité/non traité
1 variable
Identification des charges
Classe 2
Indicateurs d’Usage Spécifique
Tests particuliers
1 variable
Test Bowie-Dick
Classe 3
Indicateurs à Variable Unique
Surveillance d’un paramètre
1 variable critique
Contrôle température
Classe 4
Indicateurs Multi-Variables
Surveillance de 2+ paramètres
2 ou plusieurs
Surveillance T° + temps
Classe 5
Indicateurs Intégrateurs
Simulation charge réelle
Toutes variables
Libération paramétrique
Classe 6
Indicateurs Émulateurs
Réponse définie cycle
Toutes variables
Cycles courts/spéciaux
3.2 INDICATEURS DE CLASSE 1 : INDICATEURS DE PROCÉDÉ
Les indicateurs de Classe 1 représentent le niveau le plus basique de surveillance chimique. Leur fonction principale consiste à distinguer visuellement les articles qui ont été soumis à un processus de stérilisation de ceux qui ne l’ont pas été.
CARACTÉRISTIQUES TECHNIQUES :
Changement de couleur irréversible en présence d’un seul paramètre (généralement la température)
Réaction rapide dès l’exposition aux conditions minimales du procédé
Aucune corrélation avec l’efficacité stérilisante réelle
Utilisation obligatoire sur tous les emballages selon les bonnes pratiques
3.3 INDICATEURS DE CLASSE 2 : INDICATEURS D’USAGE SPÉCIFIQUE
Conçus pour des tests de performance spécifiques, les indicateurs de Classe 2 sont principalement utilisés dans les tests de qualification des équipements, notamment le célèbre test Bowie-Dick.
Test Bowie-Dick : Test quotidien obligatoire pour les autoclaves à prévide, utilisant un indicateur de Classe 2 pour détecter la présence d’air résiduel dans la chambre de stérilisation.
3.4 INDICATEURS DE CLASSE 3 : SURVEILLANCE À VARIABLE UNIQUE
Ces indicateurs réagissent à une seule variable critique du processus de stérilisation, généralement la température, avec un seuil de réaction préalablement défini.
APPLICATIONS SPÉCIFIQUES :
Surveillance de la température dans des zones critiques
Vérification de l’atteinte du seuil minimal de stérilisation
Contrôle de processus avec paramètres variables
3.5 INDICATEURS DE CLASSE 4 : SURVEILLANCE MULTI-VARIABLES
Les indicateurs de Classe 4 constituent une avancée significative en surveillant simultanément au moins deux paramètres critiques, typiquement la température et le temps d’exposition.
AVANTAGES OPÉRATIONNELS :
Meilleure corrélation avec les conditions stérilisantes effectives
Réduction des faux positifs par rapport aux classes inférieures
Utilisation recommandée pour les charges courantes
Disponibilité pour différents cycles de stérilisation
3.6 INDICATEURS DE CLASSE 5 : INDICATEURS INTÉGRATEURS
Les indicateurs de Classe 5 représentent le niveau le plus sophistiqué de surveillance chimique, intégrant l’ensemble des paramètres critiques du processus de stérilisation.
Principe de fonctionnement : Ces indicateurs présentent une cinétique de réaction similaire à celle de la destruction des micro-organismes, offrant ainsi une corrélation directe avec l’efficacité stérilisante du processus.
Paramètre Intégré
Rôle dans la Stérilisation
Plage de Surveillance
Température
Facteur létal principal
121°C – 134°C
Temps
Durée d’exposition
3 – 60 minutes
Vapeur saturée
Agent stérilisant
Qualité vapeur
3.7 INDICATEURS DE CLASSE 6 : INDICATEURS ÉMULATEURS
Les indicateurs de Classe 6 sont spécialement conçus pour répondre à des valeurs définies de tous les paramètres critiques d’un cycle de stérilisation spécifique.
APPLICATIONS SPÉCIALISÉES :
Cycles de stérilisation rapide (flash sterilization)
Processus à basse température
Cycles d’urgence avec paramètres adaptés
Validation de nouveaux procédés
4. INDICATEURS BIOLOGIQUES : RÉFÉRENCE ABSOLUE DE STÉRILITÉ
4.1 PRINCIPE FONDAMENTAL DES INDICATEURS BIOLOGIQUES
Les indicateurs biologiques (IB) constituent la référence absolue en matière de contrôle de stérilisation, utilisant des micro-organismes vivants présentant une résistance connue et supérieure à celle de la biocharge naturelle.
Définition ISO 11138-1 : Système d’essai contenant des micro-organismes viables de résistance définie au processus de stérilisation à contrôler.
4.2 MICRO-ORGANISMES DE RÉFÉRENCE PAR PROCÉDÉ
Procédé de Stérilisation
Micro-organisme de Référence
Population Standard
Valeur D de Référence
Vapeur saturée
Geobacillus stearothermophilus
10⁵ – 10⁶ UFC
D₁₂₁°C = 1,5 – 2,5 min
Chaleur sèche
Bacillus atrophaeus
10⁵ – 10⁶ UFC
D₁₆₀°C = 2,5 – 5,0 min
Oxyde d’éthylène
Bacillus atrophaeus
10⁵ – 10⁶ UFC
Variable selon conditions
Peroxyde d’hydrogène
Geobacillus stearothermophilus
10⁵ – 10⁶ UFC
Spécifique au cycle
4.3 SYSTÈMES D’INCUBATION ET LECTURE
Les indicateurs biologiques nécessitent une incubation post-stérilisation dans des conditions optimales de croissance microbienne :
Température d’incubation : 55-60°C pour G. stearothermophilus, 35-37°C pour B. atrophaeus
Durée d’incubation : 24 à 72 heures selon le type d’indicateur
Lecture des résultats : Changement de couleur du milieu de culture (virage pH) ou croissance visible
4.4 SYSTÈMES DE LECTURE RAPIDE
Les technologies modernes proposent des systèmes de lecture enzymatique permettant une détection précoce de la viabilité microbienne :
Détection enzymatique : Recherche d’enzymes spécifiques (α-glucosidase) en 1-3 heures
Fluorescence : Substrats fluorogéniques pour lecture automatisée
Systèmes intégrés : Incubateurs-lecteurs automatiques avec traçabilité
5. TESTS DE CONTRÔLE QUALITÉ SPÉCIALISÉS
5.1 TEST BOWIE-DICK : ÉVALUATION DE L’ÉLIMINATION DE L’AIR
Le test Bowie-Dick constitue un contrôle quotidien obligatoire pour tous les stérilisateurs à prévide, évaluant la capacité d’élimination de l’air résiduel de la chambre de stérilisation.
Principe physique : L’air résiduel, moins dense que la vapeur, peut créer des poches froides empêchant la pénétration de la vapeur stérilisante et compromettant l’efficacité du processus.
PROTOCOLE STANDARD DU TEST :
Utilisation d’un autoclave froid et vide
Placement du paquet test Bowie-Dick au centre de la chambre
Exécution du cycle test standard (134°C, 3,5 minutes)
Évaluation immédiate du changement de couleur de l’indicateur
5.2 TEST D’ÉTANCHÉITÉ (VACUUM LEAK TEST)
Complémentaire au test Bowie-Dick, le test d’étanchéité vérifie l’intégrité du système de vide et l’absence de fuites d’air parasite.
Paramètre
Valeur de Référence
Critère d’Acceptation
Pression initiale
≤ 20 mbar
Vide initial satisfaisant
Remontée de pression
≤ 10 mbar en 10 min
Étanchéité acceptable
Temps de stabilisation
≤ 5 minutes
Système performant
5.3 TEST DE PÉNÉTRATION DE LA VAPEUR
Ce test évalue la capacité de la vapeur à pénétrer dans des charges poreuses ou des emballages complexes, utilisant des indicateurs chimiques ou biologiques placés dans des configurations standardisées.
6. NORMES ISO APPLICABLES ET EXIGENCES RÉGLEMENTAIRES
6.1 CADRE NORMATIF INTERNATIONAL
Norme ISO
Titre
Domaine d’Application
ISO 17665:2024
Stérilisation des produits de santé – Vapeur d’eau
Exigences générales stérilisation vapeur
ISO 11138-1:2017
Indicateurs biologiques – Exigences générales
Spécifications indicateurs biologiques
ISO 11140-1:2014
Indicateurs chimiques – Exigences générales
Classification et performance chimique
ISO 11140-3:2007
Indicateurs de Classe 2 – Test Bowie-Dick
Spécifications test Bowie-Dick
ISO 15883:2024
Désinfecteurs laveurs
Validation et contrôle de routine
6.2 Exigences de Traçabilité et Documentation
Les normes imposent une documentation exhaustive des contrôles de stérilisation :
Enregistrement des paramètres : Conservation des données physiques de chaque cycle
Archivage des indicateurs : Stockage des indicateurs chimiques et biologiques utilisés
Traçabilité des charges : Identification de tous les articles stérilisés
Maintenance préventive : Planification et exécution des maintenances équipements
7. PROTOCOLES DE SURVEILLANCE ET VALIDATION
7.1 STRATÉGIE DE CONTRÔLE MULTI-NIVEAUX
Une surveillance efficace combine l’utilisation coordonnée des trois types d’indicateurs selon un protocole structuré :
Approche stratifiée : Indicateurs physiques (100% des cycles) + Indicateurs chimiques (100% des charges) + Indicateurs biologiques (fréquence définie selon le risque)
7.2 Fréquences de Contrôle Recommandées
Type de Contrôle
Fréquence Routine
Fréquence Qualification
Cas Particuliers
Test Bowie-Dick
Quotidien
3 tests consécutifs
Après maintenance
Indicateurs biologiques
Hebdomadaire minimum
Validation complète
Charges critiques
Test d’étanchéité
Hebdomadaire
Installation/qualification
Suspicion de fuite
Étalonnage sondes
Annuel
Installation
Après réparation
7.3 VALIDATION DES PROCESSUS DE STÉRILISATION
La validation constitue un processus documenté permettant de démontrer qu’un processus de stérilisation, exécuté conformément à ses spécifications, produit de manière reproductible des articles répondant aux spécifications prédéterminées.
Étapes de validation :
Qualification de conception (DQ) : Vérification de la conformité de l’équipement aux spécifications
Qualification d’installation (IQ) : Vérification de l’installation conforme aux spécifications
Qualification opérationnelle (OQ) : Démonstration du fonctionnement dans les plages spécifiées
Qualification de performance (PQ) : Validation avec des charges représentatives
8. BONNES PRATIQUES ET RECOMMANDATIONS PROFESSIONNELLES
8.1 GESTION DES NON-CONFORMITÉS
La détection d’une non-conformité lors des contrôles impose un protocole d’action immédiat :
Procédure d’urgence : Arrêt immédiat de l’utilisation de l’équipement, quarantaine des charges suspectes, investigation des causes, actions correctives avant remise en service.
8.2 FORMATION DU PERSONNEL
La compétence du personnel constitue un facteur critique de la qualité du contrôle :
Formation initiale : Bases théoriques et pratiques de la stérilisation et du contrôle qualité
Formation continue : Mise à jour des connaissances et évolution des technologies
Évaluation périodique : Vérification des compétences et recyclage si nécessaire
Habilitation : Autorisation formelle d’exécuter les contrôles critiques
8.3 OPTIMISATION DES COÛTS DE CONTRÔLE
Une approche basée sur l’analyse de risque permet d’optimiser les ressources consacrées au contrôle qualité :
Niveau de Risque
Type d’Articles
Stratégie de Contrôle
Critique
Implants, dispositifs invasifs
IB systématique + IC Classe 5/6
Élevé
Instruments chirurgicaux
IC Classe 4/5 + IB périodique
Modéré
Matériel standard
IC Classe 1/4 + IB de routine
8.4 ÉVOLUTION TECHNOLOGIQUE ET PERSPECTIVES
Les technologies émergentes transforment progressivement les pratiques de contrôle qualité en stérilisation :
IoT et connectivité : Surveillance en temps réel et télémaintenance des équipements
Intelligence artificielle : Analyse prédictive des données de stérilisation et maintenance préventive
Blockchain : Traçabilité inaltérable des processus et authentification des résultats
Capteurs miniaturisés : Surveillance multi-points dans les charges complexes
CONCLUSION
Le contrôle qualité en stérilisation constitue un système complexe intégrant des technologies complémentaires, des normes évolutives et des exigences réglementaires strictes. La maîtrise des indicateurs de stérilisation, de leur classification et de leur utilisation appropriée représente un enjeu majeur pour garantir la sécurité des patients et la conformité réglementaire des établissements de santé.
L’évolution continue des technologies de stérilisation et des méthodes de contrôle impose une veille technologique permanente et une adaptation constante des pratiques professionnelles. Seule une approche scientifique rigoureuse, soutenue par une formation appropriée du personnel et une documentation exhaustive, peut garantir l’efficacité des processus de stérilisation dans l’environnement médical moderne.
La combinaison judicieuse des indicateurs physiques, chimiques et biologiques, selon les protocoles définis par les normes internationales, constitue la base d’un système de qualité robuste et fiable, essentiel à la pratique médicale contemporaine.
Analyse comparative technique : Emballage vs Non-emballage
Document technique pour professionnels de la stérilisation médicale
1. INTRODUCTION
La stérilisation des instruments médicaux par vapeur haute pression constitue l’une des méthodes les plus fiables et largement utilisées dans les établissements de santé. Cependant, une question fondamentale se pose régulièrement aux professionnels de la stérilisation : faut-il systématiquement emballer les instruments avant leur passage en autoclave ?
Cette interrogation, apparemment simple, implique en réalité une analyse complexe prenant en compte de multiples facteurs : efficacité stérilisante, conservation de la stérilité, contraintes économiques, normes réglementaires et conditions d’utilisation. La réponse n’est pas univoque et dépend largement du contexte d’application, de la nature des instruments et des exigences de l’établissement.
Sachets de stérilisation auto-scellants pour instruments médicaux
L’emballage des instruments présente des avantages indéniables en termes de conservation de la stérilité et de traçabilité, mais génère également des coûts supplémentaires et peut parfois compromettre l’efficacité du processus de stérilisation. À l’inverse, la stérilisation non emballée offre une efficacité maximale et des économies substantielles, mais impose une utilisation immédiate des instruments stérilisés.
Ce document technique propose une analyse comparative approfondie des deux approches, basée sur les dernières évolutions normatives, les retours d’expérience terrain et les recommandations des organismes de référence en matière de stérilisation.
2. RAPPEL RÉGLEMENTAIRE ET NORMATIF
2.1 CADRE NORMATIF EUROPÉEN
La stérilisation des dispositifs médicaux est encadrée par un ensemble de normes européennes harmonisées qui définissent les exigences techniques et les bonnes pratiques :
EN ISO 17665-1:2024 : Stérilisation des produits de santé – Chaleur humide – Partie 1 : Exigences pour le développement, la validation et le contrôle de routine d’un procédé de stérilisation pour dispositifs médicaux
EN ISO 17665-2:2009 : Partie 2 : Directives relatives à l’application de l’ISO 17665-1
Série EN 868 : Emballages pour dispositifs médicaux devant être stérilisés au stade terminal
EN ISO 11607-1 et 11607-2 : Emballages pour dispositifs médicaux stérilisés au stade terminal
2.2 EXIGENCES SPÉCIFIQUES SELON LES NORMES EN 868
La série de normes EN 868 établit les exigences relatives aux matériaux et systèmes d’emballage :
EN 868-2 : Feuilles de stérilisation
EN 868-3 : Sachets en papier
EN 868-4 : Sachets en papier et film plastique
EN 868-5 : Sachets et gaines en papier et film plastique soudables à chaud
EN 868-8 : Conteneurs réutilisables de stérilisation
Ces normes précisent que l’emballage doit permettre la pénétration de l’agent stérilisant tout en maintenant la stérilité après le processus. Elles définissent également les critères de performance en termes de résistance, perméabilité et intégrité du système de barrière stérile.
Papier de conditionnement médical conforme aux normes EN 868
2.3 CLASSIFICATION DES DISPOSITIFS MÉDICAUX
Les exigences d’emballage varient selon la classification des dispositifs médicaux :
Dispositifs critiques : Instruments pénétrant dans des zones stériles (instruments chirurgicaux, implants)
Dispositifs semi-critiques : Contact avec muqueuses ou peau lésée (endoscopes, spéculums)
Dispositifs non critiques : Contact avec peau saine (stéthoscopes, brassards de tensiomètre)
3. EMBALLAGE DES INSTRUMENTS : AVANTAGES ET TECHNIQUES
3.1 PRINCIPE ET OBJECTIFS DE L’EMBALLAGE
L’emballage des instruments avant stérilisation vise à créer un système de barrière stérile permettant de maintenir la stérilité des dispositifs médicaux depuis la fin du processus de stérilisation jusqu’à leur utilisation. Ce conditionnement doit répondre à un double impératif : permettre la pénétration de l’agent stérilisant pendant le cycle et empêcher la recontamination ultérieure.
Sachets de stérilisation auto-scellants avec indicateurs de passage
3.2 TYPES D’EMBALLAGES DISPONIBLES
Le marché propose diverses solutions d’emballage adaptées aux différents types d’instruments et contraintes opérationnelles :
Sachets auto-scellants : Solution la plus courante, combinant papier médical et film plastique transparent
Gaines thermosoudables : Rouleaux permettant l’adaptation à différentes tailles d’instruments
Feuilles de stérilisation : Papiers spéciaux pour l’emballage de plateaux ou instruments volumineux
Conteneurs rigides : Solutions réutilisables pour instruments lourds ou ensembles complexes
Textiles non tissés SMS : Matériaux souples haute performance pour emballage de grands volumes
✓ AVANTAGES DE L’EMBALLAGE
Conservation prolongée de la stérilité (jusqu’à 6 mois selon conditions)
Protection contre la recontamination
Traçabilité et identification facilitées
Indicateurs de passage intégrés
Stockage sécurisé possible
Transport en toute sécurité
Conformité aux exigences d’accréditation
✗ INCONVÉNIENTS DE L’EMBALLAGE
Coût supplémentaire non négligeable
Temps de conditionnement accru
Risque d’emballage défaillant
Déchets supplémentaires générés
Possible altération de l’efficacité stérilisante
Nécessité de formation du personnel
Espace de stockage requis
3.3 CRITÈRES DE SÉLECTION DES EMBALLAGES
Le choix de l’emballage approprié dépend de plusieurs facteurs techniques :
Critère
Exigence technique
Impact sur la stérilisation
Perméabilité à la vapeur
Permettre pénétration uniforme
Essentiel pour efficacité
Résistance mécanique
Maintenir intégrité du système
Éviter perforations/déchirures
Compatibilité thermique
Résister aux températures du cycle
Éviter dégradation/fusion
Propriétés barrières
Empêcher recontamination
Maintenir stérilité
Facilité d’ouverture
Ouverture aseptique possible
Éviter contamination à l’usage
Rouleaux de stérilisation pour conditionnement personnalisé des instruments
4. STÉRILISATION NON EMBALLÉE : AVANTAGES ET LIMITES
4.1 PRINCIPE DE LA STÉRILISATION NON EMBALLÉE
La stérilisation non emballée, également appelée « stérilisation rapide » ou « flash sterilization », consiste à traiter les instruments directement dans l’autoclave sans conditionnement préalable. Cette méthode privilégie l’efficacité maximale du processus stérilisant au détriment de la conservation de la stérilité.
Cette approche trouve sa justification dans certains contextes spécifiques où la rapidité d’exécution et l’efficacité stérilisante priment sur la conservation à long terme. Elle est particulièrement adaptée aux instruments à usage immédiat ou aux situations d’urgence.
Autoclave de paillasse pour stérilisation d’instruments non emballés
4.2 CONTEXTES D’APPLICATION PRIVILÉGIÉS
La stérilisation non emballée trouve ses principales applications dans :
Cabinets dentaires : Instruments à rotation rapide nécessitant plusieurs cycles par jour
Salons d’esthétique : Outils de manucure, pédicure utilisés immédiatement
Laboratoires : Verrerie et instruments de recherche
Urgences médicales : Situations nécessitant une disponibilité immédiate
Petites structures : Optimisation des ressources et du temps
✓ AVANTAGES DE LA STÉRILISATION NON EMBALLÉE
Efficacité stérilisante maximale (contact direct vapeur/instruments)
Économies substantielles sur les consommables
Cycles de stérilisation plus rapides
Réduction des déchets d’emballage
Simplification du processus opératoire
Élimination du risque d’emballage défaillant
Séchage plus efficace des instruments
✗ Limites de la stérilisation non emballée
Utilisation immédiate obligatoire (pas de stockage)
Risque de recontamination lors de la manipulation
Absence de traçabilité individuelle
Inadaptée aux instruments complexes ou fragiles
Contraintes logistiques importantes
Non-conformité à certaines exigences d’accréditation
Limitation aux établissements de petite taille
4.3 Exigences techniques spécifiques
La stérilisation non emballée impose des contraintes techniques particulières :
Paramètres de stérilisation renforcés :
Température : 134°C minimum (vs 121°C pour emballé)
Temps de maintien : ajusté selon la charge et la géométrie des instruments
Qualité de la vapeur : contrôle strict de la teneur en air non condensable
Séchage : phase prolongée pour éliminer toute humidité résiduelle
Stérilisateur à vapeur pour applications hospitalières avec instruments non emballés
4.4 Protocoles de manipulation post-stérilisation
La manipulation des instruments stérilisés non emballés exige des protocoles stricts :
Transfer aseptique : Utilisation d’instruments stériles pour la manipulation
Contenants stériles : Récipients préalablement stérilisés pour le transport
Délai d’utilisation : Maximum 1 heure après fin de cycle en conditions contrôlées
Environnement maîtrisé : Zone de manipulation propre et désinfectée
Personnel qualifié : Formation spécifique aux techniques aseptiques
5. ANALYSE COMPARATIVE TECHNIQUE
5.1 Efficacité stérilisante comparative
L’efficacité stérilisante dépend de la capacité de l’agent stérilisant à atteindre toutes les surfaces des instruments. Cette analyse compare les performances de chaque méthode selon différents critères techniques.
Critère d’évaluation
Stérilisation emballée
Stérilisation non emballée
Avantage
Pénétration de la vapeur
Retardée par l’emballage
Immédiate et directe
Non emballée
Homogénéité thermique
Gradient thermique possible
Uniformité optimale
Non emballée
Élimination de l’air
Poches d’air dans emballage
Évacuation complète
Non emballée
Temps de cycle
Prolongé (pénétration)
Optimisé
Non emballée
Séchage final
Complexifié par emballage
Direct et efficace
Non emballée
Contrôle du processus
Masqué par emballage
Direct et visible
Non emballée
5.2 Analyse économique comparative
L’impact économique des deux approches varie significativement selon l’échelle et le type d’activité :
Contrôle qualité renforcé → Indicateurs de passage nécessaires
Audit externe régulier → Justification des choix techniques
Accréditation COFRAC :
Documentation exhaustive des processus
Validation des méthodes alternatives
Évaluation des risques systématique
6.3 Analyse des risques opérationnels
L’évaluation des risques doit intégrer les aspects suivants :
Risque infectieux : Probabilité de contamination croisée
Risque économique : Impact financier des dysfonctionnements
Risque réglementaire : Non-conformité aux exigences
Risque opérationnel : Rupture d’approvisionnement en instruments stériles
Risque technique : Défaillance d’équipement ou de processus
7. RECOMMANDATIONS PRATIQUES
7.1 Approche décisionnelle structurée
La décision d’emballer ou non les instruments doit suivre une démarche méthodique basée sur l’analyse de l’ensemble des paramètres opérationnels :
Méthodologie de décision en 5 étapes :
Évaluation du contexte : Type d’activité, volume, contraintes réglementaires
Analyse économique : Coûts directs et indirects, retour sur investissement
Évaluation des risques : Cartographie des risques selon chaque approche
Test pilote : Expérimentation sur échantillon représentatif
Déploiement et monitoring : Mise en œuvre progressive avec indicateurs de suivi
7.2 Recommandations spécifiques par secteur
7.2.1 Secteur hospitalier
Recommandation : Emballage systématique
Exigences de traçabilité et de sécurité prévalentes
Volumes importants justifiant l’investissement
Nécessité de stocks de sécurité
Contraintes réglementaires strictes
7.2.2 Cabinets dentaires
Recommandation : Non-emballage privilégié
Rotation rapide des instruments (plusieurs cycles/jour)
Utilisation immédiate systématique
Économies substantielles sur petits volumes
Efficacité stérilisante optimisée
Emballage de stérilisation bicolore thermosoudé pour instruments complexes
7.2.3 Centres esthétiques et spas
Recommandation : Approche mixte
Instruments de base : non-emballage (utilisation immédiate)
Instruments spécialisés : emballage (usage moins fréquent)
Adaptation selon la fréquence d’utilisation
7.3 Mise en œuvre opérationnelle
7.3.1 Formation du personnel
La réussite de l’implémentation nécessite une formation adaptée :
Emballage : Techniques de conditionnement, sélection des matériaux, contrôle qualité
Non-emballage : Manipulation aseptique, protocoles de transfert, gestion des délais
Commun : Principes de stérilisation, indicateurs biologiques, traçabilité
7.3.2 Procédures opérationnelles standardisées
Développement de protocoles détaillés couvrant :
Préparation et tri des instruments
Techniques de conditionnement ou de chargement
Paramètres de stérilisation adaptés
Contrôles qualité systématiques
Stockage ou utilisation immédiate
Traçabilité et documentation
7.4 Indicateurs de suivi et d’amélioration
Mise en place d’un système de monitoring basé sur des indicateurs clés :
Indicateur
Méthode de mesure
Objectif cible
Efficacité stérilisante
Tests biologiques mensuels
100% de réussite
Coût par instrument
Comptabilité analytique
Optimisation continue
Délai de disponibilité
Chronométrage des cycles
Selon exigences métier
Taux de non-conformité
Audit qualité interne
< 1%
Satisfaction utilisateurs
Enquête semestrielle
> 85%
8. CONCLUSION
Synthèse des recommandations
La question de l’emballage des instruments avant stérilisation vapeur ne peut recevoir de réponse univoque. L’analyse comparative révèle que chaque approche présente des avantages spécifiques selon le contexte d’application.
L’emballage s’impose dans les structures importantes nécessitant une gestion industrielle, des stocks de sécurité et une traçabilité poussée. Les établissements hospitaliers, les centres de soins complexes et les structures soumises à des exigences d’accréditation strictes trouvent dans cette approche la garantie de conformité réglementaire et de sécurité sanitaire optimale.
La stérilisation non emballée se révèle particulièrement adaptée aux petites structures privilégiant l’efficacité économique et technique, avec une utilisation immédiate des instruments. Les cabinets dentaires, centres esthétiques et petits laboratoires peuvent ainsi optimiser leurs processus tout en maintenant un niveau de sécurité élevé.
L’approche mixte constitue souvent la solution la plus pragmatique, permettant d’adapter la stratégie selon le type d’instrument, la fréquence d’utilisation et les contraintes spécifiques de chaque activité.
Perspectives d’évolution
L’évolution des technologies de stérilisation et des matériaux d’emballage ouvre de nouvelles perspectives :
Emballages intelligents : Intégration de capteurs permettant un suivi en temps réel de l’intégrité du système de barrière stérile
Matériaux biodégradables : Développement d’emballages éco-responsables sans compromise sur les performances
Automatisation : Solutions robotisées de conditionnement réduisant les coûts de main-d’œuvre
Traçabilité digitale : Puces RFID et codes QR pour un suivi exhaustif des instruments
Recommandations finales
La décision d’emballer ou non les instruments doit s’appuyer sur une analyse rigoureuse intégrant l’ensemble des paramètres techniques, économiques, réglementaires et opérationnels. Cette décision, loin d’être définitive, doit faire l’objet d’une réévaluation périodique en fonction de l’évolution des contraintes et des technologies disponibles.
La formation continue du personnel, la mise en place d’indicateurs de suivi pertinents et l’adaptation constante des procédures constituent les clés du succès, quelle que soit l’approche retenue.
Points clés à retenir :
Analyse contextuelle préalable indispensable
Pas de solution universelle : adaptation selon l’usage
Formation du personnel critique pour le succès
Monitoring continu et amélioration des processus
Réévaluation périodique des choix techniques
L’excellence en stérilisation résulte de la maîtrise technique combinée à une approche pragmatique adaptée aux spécificités de chaque établissement. L’emballage ou le non-emballage ne constituent que des outils au service d’un objectif commun : garantir la sécurité sanitaire optimale dans le respect des contraintes opérationnelles et économiques.
AUTOCLAVE CLASSE NAUTOCLAVE CLASSE B 22 L AVEC PORT USB ET IMPRIMANTE INTEGREE
AUTOCLAVE CLASSE S
Les autoclaves sont utilisés pour stériliser des instruments et du matériel médicaux en utilisant de la vapeur saturée sous pression. Le choix du type d’autoclave dépend des matériaux que vous devez stériliser. Voici un aperçu des principales différences entre les autoclaves de classe N, S et B :
CLASSE N
Signification du N : « Nu » – convient aux produits solides non emballés
Fonctionnement : utilise la vapeur pour stériliser, mais n’a pas de système de vide efficace pour éliminer l’air avant la stérilisation.
Charge : Adapté aux instruments solides simples et non emballés. Ne convient pas aux matériaux poreux, creux ou emballés dans des sachets.
Avantages : Généralement moins chers que les autoclaves de classe S et B.
Inconvénients : Moins polyvalents et moins sûrs pour certains types de charge. Mauvais séchage.
CLASSE S (SEMI-AUTOMATIQUE)
Fonctionnement : Utilise une pompe à vide pour éliminer une partie de l’air avant la stérilisation, mais moins efficace qu’un autoclave de classe B.
Charge : Peut stériliser des instruments emballés simples, multicouches et plus volumineux que les N. Peut ne pas convenir aux charges les plus complexes.
Avantages : Plus polyvalent qu’un N, mais généralement moins cher qu’un B.
Inconvénients : Moins efficace pour les charges complexes que le B. Séchage parfois limité.
CLASSE B (AVANT-VIDE FRACTIONNE)
Fonctionnement : Utilise une pompe à vide puissante pour éliminer la quasi-totalité de l’air de la chambre avant la stérilisation, garantissant une pénétration efficace de la vapeur.
Charge : Le plus polyvalent – peut stériliser une large gamme de matériaux, y compris les instruments complexes, creux, poreux et emballés.
Avantages : Offre le niveau de stérilisation le plus fiable et le plus sûr pour une large gamme de charges. Généralement dispose de programmes de séchage plus efficaces.
Inconvénients : Généralement plus chers que les autoclaves de classe N et S.
En résumé
Pour les instruments solides simples et non emballés, un autoclave de classe N peut suffire.
Si vous avez besoin de stériliser des instruments emballés ou des charges plus complexes, un S ou un B pourrait être nécessaire.
Pour une stérilisation polyvalente et la meilleure sécurité, optez pour un autoclave de classe B.
LES AUTOCLAVES DE CLASSE B, N ET S SONT DES DISPOSITIFS DE STERILISATION UTILISES DANS LES ENVIRONNEMENTS MEDICAUX ET DENTAIRES. VOICI LES PRINCIPALES DIFFERENCES ENTRE EUX :
Classe B :
Conforme aux normes les plus strictes, notamment EN 13060 et ISO 13485.
Capable de stériliser une large gamme d’instruments, y compris les charges creuses et poreuses.
Utilise une combinaison de vapeur et de vide pour éliminer l’air et assurer une stérilisation efficace.
Convient aux instruments emballés et non emballés.
Classe N :
Conçu pour des applications spécifiques, généralement dans les cabinets dentaires et les cliniques où la charge n’est pas très exigeante.
Utilise uniquement de la vapeur pour la stérilisation, sans vide.
Convient principalement aux instruments solides non emballés.
Classe S :
Offre des performances similaires à la classe N, mais avec une conception plus compacte et moins coûteuse.
Convient aux instruments solides non emballés dans des environnements où la charge de travail est plus légère.
Utilise uniquement de la vapeur pour la stérilisation, sans vide.
En résumé, la principale différence réside dans les normes de stérilisation respectées, les méthodes de stérilisation utilisées et les types d’instruments qu’ils peuvent traiter.
AUTOCLAVE CLASSE B VS STERILISATEUR AIR SEC : GUIDE TECHNIQUE COMPARATIF POUR LES PROFESSIONNELS DE SANTE
Dans le domaine médical, la stérilisation des instruments représente un enjeu critique pour la sécurité des patients et la prévention des infections nosocomiales. Face à la diversité des équipements disponibles, les professionnels de santé doivent choisir entre différentes technologies de stérilisation, chacune présentant des caractéristiques spécifiques.
Deux technologies se distinguent particulièrement : les autoclaves Classe B, conformes à la norme EN 13060, et les stérilisateurs à air sec (chaleur sèche). Ces équipements, bien qu’ayant le même objectif de destruction des micro-organismes pathogènes, utilisent des principes physiques différents et présentent des avantages distincts selon les applications.
Cet article propose une analyse technique approfondie de ces deux systèmes, en examinant leurs principes de fonctionnement, leurs performances, leurs coûts d’exploitation et leurs domaines d’application optimaux. Cette comparaison permettra aux professionnels de santé, responsables d’équipements médicaux et gestionnaires d’établissements de faire un choix éclairé selon leurs besoins spécifiques.
Autoclave Classe B de dernière génération avec système de pré-vide avancé
L’AUTOCLAVE CLASSE B : LE STANDARD DE RÉFÉRENCE
PRINCIPE DE FONCTIONNEMENT
L’autoclave Classe B représente le niveau le plus élevé de performance selon la norme EN 13060. Son principe repose sur l’utilisation de vapeur d’eau saturée sous pression, combinée à un système de vide fractionné qui garantit l’élimination quasi-totale de l’air présent dans la chambre de stérilisation.
Le processus débute par une phase de pré-vide où une pompe à vide effectue plusieurs cycles d’extraction d’air. Typiquement, trois impulsions successives permettent d’extraire plus de 99% de l’air initial. La première impulsion retire environ 80% de l’air, la seconde élimine 80% des 20% restants (laissant 4%), et la troisième impulsion réduit ce pourcentage à moins de 1%.
Cette élimination quasi-complète de l’air présente un avantage décisif : elle élimine les poches d’air qui pourraient empêcher la vapeur d’atteindre toutes les surfaces à stériliser. La vapeur peut ainsi pénétrer efficacement dans les cavités, les lumens d’instruments creux et les emballages poreux.
SPÉCIFICATIONS TECHNIQUES DES AUTOCLAVES CLASSE B
Températures de stérilisation : 121°C ou 134°C
Pression de fonctionnement : 1,1 à 2,1 bars
Niveau de vide : Supérieur à 99% d’extraction d’air
Temps de stérilisation : 3 à 15 minutes selon la température
Capacité : De 12 à 29 litres pour les modèles de paillasse
Phase de séchage : Post-vide avec séchage complet
CYCLES DE STÉRILISATION
Les autoclaves Classe B proposent généralement deux cycles principaux. Le cycle standard, d’une durée de 3 minutes à 134°C, est destiné aux instruments métalliques, à la verrerie et aux matériaux textiles. Le cycle délicat, de 15 minutes à 121°C, convient aux matériaux thermosensibles comme certains plastiques et dispositifs électroniques compatibles.
La phase de séchage finale utilise à nouveau le système de vide pour extraire l’humidité résiduelle. En créant un vide partiel, la température d’ébullition de l’eau diminue, facilitant l’évaporation et garantissant des instruments parfaitement secs à la sortie.
Autoclave médical Classe B avec interface de contrôle avancée
AVANTAGES DES AUTOCLAVES CLASSE B
Polyvalence exceptionnelle : Les autoclaves Classe B peuvent stériliser tous types de charges : instruments pleins, creux, poreux, emballés ou non emballés. Cette polyvalence en fait l’équipement de choix pour les cabinets dentaires, cliniques et petits hôpitaux.
Rapidité du processus : Grâce au pré-vide efficace, le temps total de cycle est réduit. Un cycle complet, incluant montée en température, stérilisation et séchage, peut être réalisé en 20 à 45 minutes selon la charge.
Fiabilité et traçabilité : Les modèles modernes intègrent des systèmes d’enregistrement automatique des paramètres de stérilisation, facilitant la traçabilité réglementaire exigée en milieu médical.
Efficacité antimicrobienne maximale : La combinaison vapeur-pression-vide garantit l’élimination de tous les micro-organismes, y compris les spores bactériennes les plus résistantes et les prions.
INCONVÉNIENTS ET LIMITATIONS
Coût d’investissement élevé : Les autoclaves Classe B sont sensiblement plus coûteux que leurs homologues de classe N ou S, principalement en raison de la pompe à vide et des systèmes de contrôle sophistiqués.
Consommation d’eau importante : Ces équipements nécessitent de l’eau déminéralisée ou distillée, représentant un coût d’exploitation non négligeable, particulièrement pour les structures à forte activité.
Maintenance spécialisée : La complexité technique requiert des interventions de maintenance régulières par des techniciens qualifiés, avec remplacement périodique des joints, filtres et étalonnage des sondes.
Sensibilité aux pannes : La pompe à vide et les systèmes électroniques peuvent être sources de dysfonctionnements, nécessitant parfois des réparations coûteuses et des temps d’arrêt.
LE STÉRILISATEUR À AIR SEC : LA TECHNOLOGIE ALTERNATIVE
PRINCIPE DE FONCTIONNEMENT
Le stérilisateur à air sec, également appelé four Poupinel ou étuve de stérilisation, utilise la chaleur sèche pour éliminer les micro-organismes. Le principe repose sur l’oxydation des composants cellulaires des pathogènes par exposition à des températures élevées en environnement anhydre.
Contrairement à l’autoclave qui utilise la vapeur d’eau pour transférer efficacement la chaleur, le stérilisateur à air sec fonctionne par convection et conduction. L’air chaud circule dans une enceinte fermée, créant un environnement homogène à haute température. La destruction microbienne s’effectue par dénaturation des protéines, destruction des membranes cellulaires et oxydation des acides nucléiques.
Ce processus nécessite des températures plus élevées et des temps d’exposition plus longs que la stérilisation vapeur, car l’air sec a une capacité de transfert thermique inférieure à la vapeur d’eau.
Stérilisateur à air sec de grande capacité avec circulation d’air forcée
SPÉCIFICATIONS TECHNIQUES
PARAMÈTRES DES STÉRILISATEURS À AIR SEC
Températures de stérilisation : 160°C à 180°C (jusqu’à 220°C pour certains modèles)
Temps de stérilisation : 30 minutes à 180°C, 1 heure à 170°C, 2 heures à 160°C
Capacité : De 25 à 880 litres selon les modèles
Puissance électrique : 650W à 3000W selon la capacité
Précision température : ±2°C à ±5°C
Distribution thermique : Uniformité ±5°C dans l’enceinte
Les températures couramment utilisées suivent une relation temps-température établie scientifiquement. À 160°C, il faut maintenir l’exposition pendant 120 minutes pour garantir la destruction complète des spores bactériennes. À 170°C, 60 minutes suffisent, tandis qu’à 180°C, 30 minutes sont nécessaires.
Cette relation n’est pas linéaire et suit une loi logarithmique basée sur la résistance thermique des micro-organismes les plus résistants, notamment Bacillus subtilis et ses spores, utilisés comme organismes de référence pour la validation des cycles.
Four de stérilisation à chaleur sèche avec contrôle numérique de température
AVANTAGES DES STÉRILISATEURS À AIR SEC
Compatibilité matériaux étendues : Les stérilisateurs à air sec conviennent parfaitement aux instruments métalliques, à la verrerie, aux huiles, poudres et tout matériau hydrophobe ou sensible à l’humidité. Ils n’entraînent aucune corrosion des métaux.
Simplicité d’utilisation : Ces équipements ne nécessitent aucun raccordement à l’eau ni système de vide. Leur fonctionnement se limite au branchement électrique et à la programmation température/temps.
Coût d’acquisition modéré : Le prix d’achat est généralement inférieur de 30 à 50% par rapport à un autoclave Classe B de capacité équivalente, rendant cette technologie accessible aux structures à budget limité.
Maintenance réduite : L’absence de pompe à vide, de générateur vapeur et de circuits hydrauliques simplifie considérablement la maintenance. Seuls le contrôle de température et le remplacement périodique des résistances sont nécessaires.
Fiabilité mécanique : La conception simple avec peu d’éléments mobiles garantit une fiabilité élevée et une durée de vie prolongée, souvent supérieure à 15 ans avec une maintenance appropriée.
INCONVÉNIENTS ET LIMITATIONS
Durée de stérilisation prolongée : Les cycles complets peuvent durer 2 à 4 heures, incluant montée en température, maintien et refroidissement. Cette durée limite la productivité dans les environnements à forte rotation d’instruments.
Consommation énergétique élevée : Maintenir des températures de 160-180°C pendant des heures génère une consommation électrique importante, particulièrement problématique pour les structures soucieuses de leur empreinte carbone.
Limitations sur les matériaux : Les plastiques, caoutchoucs, textiles et matériaux thermosensibles ne peuvent pas être traités. Les emballages papier ou plastique sont également incompatibles.
Pénétration thermique lente : L’air sec a une conductivité thermique faible comparée à la vapeur. La pénétration dans les matériaux denses ou les cavités d’instruments creux peut être insuffisante si le dimensionnement du cycle n’est pas optimisé.
Pas de séchage actif : Contrairement aux autoclaves, ces équipements ne possèdent pas de système de séchage spécifique, bien que l’air sec élimine naturellement l’humidité.
COMPARAISON DÉTAILLÉE DES TECHNOLOGIES
Tableau Comparatif Technique
Critères
Autoclave Classe B
Stérilisateur Air Sec
Temperature de stérilisation
121°C – 134°C
160°C – 180°C
Temps de cycle complet
20 – 45 minutes
2 – 4 heures
Types de charges acceptées
Tous types (pleins, creux, poreux, emballés)
Métaux, verre, poudres, huiles uniquement
Efficacité antimicrobienne
Totale (y compris prions)
Totale (spores et virus)
Coût d’achat (25L)
8 000€ – 15 000€
3 000€ – 8 000€
Consommation par cycle
2-5 kWh + eau déminéralisée
3-8 kWh
Maintenance annuelle
800€ – 1 500€
200€ – 500€
Durée de vie
10 – 12 ans
15 – 20 ans
ANALYSE DES PERFORMANCES
L’efficacité stérilisante des deux technologies est comparable en termes de destruction microbienne, mais leurs mécanismes diffèrent fondamentalement. L’autoclave Classe B atteint une stérilisation complète par hydrolyse et coagulation des protéines à température modérée grâce à la vapeur saturée. Le stérilisateur à air sec y parvient par oxydation et dénaturation thermique à plus haute température.
En termes de cinétique de destruction, l’autoclave présente un avantage significatif avec des valeurs D (temps de réduction décimale) plus faibles. À 121°C en vapeur saturée, la valeur D pour Geobacillus stearothermophilus (organisme test de référence) est d’environ 1,5 minute, contre 5-8 minutes à 160°C en chaleur sèche.
La pénétration représente un facteur critique. La vapeur d’eau, avec sa capacité de condensation, transfère instantanément sa chaleur latente aux surfaces, garantissant une montée en température rapide même dans les recoins d’instruments complexes. L’air sec nécessite un temps de pénétration plus long et peut créer des gradients thermiques dans les charges denses.
CRITÈRES DE CHOIX SELON L’APPLICATION
Le choix entre ces technologies dépend principalement de trois facteurs : la nature des instruments à stériliser, les contraintes de temps de rotation et les ressources disponibles.
Pour les cabinets dentaires manipulant des instruments variés (fraises, sondes, turbines), l’autoclave Classe B s’impose par sa polyvalence. La possibilité de stériliser des instruments emballés maintient la stérilité jusqu’à utilisation, réduisant les risques de contamination secondaire.
Pour les laboratoires d’analyse manipulant principalement de la verrerie, des spatules métalliques et des poudres, le stérilisateur à air sec présente un rapport coût-efficacité supérieur. L’absence de vapeur évite également la corrosion des instruments de précision.
Dans les services hospitaliers nécessitant une rotation rapide d’instruments, l’autoclave Classe B devient incontournable malgré son coût supérieur. Le temps de rotation de 30-45 minutes contre 3-4 heures représente un facteur décisif pour la productivité.
Autoclave Classe B de dernière génération avec système de pré-vide avancé
Configuration professionnelle d’autoclave Classe B avec système de documentation
RECOMMANDATIONS PRATIQUES
GUIDE DE SÉLECTION PAR CONTEXTE D’USAGE
Pour les cabinets médicaux et dentaires, l’autoclave Classe B constitue le choix optimal. Sa capacité à traiter tous types d’instruments, sa rapidité et sa conformité aux exigences réglementaires justifient l’investissement initial. Privilégier les modèles 18-23 litres pour un équilibre optimal entre capacité et encombrement.
Les laboratoires de recherche et d’analyses peuvent opter pour le stérilisateur à air sec, particulièrement adapté à la verrerie et aux instruments métalliques. Choisir des modèles avec circulation d’air forcée pour améliorer l’homogénéité thermique et réduire les temps de cycle.
Pour les établissements de soins multi-spécialités, une approche mixte peut être envisagée : autoclave Classe B pour les instruments chirurgicaux et dispositifs complexes, complété par un stérilisateur à air sec pour les volumes importants de verrerie et matériel de laboratoire.
Les structures à budget limité peuvent débuter avec un stérilisateur à air sec en adaptant leur pratique aux limitations de cette technologie, puis évoluer vers un autoclave Classe B lors du renouvellement d’équipement.
OPTIMISATION DES COÛTS D’EXPLOITATION
Pour l’autoclave Classe B, optimiser l’utilisation d’eau déminéralisée en installant un système de recyclage et planifier les maintenances préventives pour éviter les pannes coûteuses. Pour le stérilisateur à air sec, programmer les cycles durant les heures creuses tarifaires et optimiser le chargement pour maximiser l’efficacité énergétique.
CONCLUSION
Cette analyse comparative révèle que les autoclaves Classe B et les stérilisateurs à air sec répondent à des besoins complémentaires plutôt qu’concurrents. L’autoclave Classe B s’impose comme la solution universelle pour les environnements médicaux exigeant polyvalence, rapidité et conformité réglementaire maximale. Sa technologie avancée justifie un investissement initial supérieur par ses performances et sa productivité.
Le stérilisateur à air sec conserve sa pertinence pour des applications spécialisées où ses avantages spécifiques (compatibilité matériaux hydrophobes, simplicité, coût modéré) compensent ses limitations en termes de polyvalence et de durée de cycle.
L’évolution technologique tend vers l’amélioration continue des autoclaves Classe B avec des systèmes de contrôle plus sophistiqués et une efficacité énergétique accrue. Parallèlement, les stérilisateurs à air sec intègrent progressivement des technologies de circulation forcée et de récupération thermique pour optimiser leurs performances.
Le choix optimal résulte d’une analyse précise des besoins spécifiques, des contraintes budgétaires et des objectifs de productivité de chaque établissement de soins.
Stérilisateur vertical à vapeur de 150 litres – Équipement médical simple d’utilisation
1. INTRODUCTION
La stérilisation constitue l’un des piliers fondamentaux de la sécurité sanitaire dans les établissements de soins. Dans ce contexte, la classification des autoclaves selon leurs performances et leurs capacités techniques revêt une importance cruciale pour garantir l’efficacité des processus de décontamination. Cette classification, établie par la norme européenne EN 13060, distingue trois classes principales d’autoclaves : les classes N, S et B, chacune correspondant à des spécifications techniques et des domaines d’application spécifiques.
Les stérilisateurs verticaux à vapeur occupent une position particulière dans ce paysage technologique. Ces équipements, caractérisés par leur configuration verticale et leur utilisation de la vapeur d’eau sous pression comme agent stérilisant, sont largement répandus dans les petites structures de soins, les cabinets médicaux et les laboratoires. Leur conception relativement simple et leur coût d’acquisition modéré en font des solutions attractives pour de nombreux professionnels de santé.
Autoclave vertical de laboratoire haute résolution avec système de contrôle numérique avancé
Cependant, la question de leur positionnement dans la classification officielle des autoclaves soulève des interrogations légitimes. Comprendre à quelle classe ces stérilisateurs se rapprochent le plus permet d’optimiser leur utilisation, de définir leurs limites d’application et d’assurer une sélection appropriée en fonction des besoins spécifiques de chaque établissement. Cette analyse comparative s’avère d’autant plus pertinente que les exigences réglementaires en matière de stérilisation ne cessent d’évoluer et de se renforcer.
L’objectif de cet article est de fournir une analyse technique approfondie permettant de situer précisément les stérilisateurs verticaux à vapeur dans la classification des autoclaves. Nous examinerons leurs caractéristiques techniques, leurs mécanismes de fonctionnement, leurs performances et leurs limitations pour établir des parallèles objectifs avec les trois classes d’autoclaves normalisées.
2. CLASSIFICATION DES AUTOCLAVES
Graphique comparatif officiel des classes d’autoclaves N, S et B selon les normes EN 13060
CLASSE N (NON-WRAPPED)
Les autoclaves de classe N représentent la catégorie de base dans la classification européenne. Ces dispositifs fonctionnent selon le principe de l’élimination de l’air par déplacement gravitationnel, sans système de pré-vide ni de post-vide. Le processus de stérilisation s’effectue à des températures standard de 121°C ou 134°C, avec des temps d’exposition ajustés en fonction de la charge.
SPÉCIFICATIONS TECHNIQUES CLASSE N :
Température de stérilisation : 121°C (15-20 min) ou 134°C (3-4 min)
Pression de service : 2,1 bars (à 121°C) ou 3,1 bars (à 134°C)
Élimination de l’air : Par gravité uniquement
Système de vide : Absent
Types de charges acceptées : Instruments solides non emballés uniquement
Les limitations des autoclaves classe N sont importantes à considérer. Ils ne peuvent traiter que des instruments solides, non emballés, sans cavités ni lumières. Les textiles, les matériaux poreux et les instruments creux sont exclus de leur domaine d’application. Cette restriction découle directement de leur mécanisme d’élimination de l’air par simple gravité, insuffisant pour évacuer efficacement l’air piégé dans les structures complexes.
CLASSE S (SPECIFIED)
La classe S occupe une position intermédiaire dans la classification. Ces autoclaves intègrent des fonctionnalités supplémentaires par rapport à la classe N, notamment des systèmes de pré-vide partiel ou de pulsations vapeur-vide. Cette amélioration technique permet d’élargir significativement le spectre des charges traitables, tout en conservant certaines limitations par rapport à la classe B.
Autoclave classe S équipé d’un système de pré-vide partiel et de commandes numériques
Les autoclaves classe S peuvent traiter des instruments emballés dans certains types d’emballages spécifiés par le fabricant, des textiles en quantité limitée, et certains instruments creux de dimensions restreintes. Cependant, ils ne disposent pas de la polyvalence complète des autoclaves classe B et restent soumis à des restrictions spécifiques définies par chaque fabricant.
CLASSE B (BIG SMALL CHAMBER)
La classe B représente le niveau de performance le plus élevé dans la classification des autoclaves. Ces dispositifs intègrent des systèmes de pré-vide et post-vide performants, permettant une élimination complète de l’air avant stérilisation et un séchage optimal après traitement. Ils sont conçus pour traiter tous types de charges sans restriction.
SPÉCIFICATIONS TECHNIQUES CLASSE B :
Système de vide : Pompe à vide haute performance
Pré-vide : Minimum 3 pulsations vapeur-vide
Post-vide : Séchage sous vide complet
Types de charges : Tous types sans restriction
Emballages : Tous types d’emballages de stérilisation
Contrôle : Systèmes numériques avancés
NORMES EN 13060 ET ISO 17665
La norme EN 13060:2014 définit les exigences de performance, les méthodes d’essai et la classification des petits stérilisateurs à vapeur. Elle établit les critères de performance pour chaque classe et spécifie les procédures de validation. La norme ISO 17665-1:2006 complète ce cadre réglementaire en définissant les exigences générales pour les procédés de stérilisation à la vapeur d’eau.
3. ANALYSE DES STÉRILISATEURS VERTICAUX À VAPEUR
Coupe technique révélant la structure interne d’un stérilisateur vertical à vapeur
DESCRIPTION TECHNIQUE DÉTAILLÉE
Les stérilisateurs verticaux à vapeur se caractérisent par leur architecture cylindrique verticale, généralement constituée d’une double enveloppe en acier inoxydable. La chambre de stérilisation, située dans la partie centrale, est entourée d’une enveloppe de chauffage dans laquelle circule la vapeur de chauffe. Cette conception permet une répartition homogène de la température et optimise l’efficacité énergétique du processus.
La génération de vapeur s’effectue directement dans la chambre de stérilisation grâce à un élément chauffant immergé dans l’eau. Cette approche simplifie considérablement la conception par rapport aux autoclaves avec générateur de vapeur externe, mais impose certaines contraintes en termes de qualité de vapeur et de contrôle du processus.
CARACTÉRISTIQUES DIMENSIONNELLES TYPIQUES :
Modèle 18L :
Diamètre chambre : 240 mm
Hauteur chambre : 395 mm
Volume utile : 18 litres
Poids : 25-30 kg
Modèle 24L :
Diamètre chambre : 280 mm
Hauteur chambre : 395 mm
Volume utile : 24 litres
Poids : 30-35 kg
MÉCANISME DE FONCTIONNEMENT
Le cycle de stérilisation des stérilisateurs verticaux suit un processus séquentiel standardisé. La phase initiale consiste en un préchauffage de la chambre et de l’eau contenue dans le réservoir intégré. L’eau, chauffée par les résistances électriques, se transforme progressivement en vapeur saturée.
Processus de génération de vapeur dans la chambre de stérilisation
La montée en pression s’effectue de manière contrôlée grâce à un système de soupapes de sécurité et de régulation. Lorsque la pression de service est atteinte (généralement 0.15 MPa pour 121°C ou 0.21 MPa pour 134°C), le système maintient ces conditions pendant la durée d’exposition programmée. Cette phase de maintien constitue la période de stérilisation proprement dite.
La phase de décompression s’amorce par l’ouverture progressive des soupapes d’échappement, permettant l’évacuation contrôlée de la vapeur. Cette étape critique doit être suffisamment graduelle pour éviter l’ébullition retardée des liquides et la déformation des emballages souples.
Diagramme de flux du processus de stérilisation à vapeur haute vitesse
SYSTÈME D’ÉLIMINATION DE L’AIR PAR GRAVITÉ
L’élimination de l’air constitue l’aspect le plus caractéristique des stérilisateurs verticaux. Ces équipements utilisent exclusivement le principe du déplacement gravitationnel, exploitant la différence de densité entre l’air froid (plus lourd) et la vapeur chaude (plus légère).
PRINCIPE PHYSIQUE DU DÉPLACEMENT GRAVITATIONNEL :
Lorsque la vapeur est introduite dans la chambre, elle tend naturellement à s’élever vers la partie supérieure en raison de sa densité plus faible. Simultanément, l’air froid, plus dense, migre vers la partie inférieure de la chambre où il est évacué par l’orifice de purge situé au point le plus bas.
Cette méthode d’élimination présente des avantages indéniables en termes de simplicité et de fiabilité. Elle ne nécessite aucun équipement auxiliaire complexe comme les pompes à vide, réduisant ainsi les coûts de maintenance et les risques de panne. Cependant, son efficacité reste limitée pour les charges complexes présentant des cavités ou des espaces confinés où l’air peut demeurer piégé.
CAPACITÉS DE CHARGE ET VARIANTES
Les stérilisateurs verticaux sont proposés dans une gamme de capacités s’étendant de 12 à 75 litres, les modèles de 18L et 24L constituant les références les plus courantes pour les applications de petite et moyenne envergure.
Stérilisateur vertical à vapeur le plus vendu pour équipements hospitaliers – Modèle autoclave professionnel
Capacité
Dimensions chambre (Ø x H)
Puissance
Applications typiques
12L
200 x 385 mm
1.5 kW
Cabinet dentaire, petite clinique
18L
240 x 395 mm
2.0 kW
Cabinet médical, laboratoire
24L
280 x 395 mm
2.5 kW
Clinique, centre de soins
35L
320 x 440 mm
3.0 kW
Hôpital de jour, bloc opératoire
50L
380 x 440 mm
4.0 kW
Service hospitalier
75L
450 x 470 mm
5.5 kW
Stérilisation centralisée
COMMANDES ET CONTRÔLES
Les systèmes de commande des stérilisateurs verticaux se caractérisent par leur simplicité d’utilisation. La plupart des modèles standard intègrent des commandes manuelles comprenant un manomètre analogique, un thermomètre, et un minuteur mécanique ou électronique. Cette approche privilégie la robustesse et la facilité de maintenance.
Les modèles plus récents intègrent progressivement des systèmes de contrôle numériques offrant une précision accrue et des fonctionnalités de traçabilité. Ces évolutions techniques permettent une meilleure conformité aux exigences réglementaires en matière de validation et de documentation des cycles de stérilisation.
4. COMPARAISON AVEC LES CLASSES D’AUTOCLAVES
Comparaison visuelle entre stérilisateurs verticaux et autoclaves de différentes classes
SIMILITUDES AVEC LA CLASSE N
L’analyse comparative révèle des similitudes frappantes entre les stérilisateurs verticaux à vapeur et les autoclaves de classe N. Le mécanisme d’élimination de l’air par déplacement gravitationnel constitue la caractéristique commune la plus significative. Cette approche technique identique implique des limitations similaires en termes de types de charges traitables.
Les paramètres de stérilisation (température, pression, temps) sont également comparables entre ces deux catégories d’équipements. Les cycles standards à 121°C pendant 15-20 minutes ou à 134°C pendant 3-4 minutes correspondent exactement aux spécifications des autoclaves classe N selon la norme EN 13060.
POINTS DE CONVERGENCE AVEC LA CLASSE N :
Élimination de l’air par gravité uniquement
Absence de système de pré-vide ou post-vide
Paramètres de stérilisation identiques (121°C/134°C)
Limitation aux instruments solides non emballés
Commandes relativement simples
Coût d’acquisition modéré
La simplicité des systèmes de contrôle constitue un autre point de convergence. Les manomètres analogiques et les commandes manuelles des stérilisateurs verticaux s’apparentent aux interfaces utilisateur classiques des autoclaves classe N, privilégiant la robustesse sur la sophistication technologique.
DIFFÉRENCES AVEC LES CLASSES S ET B
Les écarts technologiques entre les stérilisateurs verticaux et les autoclaves de classes S et B sont considérables. L’absence de système de vide constitue la différence la plus fondamentale, privant les stérilisateurs verticaux de la capacité à traiter efficacement les charges poreuses, les instruments creux complexes ou les emballages de stérilisation.
Système de pompe à vide d’un autoclave classe B – technologie absente des stérilisateurs verticaux
Les autoclaves classe S et B intègrent des phases de pré-vide permettant une élimination active et contrôlée de l’air. Ces systèmes génèrent des niveaux de vide pouvant atteindre -0.9 bar, garantissant une pénétration optimale de la vapeur dans les structures les plus complexes. Cette capacité fait totalement défaut aux stérilisateurs verticaux.
Les systèmes de contrôle et de validation constituent un autre point de divergence majeur. Les autoclaves classe B intègrent des enregistreurs graphiques ou numériques, des sondes de température multiples, et des systèmes de validation automatisés conformes aux normes les plus strictes.
TABLEAU COMPARATIF DÉTAILLÉ
Tableau comparatif détaillé des autoclaves par fabricant – Yamato, Priorclave, Tuttnauer
Critère
Stérilisateur Vertical
Classe N
Classe S
Classe B
Élimination air
Gravité
Gravité
Vide partiel
Vide complet
Pré-vide
Non
Non
Partiel
Oui (≥3 pulsations)
Post-vide
Non
Non
Variable
Oui
Instruments emballés
Non recommandé
Non
Partiellement
Oui
Instruments creux
Limité
Non
Partiellement
Oui
Textiles
Non
Non
Partiellement
Oui
Température
121°C/134°C
121°C/134°C
121°C/134°C
121°C/134°C
Validation
Basique
EN 13060
EN 13060
EN 13060
Coût
Faible
Faible
Moyen
Élevé
Maintenance
Simple
Simple
Moyenne
Complexe
ANALYSE DES PERFORMANCES
L’évaluation objective des performances révèle que les stérilisateurs verticaux atteignent des niveaux d’efficacité satisfaisants pour les charges simples. Les tests de stérilisation utilisant des indicateurs biologiques (spores de Geobacillus stearothermophilus) démontrent des taux de destruction microbienne conformes aux exigences standard (réduction logarithmique ≥ 6 log).
Cependant, les performances chutent significativement lors du traitement de charges complexes. Les tests de pénétration de vapeur dans les instruments creux révèlent des défaillances récurrentes, particulièrement pour les lumières de diamètre inférieur à 2 mm ou de longueur supérieure à 150 mm.
PERFORMANCES TYPIQUES DES STÉRILISATEURS VERTICAUX :
Instruments solides : Efficacité 99,99% (équivalent classe N)
Instruments médicaux typiques adaptés à la stérilisation en stérilisateur vertical
TYPES D’INSTRUMENTS COMPATIBLES
Les stérilisateurs verticaux à vapeur conviennent parfaitement pour une gamme spécifique d’instruments médicaux. Les instruments chirurgicaux solides en acier inoxydable constituent la catégorie principale : ciseaux, pinces, écarteurs, curettes, et bistouris. Ces équipements, dépourvus de cavités complexes, permettent une pénétration optimale de la vapeur et garantissent une stérilisation efficace.
Les instruments dentaires solides représentent également une application privilégiée. Sondes, excavateurs, spatules et instruments d’examen buccal trouvent dans ces stérilisateurs une solution de décontamination parfaitement adaptée. La rapidité des cycles (45-60 minutes au total) répond aux exigences de rotation rapide des cabinets dentaires.
Esthétique : Instruments de dermatologie esthétique
Laboratoire : Verrerie résistante, pipettes
La verrerie de laboratoire constitue une autre application pertinente, sous réserve de respecter les gradients thermiques pour éviter les chocs thermiques. Béchers, erlenmeyers, pipettes en verre borosilicaté supportent parfaitement les cycles de stérilisation à la vapeur.
Comparaison des effets de la stérilisation vapeur vs chaleur sèche sur différents matériaux
RESTRICTIONS D’USAGE
Les limitations des stérilisateurs verticaux imposent des restrictions strictes sur certaines catégories d’instruments. Les instruments creux complexes, notamment les endoscopes souples, les tubulures et les dispositifs à lumières multiples, ne peuvent être traités de manière fiable. L’absence de pré-vide empêche l’élimination complète de l’air piégé dans ces structures.
Instruments complexes non adaptés aux stérilisateurs verticaux : endoscopes et tubulures
Les matériaux thermosensibles requièrent une attention particulière. Plastiques à bas point de fusion, caoutchoucs non réticulés et dispositifs électroniques ne supportent pas les températures de stérilisation à la vapeur. Ces matériaux nécessitent des alternatives comme la stérilisation à l’oxyde d’éthylène ou au plasma de peroxyde d’hydrogène.
Les textiles et emballages de stérilisation constituent une zone d’exclusion formelle. L’élimination par gravité ne garantit pas une pénétration homogène de la vapeur dans les structures fibreuses, créant des zones d’ombre où les micro-organismes peuvent survivre.
RECOMMANDATIONS SELON LE CONTEXTE MÉDICAL
Le choix d’un stérilisateur vertical doit s’appuyer sur une analyse rigoureuse du contexte d’utilisation. Les cabinets de médecine générale, les cliniques de dermatologie et les centres de médecine esthétique constituent les environnements les plus appropriés. Ces structures traitent principalement des instruments simples et bénéficient de la simplicité d’utilisation et de maintenance.
Les services d’urgence et les salles de déchoquage peuvent également tirer parti de ces équipements pour la stérilisation rapide d’instruments de base. La rapidité des cycles et la facilité d’utilisation répondent aux contraintes opérationnelles de ces environnements sous pression.
En revanche, les blocs opératoires, les services de chirurgie spécialisée et les laboratoires de microbiologie requièrent impérativement des autoclaves de classe B pour garantir une stérilisation optimale de l’ensemble de leur instrumentation.
6. NORMES ET RÉGLEMENTATIONS
STANDARDS APPLICABLES
Bien que les stérilisateurs verticaux ne s’inscrivent pas formellement dans la classification EN 13060, ils demeurent soumis aux exigences générales de la norme ISO 17665-1:2006 relative à la stérilisation des dispositifs médicaux. Cette norme définit les principes fondamentaux de validation des procédés de stérilisation à la vapeur d’eau.
La directive européenne 93/42/CEE relative aux dispositifs médicaux, remplacée par le règlement MDR 2017/745, impose des obligations de traçabilité et de validation pour tous les équipements de stérilisation utilisés dans le secteur médical.
EXIGENCES DE VALIDATION
Les protocoles de validation des stérilisateurs verticaux s’appuient sur les tests de qualification thermique et microbiologique. La qualification de performance (QP) doit démontrer l’efficacité du processus sur la charge la plus défavorable, en utilisant des indicateurs biologiques adaptés.
TESTS DE VALIDATION REQUIS :
Cartographie thermique : Vérification de l’homogénéité en température
Tests de pénétration : Validation sur instruments creux simples
Challenge microbiologique : Tests avec spores de G. stearothermophilus
La surveillance routine des stérilisateurs verticaux repose sur l’utilisation systématique d’indicateurs physiques (température, pression, temps), chimiques (intégrateurs de classe 5) et biologiques (tests hebdomadaires). Cette approche multicritères garantit la fiabilité continue du processus de stérilisation.
Processus complet de stérilisation dans un autoclave moderne série ASW
En conclusion, l’analyse technique approfondie démontre que les stérilisateurs verticaux à vapeur se rapprochent indubitablement de la classe N des autoclaves. Cette classification découle directement de leur mécanisme d’élimination de l’air par gravité et de leurs limitations intrinsèques en termes de types de charges traitables. Cette compréhension permet aux professionnels de santé d’optimiser leur utilisation dans le respect des exigences réglementaires et des impératifs de sécurité sanitaire.
INTRODUCTION : L’IMPORTANCE CRITIQUE DES DURÉES DE CYCLES EN STÉRILISATION
La stérilisation représente un pilier fondamental de la sécurité sanitaire dans les établissements de soins. Au-delà de l’efficacité antimicrobienne, la durée des cycles de stérilisation constitue un paramètre déterminant pour l’optimisation des flux opérationnels et la rentabilité économique des services médicaux. Cette analyse comparative examine les performances temporelles de cinq catégories principales d’équipements : les autoclaves de classe B, N et S selon la norme EN 13060, ainsi que les stérilisateurs à air sec et à vapeur sous pression traditionnels.
Les enjeux temporels en stérilisation hospitalière dépassent la simple considération technique. Ils impactent directement la disponibilité instrumentale, la planification chirurgicale et les coûts opérationnels. Une réduction de 15 minutes du temps de cycle peut représenter jusqu’à 3 cycles supplémentaires par jour ouvrable, soit une augmentation de capacité de 20% sur une base de 8 heures. Cette optimisation temporelle devient cruciale dans un contexte de pression budgétaire croissante et d’augmentation des volumes d’activité chirurgicale.
Les normes internationales, notamment EN 13060 et ISO 17665, définissent des exigences strictes concernant les paramètres de stérilisation, mais laissent une marge d’adaptation pour l’optimisation des durées. Cette flexibilité normative permet aux fabricants de développer des stratégies technologiques différenciées, résultant en des variations significatives de performances temporelles entre les équipements de classes distinctes.
AUTOCLAVE CLASSE B : PERFORMANCE ET COMPLEXITÉ DES CYCLES PRÉ-VIDE
ARCHITECTURE ET PRINCIPE DE FONCTIONNEMENT TEMPOREL
Les autoclaves de classe B représentent l’excellence technologique en matière de stérilisation à la vapeur. Leur architecture complexe intègre une pompe à vide haute performance capable d’atteindre des niveaux de vide inférieurs à 2 mbar, permettant l’élimination complète de l’air résiduel. Cette sophistication technologique se traduit par des cycles temporels structurés en phases distinctes, chacune optimisée pour garantir une pénétration vapeur maximale.
SPÉCIFICATIONS TEMPORELLES CLASSE B :
Phase de pré-vide : 8-12 minutes (3-4 impulsions vapeur/vide)
Phase de chauffage : 12-18 minutes selon le volume
La durée totale d’un cycle classe B varie considérablement selon la nature de la charge et les paramètres sélectionnés. Pour des instruments solides non emballés, un cycle rapide peut être accompli en 45-60 minutes. Cependant, pour des charges mixtes incluant des textiles, des instruments creux et des matériaux poreux, la durée s’étend généralement à 90-120 minutes. Cette variabilité temporelle reflète la capacité d’adaptation de ces équipements aux exigences spécifiques de chaque charge.
Les facteurs influençant la durée des cycles classe B incluent principalement le volume de charge, la densité des matériaux, la configuration d’emballage et les paramètres de validation. Une charge dense de 18 litres nécessite généralement 15% de temps supplémentaire par rapport à une charge similaire de 12 litres. L’utilisation de contenants rigides peut réduire le temps de séchage de 20%, tandis que les emballages papier-plastique demandent des durées de séchage étendues.
Type de Charge
Pré-vide
Chauffage
Stérilisation
Séchage
Total
Instruments solides emballés
10 min
15 min
18 min
20 min
75 min
Charges mixtes textiles
12 min
18 min
25 min
25 min
95 min
Instruments creux complexes
15 min
20 min
30 min
30 min
110 min
AUTOCLAVE CLASSE N : SIMPLICITÉ ET EFFICACITÉ DES CYCLES GRAVITAIRES
MÉCANISME GRAVITAIRE ET OPTIMISATION TEMPORELLE
Les autoclaves de classe N privilégient la simplicité opérationnelle et l’efficacité temporelle pour les charges standardisées. L’absence de pompe à vide impose un mécanisme d’élimination de l’air par déplacement gravitaire, processus naturellement plus lent mais suffisant pour les instruments solides non emballés. Cette approche technologique réduit significativement les durées de cycles tout en maintenant une efficacité stérilisante optimale pour les applications ciblées.
PROFIL TEMPOREL CLASSE N :
Phase de purge gravitaire : 5-8 minutes
Phase de montée en température : 8-12 minutes
Phase de stérilisation : 15-20 minutes (134°C)
Phase d’évacuation vapeur : 3-5 minutes
Phase de refroidissement : 8-12 minutes
La durée standard d’un cycle classe N s’établit entre 35-50 minutes selon la configuration de charge. Cette performance temporelle remarquable résulte de l’élimination des phases de pré-vide et de séchage sous vide, phases particulièrement chronophages dans les cycles classe B. Pour des instruments chirurgicaux standards non emballés, un cycle complet peut être achevé en 40 minutes, permettant jusqu’à 12 cycles par jour ouvrable.
Les variables influençant la durée incluent principalement la masse thermique de la charge et l’efficacité de purge gravitaire. Une charge métallique dense nécessite 3-5 minutes supplémentaires pour atteindre la température de stérilisation. L’optimisation de l’arrangement spatial des instruments peut réduire de 15% le temps de purge gravitaire, améliorant l’efficacité globale du cycle.
Configuration
Purge
Chauffage
Stérilisation
Refroidissement
Total
Instruments légers
5 min
8 min
15 min
8 min
36 min
Instruments standards
6 min
10 min
18 min
10 min
44 min
Charge dense
8 min
12 min
20 min
12 min
52 min
AUTOCLAVE CLASSE S : FLEXIBILITÉ ET SPÉCIALISATION DES CYCLES ADAPTÉS
ARCHITECTURE HYBRIDE ET PERFORMANCE VARIABLE
Les autoclaves de classe S occupent une position intermédiaire, combinant certaines caractéristiques des classes B et N selon les spécifications du fabricant. Cette flexibilité architecturale permet une adaptation précise aux besoins spécifiques de chaque utilisateur, mais génère une variabilité importante des performances temporelles. Les cycles peuvent intégrer des phases de pré-vide partielles, des séquences de purge optimisées ou des phases de séchage adaptatives.
Phase de finalisation : 5-20 minutes (selon options)
Durée totale : 45-85 minutes
La variabilité temporelle des autoclaves classe S reflète leur capacité d’adaptation aux exigences utilisateur. Un modèle configuré pour les instruments emballés peut intégrer une phase de pré-vide légère de 8 minutes, tandis qu’une version orientée instruments solides privilégiera une purge gravitaire de 5 minutes. Cette flexibilité permet une optimisation sur mesure, mais complique la standardisation des procédures temporelles.
Les performances temporelles dépendent étroitement de la configuration choisie et des options activées. Un cycle basique pour instruments solides s’achève en 50 minutes, tandis qu’un cycle avancé avec pré-vide et séchage peut atteindre 80 minutes. Cette modularité fonctionnelle permet aux utilisateurs d’ajuster le compromis entre rapidité et polyvalence selon leurs contraintes opérationnelles.
STÉRILISATEUR À AIR SEC : ROBUSTESSE ET DURÉES ÉTENDUES
MÉCANISME DE CHALEUR SÈCHE ET IMPLICATIONS TEMPORELLES
Les stérilisateurs à air sec utilisent la chaleur sèche pour assurer la destruction microbienne, processus fondamentalement plus lent que la stérilisation vapeur. Les températures standard de 160°C à 180°C nécessitent des durées de stérilisation étendues pour compenser l’absence d’humidité. Cette caractéristique technique impose des cycles longs, mais offre des avantages spécifiques pour certains matériaux sensibles à l’humidité.
Cycle Temporel Air Sec :
Phase de chauffage : 45-60 minutes
Phase de stérilisation : 60-120 minutes (selon température)
Phase de refroidissement : 60-90 minutes
Durée totale : 165-270 minutes (2h45 à 4h30)
Les durées de cycles à air sec varient considérablement selon les paramètres température/temps sélectionnés. À 160°C, une stérilisation efficace nécessite 120 minutes, tandis qu’à 180°C, 60 minutes suffisent. Cette relation inverse température/temps permet une certaine flexibilité opérationnelle, mais impose dans tous les cas des durées nettement supérieures aux systèmes vapeur.
Les phases de chauffage et refroidissement représentent des contraintes temporelles importantes. La montée en température dans un stérilisateur de 200 litres nécessite 50-60 minutes, tandis que le refroidissement sécurisé peut s’étendre à 90 minutes. Ces durées incompressibles limitent la productivité quotidienne à 2-3 cycles maximum, imposant une planification rigoureuse des charges.
Température
Chauffage
Stérilisation
Refroidissement
Total
Cycles/jour
160°C
60 min
120 min
90 min
270 min
2 cycles
170°C
55 min
90 min
80 min
225 min
2-3 cycles
180°C
50 min
60 min
70 min
180 min
3 cycles
STÉRILISATEUR À VAPEUR SOUS PRESSION TRADITIONNEL
TECHNOLOGIE ÉPROUVÉE ET PERFORMANCE TEMPORELLE ÉQUILIBRÉE
Les stérilisateurs à vapeur sous pression traditionnels représentent une technologie mature, optimisée par des décennies d’évolution technique. Ces équipements privilégient la fiabilité et la simplicité opérationnelle, offrant des performances temporelles prévisibles et constantes. Leur architecture robuste intègre des mécanismes de génération vapeur intégrés et des systèmes de contrôle éprouvés.
PROFIL TEMPOREL VAPEUR TRADITIONNELLE :
Phase de génération vapeur : 10-15 minutes
Phase de purge : 8-12 minutes
Phase de stérilisation : 20-30 minutes
Phase d’évacuation : 5-8 minutes
Phase de refroidissement : 15-20 minutes
La durée standard s’établit entre 60-85 minutes selon la charge et les paramètres opérationnels. Cette performance se situe entre les autoclaves classe N et classe B, offrant un compromis intéressant entre rapidité et polyvalence. La génération vapeur intégrée ajoute 10-15 minutes par rapport aux autoclaves alimentés par vapeur externe, mais garantit une autonomie opérationnelle complète.
Les variables impactant la durée incluent la capacité du générateur vapeur, l’efficacité d’isolation thermique et le type de charge. Un générateur surdimensionné peut réduire de 25% la phase de montée en température, tandis qu’une isolation performante limite les déperditions thermiques et accélère la stabilisation des paramètres.
ANALYSE COMPARATIVE DES PERFORMANCES TEMPORELLES
SYNTHÈSE COMPARATIVE DES DURÉES DE CYCLES
Type d’Équipement
Durée Minimale
Durée Maximale
Durée Moyenne
Cycles/Jour (8h)
Efficacité
Autoclave Classe B
75 min
120 min
95 min
5 cycles
Polyvalence maximale
Autoclave Classe N
36 min
52 min
44 min
11 cycles
Rapidité optimale
Autoclave Classe S
45 min
85 min
65 min
7 cycles
Flexibilité adaptée
Stérilisateur Air Sec
180 min
270 min
225 min
2 cycles
Applications spécifiques
Vapeur Traditionnelle
60 min
85 min
72 min
6 cycles
Fiabilité éprouvée
FACTEURS DÉTERMINANTS DES PERFORMANCES TEMPORELLES
L’analyse comparative révèle des écarts de performance significatifs, variant de 1 à 6 selon les technologies. Les autoclaves classe N dominent en rapidité avec une moyenne de 44 minutes par cycle, tandis que les stérilisateurs à air sec nécessitent 225 minutes en moyenne. Cette variabilité reflète les compromis technologiques entre rapidité, polyvalence et spécialisation d’usage.
Les facteurs technologiques influençant les durées incluent principalement le système d’élimination de l’air, la méthode de génération/distribution de la chaleur, et les exigences de séchage. Les systèmes à pompe à vide ajoutent 15-20 minutes par cycle mais permettent la stérilisation d’une gamme élargie de matériaux. Les mécanismes gravitaires privilégient la rapidité au détriment de la polyvalence.
Les paramètres opérationnels modulables incluent la température de stérilisation, la configuration de charge, et les options de séchage. Une élévation de 121°C à 134°C réduit généralement de 40% la durée de stérilisation, mais peut limiter la compatibilité avec certains matériaux thermosensibles. L’optimisation de ces paramètres nécessite une analyse précise du compromis efficacité/rapidité.
RECOMMANDATIONS SELON LES CONTEXTES D’USAGE
SÉLECTION OPTIMISÉE PAR APPLICATION
Le choix technologique optimal dépend étroitement du contexte d’usage et des contraintes opérationnelles spécifiques. Pour un bloc opératoire à forte rotation nécessitant une disponibilité instrumentale maximale, les autoclaves classe N offrent la meilleure productivité avec 11 cycles quotidiens possibles. Cette performance convient parfaitement aux instruments chirurgicaux standards non emballés réutilisés dans la journée.
Les services de stérilisation centrale privilégieront les autoclaves classe B malgré des durées étendues, car leur polyvalence permet la stérilisation de l’ensemble des matériaux hospitaliers. La capacité de traitement de charges mixtes compense la productivité réduite par une flexibilité opérationnelle maximale. Une organisation efficace peut maintenir 5 cycles quotidiens tout en couvrant l’intégralité des besoins institutionnels.
Les cabinets dentaires et petites structures médicales trouveront dans les autoclaves classe S un compromis intéressant entre rapidité et polyvalence. Avec 7 cycles quotidiens possibles et la capacité de stériliser instruments emballés et textiles, ces équipements répondent aux exigences de productivité des structures à volume intermédiaire.
RECOMMANDATIONS D’USAGE :
Urgences/Bloc : Classe N pour rapidité maximale (instruments solides)
Stérilisation centrale : Classe B pour polyvalence complète
Cabinets spécialisés : Classe S pour compromis optimal
Laboratoires : Air sec pour verrerie et matériaux sensibles à l’humidité
Structures autonomes : Vapeur traditionnelle pour fiabilité éprouvée
OPTIMISATION DES FLUX OPÉRATIONNELS
L’optimisation des durées de cycles nécessite une approche systémique intégrant la planification des charges, la maintenance préventive et la formation du personnel. Une planification rigoureuse peut améliorer de 30% la productivité effective en évitant les temps morts et en optimisant l’enchaînement des cycles. La standardisation des procédures réduit les variations temporelles et améliore la prévisibilité opérationnelle.
La maintenance préventive impacte directement les performances temporelles. Un système de pompe à vide entretenu maintient des durées de pré-vide optimales, tandis qu’un générateur vapeur détartré régulièrement assure des montées en température rapides. Un programme de maintenance adapté peut préserver 95% des performances initiales sur 10 ans d’exploitation.
CONCLUSION : OPTIMISATION STRATÉGIQUE DES TEMPS DE CYCLES
L’analyse comparative des durées de cycles révèle des écarts de performance considérables entre les technologies de stérilisation, variant de 36 minutes pour les autoclaves classe N à 270 minutes pour les stérilisateurs à air sec. Cette variabilité reflète les compromis technologiques fondamentaux entre rapidité, polyvalence et spécialisation d’usage. La sélection optimale nécessite une évaluation précise des besoins spécifiques et des contraintes opérationnelles de chaque contexte d’usage.
Les autoclaves classe N s’imposent comme la référence en matière de rapidité, offrant une productivité quotidienne de 11 cycles pour les instruments solides non emballés. Cette performance exceptionnelle convient parfaitement aux environnements à forte rotation nécessitant une disponibilité instrumentale maximale. À l’opposé, les autoclaves classe B privilégient la polyvalence au détriment de la rapidité, permettant néanmoins 5 cycles quotidiens tout en couvrant l’intégralité des matériaux hospitaliers.
Les technologies intermédiaires – classe S et vapeur traditionnelle – offrent des compromis équilibrés avec 6-7 cycles quotidiens et une flexibilité d’usage intéressante. Les stérilisateurs à air sec, malgré des durées étendues, demeurent indispensables pour les matériaux sensibles à l’humidité, justifiant leur intégration dans une stratégie globale de stérilisation.
L’optimisation des performances temporelles nécessite une approche holistique intégrant la sélection technologique, la planification opérationnelle, la maintenance préventive et la formation du personnel. Cette démarche structurée peut améliorer de 25-40% l’efficacité globale des services de stérilisation, contribuant significativement à l’optimisation des flux hospitaliers et à la maîtrise des coûts opérationnels.
L’évolution technologique continue promet de nouvelles optimisations temporelles, notamment par l’intégration de systèmes de contrôle intelligent et d’algorithmes adaptatifs. Ces innovations futures devraient permettre de concilier davantage rapidité et polyvalence, révolutionnant l’efficacité des processus de stérilisation hospitalière.
Stérilisateurs à vapeur sous haute pression de 18L et 24L – Équipements professionnels pour stérilisation médicale
1. INTRODUCTION ET IMPORTANCE DE LA STÉRILISATION VAPEUR
La stérilisation à vapeur sous pression, également connue sous le nom d’autoclavage, représente l’une des méthodes les plus efficaces et les plus largement utilisées pour éliminer tous les micro-organismes, y compris les spores bactériennes les plus résistantes. Cette technique, développée au XIXe siècle et constamment perfectionnée, constitue aujourd’hui le gold standard de la stérilisation en milieu hospitalier et dans l’industrie pharmaceutique.
Le principe fondamental de la stérilisation à vapeur repose sur l’action combinée de la chaleur humide, de la pression et du temps. Contrairement à la chaleur sèche, la vapeur d’eau saturée possède un pouvoir de pénétration supérieur et une efficacité microbicide remarquable à des températures relativement modérées. La vapeur saturée, à une pression de 2 bars absolus, atteint une température de 121°C, suffisante pour détruire tous les micro-organismes pathogènes en un temps relativement court.
PRINCIPE PHYSIQUE :La vapeur saturée cède instantanément sa chaleur latente de vaporisation lors de la condensation au contact des surfaces froides, permettant une montée en température rapide et homogène de l’ensemble de la charge à stériliser.
Les avantages de la stérilisation vapeur par rapport aux autres méthodes sont multiples. Premièrement, elle offre un spectre d’action très large, détruisant efficacement bactéries végétatives, virus, champignons, mycobactéries et spores bactériennes. Deuxièmement, elle présente une excellent rapport coût-efficacité, ne nécessitant que de l’eau et de l’énergie thermique. Troisièmement, elle est respectueuse de l’environnement, ne produisant aucun résidu toxique contrairement aux méthodes chimiques comme l’oxyde d’éthylène. Enfin, elle permet un contrôle précis et une validation rigoureuse du processus grâce à la surveillance des paramètres physiques.
En milieu médical, la stérilisation vapeur trouve des applications variées : stérilisation des instruments chirurgicaux, des dispositifs médicaux réutilisables, des textiles opératoires, des milieux de culture, et de nombreux autres équipements critiques. Elle s’impose également dans l’industrie pharmaceutique pour la stérilisation des récipients, des équipements de production et des produits thermostables. Cette polyvalence, associée à sa fiabilité éprouvée, en fait une méthode incontournable dans toute stratégie de maîtrise du risque infectieux.
2. COMPRENDRE LES STÉRILISATEURS À VAPEUR
Les stérilisateurs à vapeur, communément appelés autoclaves, sont des équipements sous pression conçus pour réaliser la stérilisation par vapeur saturée. Leur fonctionnement repose sur des principes thermodynamiques précis et une conception technique sophistiquée permettant de créer et maintenir les conditions optimales de stérilisation.
Autoclaves verticaux de laboratoire médical – Équipements de stérilisation haute capacité
FONCTIONNEMENT TECHNIQUE DES AUTOCLAVES
Le principe de fonctionnement d’un autoclave repose sur la création d’une enceinte hermétique dans laquelle la vapeur d’eau est produite et maintenue sous pression. Le processus débute par l’évacuation de l’air contenu dans la chambre, étape cruciale car l’air constitue un isolant thermique qui empêcherait la vapeur d’atteindre uniformément toutes les surfaces. Cette évacuation peut s’effectuer par déplacement gravitaire (classe N) ou par aspiration forcée (classes B et S).
Une fois l’air éliminé, la vapeur saturée envahit la chambre et se condense au contact des surfaces froides de la charge, libérant instantanément sa chaleur latente de vaporisation (environ 2256 kJ/kg à 100°C). Cette condensation provoque une montée en température rapide et homogène, condition essentielle à l’efficacité du processus. La vapeur est maintenue à la température et pression requises pendant le temps de stérilisation prescrit, généralement 15 à 20 minutes à 121°C ou 3 à 5 minutes à 134°C.
TYPES D’AUTOCLAVES
On distingue principalement deux configurations géométriques d’autoclaves selon l’orientation de leur chambre. Les autoclaves verticaux, comme ceux présentés dans l’image, se caractérisent par une chambre cylindrique disposée verticalement. Cette configuration présente l’avantage d’optimiser l’espace au sol et de favoriser l’évacuation naturelle des condensats par gravité. Le chargement s’effectue par le haut, facilitant l’organisation des charges et la circulation de la vapeur.
Les autoclaves horizontaux, plus répandus en milieu hospitalier, disposent leur chambre horizontalement avec un chargement frontal. Cette configuration facilite la manutention des charges lourdes et permet l’utilisation de chariots de transport. Elle est particulièrement adaptée aux instruments volumineux et aux contenants de grande capacité.
Caractéristique
Autoclave Vertical
Autoclave Horizontal
Encombrement au sol
Réduit
Important
Facilité de chargement
Modérée
Excellente
Évacuation condensats
Naturelle par gravité
Assistée par pompe
Capacité typique
15-100 litres
50-1000 litres
Application principale
Cabinet médical, laboratoire
Hôpital, industrie
COMPOSANTS ESSENTIELS
La chambre de stérilisation constitue le cœur de l’autoclave. Fabriquée en acier inoxydable de qualité pharmaceutique (316L), elle doit résister aux contraintes thermiques et mécaniques répétées. Sa conception respecte les codes de construction des équipements sous pression (CODAP, ASME) et intègre des systèmes de sécurité redondants : soupapes de sécurité, pressostat de sécurité, thermostat de sécurité.
Le générateur de vapeur peut être intégré à la chambre (autoclaves à réservoir) ou externe (autoclaves à alimentation continue). Les modèles à réservoir, comme ceux illustrés, produisent la vapeur par ébullition de l’eau contenue dans le fond de la chambre. Cette conception simple et robuste convient parfaitement aux installations de taille moyenne. Les systèmes de contrôle modernes intègrent régulation électronique, enregistrement des paramètres, et interfaces utilisateur conviviales permettant la programmation de cycles personnalisés et la traçabilité complète des opérations.
3. PRÉPARATION AVANT STÉRILISATION
La préparation minutieuse précédant la stérilisation constitue une étape déterminante pour garantir l’efficacité du processus. Cette phase englobe le prétraitement des dispositifs médicaux, leur conditionnement approprié, la préparation de l’équipement et la mise en œuvre des contrôles de sécurité indispensables. Une préparation défaillante peut compromettre l’ensemble du processus de stérilisation, exposant patients et personnel à des risques infectieux majeurs.
METHODES DE STERILISATION DES INSTRUMENTS CHIRURGICAUX
NETTOYAGE ET DÉCONTAMINATION PRÉALABLES
Le nettoyage préalable représente l’étape fondamentale conditionnant la réussite de la stérilisation. Les souillures organiques (sang, tissus, sécrétions) et minérales (sels, résidus médicamenteux) forment une barrière protectrice autour des micro-organismes, les protégeant de l’action de la vapeur. La norme ISO 15883 définit les exigences relatives au prétraitement des dispositifs médicaux réutilisables.
La décontamination s’effectue idéalement par nettoyage enzymatique suivi d’un rinçage abondant à l’eau déminéralisée. Les détergents enzymatiques dissolvent efficacement les protéines coagulées et les résidus organiques complexes. La température de lavage ne doit pas excéder 45°C pour éviter la coagulation des protéines qui rendrait leur élimination impossible. Pour les instruments à lumières étroites (endoscopes, canules), un nettoyage par ultrasons peut s’avérer nécessaire, complété par un brossage minutieux des canaux internes.
Le contrôle de l’efficacité du nettoyage s’effectue par inspection visuelle et tests chimiques. Les tests à la protéine révèlent la présence de résidus organiques invisibles à l’œil nu. Un instrument correctement nettoyé doit présenter des surfaces parfaitement brillantes, exemptes de toute trace de souillure, et donner un test protéine négatif. Cette vérification systématique conditionne l’autorisation de poursuivre le processus vers la stérilisation.
EMBALLAGE DES INSTRUMENTS
L’emballage des dispositifs médicaux poursuit un double objectif : permettre la pénétration de la vapeur stérilisante tout en maintenant la stérilité après traitement jusqu’à l’utilisation. Le choix du système d’emballage dépend de la nature des instruments, de leur géométrie, de leur durée de stockage prévue et des conditions d’entreposage.
Les sachets de stérilisation constituent la solution la plus répandue pour les instruments individuels ou les petits sets. Composés d’un film plastique transparent (polyéthylène, polypropylène) et d’un support papier médical, ils permettent l’identification visuelle du contenu tout en résistant aux contraintes de manutention. Les sachets comportent des indicateurs de passage chimiques qui virent de couleur lors de l’exposition à la vapeur, fournissant une première vérification du traitement.
Type d’Emballage
Perméabilité Vapeur
Résistance Mécanique
Durée de Stérilité
Application
Sachets papier/film
Excellente
Modérée
2 ans
Instruments simples
Papier crêpé médical
Très bonne
Bonne
6 mois
Sets chirurgicaux
Non-tissé SMS
Bonne
Excellente
1 an
Instruments volumineux
Contenants rigides
Contrôlée par filtres
Maximale
3 mois (selon usage)
Sets chirurgicaux lourds
Les contenants rigides de stérilisation offrent une protection maximale pour les sets chirurgicaux complexes et onéreux. Fabriqués en aluminium anodisé ou en matériaux composites, ils intègrent des systèmes de filtration permettant le passage de la vapeur tout en bloquant les micro-organismes. Leur utilisation nécessite une validation spécifique des cycles de stérilisation et un entretien rigoureux des filtres et joints d’étanchéité.
Diagramme complet du processus de stérilisation autoclave – De la préparation à la validation
PRÉPARATION DE L’AUTOCLAVE
La préparation de l’autoclave débute par la vérification de l’intégrité de l’équipement et de ses accessoires. L’inspection porte sur l’état des joints d’étanchéité, la propreté de la chambre, le bon fonctionnement des soupapes et la calibration des instruments de mesure. Toute anomalie détectée impose l’arrêt de l’utilisation et l’intervention d’un technicien qualifié.
La qualité de l’eau alimentant l’autoclave revêt une importance critique. L’eau du réseau public contient des sels minéraux qui, lors de l’évaporation répétée, forment des dépôts calcaires obstruant les circuits et altérant les échanges thermiques. L’utilisation d’eau déminéralisée ou distillée s’impose donc, avec un contrôle régulier de sa conductivité qui ne doit pas excéder 10 µS/cm. Le niveau d’eau dans le réservoir doit être vérifié avant chaque utilisation, en respectant les indications du constructeur.
ATTENTION SÉCURITÉ : Ne jamais faire fonctionner un autoclave sans eau suffisante dans le réservoir. Cela provoquerait une surchauffe destructrice de l’équipement et un risque d’accident grave. Respecter impérativement les niveaux minimum et maximum indiqués.
CONTRÔLES DE SÉCURITÉ
Avant tout démarrage, une check-list de sécurité doit être systématiquement appliquée. Elle comprend la vérification du bon fonctionnement des dispositifs de sécurité (pressostat, thermostat, soupapes), le contrôle de l’étanchéité du couvercle, la validation des programmes de stérilisation et la disponibilité des équipements de protection individuelle. Cette démarche préventive, consignée dans un registre, contribue à la traçabilité et à la maîtrise des risques opérationnels. Le personnel doit être formé aux procédures d’urgence et connaître l’emplacement des dispositifs d’arrêt d’urgence et des équipements de première intervention.
4. PROCÉDURE ÉTAPE PAR ÉTAPE
La mise en œuvre d’un cycle de stérilisation vapeur suit une séquence rigoureusement codifiée dont chaque étape conditionne l’efficacité globale du traitement. Cette procédure, standardisée selon les normes internationales EN 285 et ISO 17665, garantit la reproductibilité des résultats et la traçabilité des opérations. La maîtrise parfaite de cette séquence opératoire constitue un prérequis indispensable pour tout opérateur d’autoclave.
Étapes pour assurer une stérilisation appropriée – Rôle des autoclaves dans la prévention d’instruments non stérilisés
Étapes pour assurer une stérilisation appropriée – Rôle des autoclaves dans la prévention d’instruments non stérilisés
CHARGEMENT CORRECT DE L’AUTOCLAVE
Le chargement de l’autoclave obéit à des règles précises visant à optimiser la circulation de la vapeur et garantir un traitement homogène de l’ensemble de la charge. La disposition des articles dans la chambre doit favoriser l’élimination de l’air et la pénétration de la vapeur jusqu’aux zones les plus confinées. Une répartition inadéquate peut créer des zones d’ombre thermique où les conditions de stérilisation ne sont pas atteintes.
Les instruments doivent être disposés de manière à ce que leurs surfaces soient directement exposées à la vapeur. Les instruments à lumière (pinces, ciseaux) doivent être maintenus ouverts pour permettre la pénétration de la vapeur dans leurs articulations. Les contenants (bacs, boîtes) sont positionnés de manière à éviter la stagnation de condensats, généralement inclinés ou retournés. L’espace entre les articles doit permettre une circulation libre de la vapeur, évitant tout empilement ou chevauchement.
Inspection préalable : Vérifier la propreté de la chambre et l’absence de résidus du cycle précédent. Contrôler l’état des grilles et supports de charge.
Positionnement des articles : Placer les articles lourds dans la partie inférieure, les plus légers au-dessus. Éviter le contact direct avec les parois de la chambre.
Orientation optimale : Orienter les ouvertures vers le bas pour faciliter l’évacuation des condensats. Maintenir les instruments articulés en position ouverte.
Répartition homogène : Distribuer uniformément la charge dans la chambre. Éviter les zones de concentration excessive qui créeraient des obstacles à la circulation vapeur.
Respect de la capacité : Ne pas dépasser la charge maximale recommandée par le constructeur. Une surcharge compromet l’efficacité du cycle.
Technique de chargement optimal des instruments dans l’autoclave – Circulation de vapeur maximisée
PARAMÈTRES DE STÉRILISATION
La définition des paramètres de stérilisation constitue une étape critique nécessitant une parfaite connaissance des relations temps-température-efficacité microbicide. Les conditions standards, validées par des décennies d’usage clinique, s’établissent à 121°C pendant 15 minutes ou 134°C pendant 3 minutes pour les charges non poreuses. Ces paramètres correspondent à une réduction de 12 log de la population microbienne, soit une probabilité de survie théorique inférieure à 10⁻⁶.
Le choix de la température dépend principalement de la thermorésistance des matériaux à traiter. Les instruments métalliques supportent les hautes températures (134°C), permettant des cycles rapides particulièrement adaptés aux urgences. Les matériaux thermosensibles (certains polymères, composites) nécessitent des cycles plus longs à température modérée (121°C) pour éviter leur détérioration.
Type de Charge
Température
Pression (bar rel.)
Temps (min)
Application
Instruments métalliques
134°C
2.1
3-18
Chirurgie générale
Instruments composites
121°C
1.1
15-60
Instruments délicats
Textiles emballés
134°C
2.1
18
Linge opératoire
Solutions aqueuses
121°C
1.1
15-120
Milieux de culture
Déchets contaminés
134°C
2.1
60
Inactivation DASRI
Graphique détaillé du cycle de stérilisation – Évolution température et pression dans le temps
PHASES DU CYCLE
Un cycle de stérilisation vapeur se décompose en plusieurs phases distinctes, chacune remplissant une fonction spécifique dans l’obtention des conditions stérilisantes. La compréhension de ces phases permet d’identifier d’éventuels dysfonctionnements et d’optimiser les performances de l’équipement.
PHASE DE PURGE ET ÉVACUATION DE L’AIR :Cette phase initiale élimine l’air contenu dans la chambre et la charge. L’air, mauvais conducteur thermique, forme des poches isolantes qui empêchent la vapeur d’atteindre toutes les surfaces. L’évacuation s’effectue soit par déplacement gravitaire (l’air plus lourd que la vapeur est évacué par le bas), soit par aspiration forcée créant un vide partiel. Cette phase dure généralement 5 à 15 minutes selon le type d’autoclave et la nature de la charge.
PHASE DE MONTÉE EN TEMPÉRATURE : Une fois l’air évacué, la vapeur saturée envahit la chambre et condense au contact des surfaces froides. Cette condensation libère instantanément l’énergie latente de vaporisation, provoquant une montée en température rapide et homogène. La durée de cette phase varie de 3 à 10 minutes selon la masse thermique de la charge et la puissance de l’équipement. La température doit atteindre uniformément la valeur de consigne dans tous les points de la charge.
PHASE DE STÉRILISATION :Constituant le cœur du processus, cette phase maintient les conditions de température et pression pendant la durée prescrite. La vapeur saturée assure un transfert thermique optimal vers tous les micro-organismes présents. La stabilité des paramètres est cruciale : toute chute de température ou de pression interrompt l’action microbicide et compromet l’efficacité du traitement. Les systèmes de régulation modernes maintiennent ces paramètres avec une précision de ±2°C et ±0.1 bar.
PHASE DE DÉCOMPRESSION ET SÉCHAGE : En fin de cycle, la pression est progressivement réduite pour éviter l’ébullition violente des liquides et la projection de gouttelettes contaminées. La décompression peut être lente (naturelle) ou rapide (assistée par pompe). Le séchage élimine l’humidité résiduelle par évaporation sous vide partiel ou circulation d’air filtré. Cette phase, souvent négligée, conditionne la qualité de conservation des articles stérilisés : une humidité résiduelle favorise le développement microbien et compromet l’intégrité des emballages.
SURVEILLANCE DU PROCESSUS
La surveillance continue du processus s’appuie sur l’enregistrement des paramètres physiques (température, pression, temps) et leur comparaison aux valeurs de référence. Les systèmes modernes intègrent des enregistreurs graphiques ou numériques traçant en temps réel l’évolution de ces paramètres. Ces enregistrements constituent une preuve objective du respect des conditions de stérilisation et participent à la traçabilité réglementaire.
Les alarmes sonores et visuelles alertent l’opérateur en cas de dérive des paramètres au-delà des tolérances admissibles. Les causes les plus fréquentes d’alarme incluent : température insuffisante (défaut de production vapeur, surcharge thermique), pression inadéquate (fuite d’étanchéité, obstruction de purge), durée insuffisante (arrêt prématuré, coupure électrique). Chaque alarme impose l’arrêt du cycle et l’analyse des causes avant nouvelle utilisation.
5. Contrôle et Validation
Le contrôle et la validation des processus de stérilisation constituent des exigences réglementaires incontournables garantissant la sécurité des patients et la conformité aux bonnes pratiques. Ces procédures, codifiées par les normes ISO 11138, ISO 11140 et EN 285, établissent la preuve objective que les conditions de stérilisation ont été atteintes et maintenues pendant la durée prescrite. La mise en œuvre d’un système de contrôle rigoureux conditionne l’autorisation d’exploitation de tout équipement de stérilisation en milieu médical.
INDICATEURS CHIMIQUES, BIOLOGIQUES ET PHYSIQUES
Le contrôle de la stérilisation s’appuie sur trois types d’indicateurs complémentaires offrant chacun un niveau d’information spécifique sur l’efficacité du processus. Cette approche multicritère permet une validation robuste et redondante, condition essentielle à la maîtrise du risque infectieux.
Les indicateurs physiques mesurent et enregistrent les paramètres physiques du cycle : température, pression, temps et vide. Ces mesures, réalisées par des sondes étalonnées et des enregistreurs certifiés, constituent la preuve première du respect des conditions opératoires. L’enregistrement graphique ou numérique permet l’analyse rétrospective des cycles et la détection d’éventuelles dérives. Cependant, ces indicateurs ne renseignent que sur les conditions régnant au niveau des capteurs, sans garantir l’homogénéité de traitement de l’ensemble de la charge.
Les indicateurs chimiques complètent cette approche en témoignant de l’exposition effective des articles à stériliser. Ces dispositifs, basés sur des réactions chimiques irréversibles, changent d’aspect (couleur, fusion) lorsqu’ils sont soumis aux conditions de stérilisation. La norme ISO 11140 classe ces indicateurs en six types selon leur sophistication : du simple ruban adhésif (classe 1) détectant uniquement l’exposition à la vapeur, aux indicateurs multi-variables (classe 6) simulant le comportement d’un micro-organisme test.
Type Indicateur
Classe ISO
Paramètres Détectés
Utilisation
Interprétation
Indicateur de passage
Classe 1
Exposition vapeur
Externe emballage
Traité / Non traité
Test Bowie-Dick
Classe 2
Élimination air
Test quotidien
Pénétration vapeur
Indicateur mono-variable
Classe 3
1 paramètre
Contrôle spécifique
Seuil atteint
Indicateur multi-variables
Classe 4
2+ paramètres
Contrôle routine
Conditions adéquates
Indicateur intégrateur
Classe 5
T° + temps
Libération charge
Équivalence stérilisation
Émulateur biologique
Classe 6
Simulation micro-organisme
Validation poussée
Efficacité microbicide
Classification des six types d’indicateurs chimiques de stérilisation selon ISO 11140
Les indicateurs biologiques représentent le test ultime de l’efficacité stérilisante. Ils contiennent des micro-organismes vivants de résistance connue (généralement Geobacillus stearothermophilus) et permettent de vérifier directement l’efficacité microbicide du processus. Leur mise en culture post-traitement révèle la survie éventuelle de micro-organismes, signalant un dysfonctionnement du processus. Ces tests, plus longs à interpréter (24 à 48h d’incubation), offrent la preuve définitive de l’efficacité de la stérilisation.
Gamme complète d’indicateurs biologiques et chimiques pour contrôle de stérilisation
TESTS DE BOWIE-DICK
Le test de Bowie-Dick constitue un contrôle spécifique de l’efficacité de l’évacuation d’air dans les autoclaves à pré-vide (classes B et S). Ce test, obligatoire quotidiennement avant la première utilisation, détecte la présence de fuites d’air ou de non-condensables qui compromettraient la pénétration homogène de la vapeur.
Le principe repose sur l’utilisation d’un pack test standardisé composé de textiles pliés et d’un indicateur chimique central. En présence d’air résiduel, l’indicateur ne vire pas de couleur de manière homogène, révélant des zones d’ombre thermique. Un test satisfaisant montre un virage uniforme de l’ensemble de l’indicateur, attestant d’une élimination complète de l’air et d’une pénétration homogène de la vapeur stérilisante.
Interprétation du test Bowie-Dick :
• Résultat satisfaisant : Virage uniforme et complet de l’indicateur
• Résultat non satisfaisant : Virage partiel, zones non colorées, dégradé de couleur
• Action corrective : Arrêt de l’autoclave, recherche de fuites, maintenance corrective
DOCUMENTATION ET TRAÇABILITÉ
La documentation complète des opérations de stérilisation répond aux exigences réglementaires de traçabilité et constitue un élément de preuve en cas de contentieux. Cette documentation comprend l’enregistrement systématique de tous les paramètres de cycle, la conservation des indicateurs utilisés, et la tenue de registres d’exploitation détaillés.
Chaque cycle doit faire l’objet d’un enregistrement comprenant : identification de l’équipement, date et heure, nature de la charge, paramètres de stérilisation, résultats des contrôles, identification de l’opérateur. Ces enregistrements, conservés selon les exigences réglementaires (généralement 5 ans minimum), permettent la traçabilité complète en cas de rappel de dispositifs ou d’incident infectieux.
Les systèmes informatisés modernes facilitent cette traçabilité en générant automatiquement les certificats de stérilisation et en gérant les bases de données d’exploitation. L’intégration avec les systèmes hospitaliers permet le suivi temps réel des charges et l’alerte automatique en cas de non-conformité.
LIBÉRATION DES CHARGES
La libération d’une charge stérilisée ne peut intervenir qu’après validation complète de tous les critères de conformité. Cette décision, prise par un personnel qualifié, s’appuie sur l’analyse convergente de tous les indicateurs : enregistrements physiques conformes, indicateurs chimiques virés correctement, absence d’alarme ou d’incident durant le cycle.
En cas de doute ou d’anomalie, la charge doit être mise en quarantaine et analysée par un responsable technique. Les articles suspects ne peuvent être libérés qu’après investigation complète et, si nécessaire, nouveau traitement. Cette approche préventive, bien qu’occasionnellement contraignante, garantit l’élimination de tout risque infectieux résiduel.
6. MAINTENANCE ET DÉPANNAGE
La maintenance préventive et curative des stérilisateurs à vapeur constitue un pilier essentiel de leur performance et de leur longévité. Un programme de maintenance rigoureux, conforme aux recommandations des constructeurs et aux exigences normatives, garantit la fiabilité des équipements, minimise les arrêts non programmés et assure la sécurité des opérateurs. La négligence de ces aspects peut conduire à des dysfonctionnements graves compromettant l’efficacité de la stérilisation et exposant à des risques sanitaires majeurs.
Autoclave 18L haute pression – Vue d’ensemble des composants pour maintenance préventive
Cuve d’autoclave de laboratoire – Composants internes et système de fonctionnement
Maintenance Préventive Quotidienne
Les opérations de maintenance quotidienne, réalisées par les utilisateurs formés, visent à préserver l’état optimal de l’équipement et à détecter précocement d’éventuelles anomalies. Ces interventions simples mais cruciales conditionnent la disponibilité de l’équipement et préviennent les pannes coûteuses.
Le nettoyage quotidien de la chambre de stérilisation élimine les résidus de condensation et les dépôts organiques susceptibles de favoriser la corrosion ou d’altérer les performances thermiques. Cette opération s’effectue avec un détergent non corrosif suivi d’un rinçage à l’eau déminéralisée et d’un séchage complet. L’inspection visuelle de la chambre révèle d’éventuels points de corrosion, fissures ou déformations nécessitant une intervention technique.
Le contrôle du niveau d’eau du réservoir et de sa qualité (conductivité) garantit un fonctionnement optimal du générateur de vapeur. L’eau déminéralisée doit être renouvelée régulièrement pour éviter la concentration des impuretés résiduelles. La vérification du fonctionnement des indicateurs (manomètres, thermomètres) et des dispositifs de sécurité (soupapes, pressostats) complète cette routine quotidienne.
Check-list quotidienne :
✓ Nettoyage et inspection de la chambre
✓ Contrôle niveau et qualité de l’eau
✓ Vérification étanchéité couvercle et joints
✓ Test des dispositifs de sécurité
✓ Contrôle des indicateurs de mesure
✓ Consignation dans le registre d’exploitation
ENTRETIEN PÉRIODIQUE
L’entretien périodique, confié à des techniciens spécialisés, approfondit l’examen de l’équipement et procède aux opérations de maintenance préventive planifiée. La fréquence de ces interventions, généralement mensuelle, trimestrielle et annuelle, dépend de l’intensité d’utilisation et des recommandations constructeur.
L’entretien mensuel porte sur le détartrage du générateur de vapeur, opération cruciale en présence d’eau calcaire. Les dépôts calcaires réduisent l’efficacité des échanges thermiques, augmentent les temps de cycle et peuvent provoquer des surchauffes destructrices. Le détartrage s’effectue avec des solutions acides spécialisées, suivi d’un rinçage abondant et d’une neutralisation complète.
La maintenance trimestrielle inclut la vérification approfondie des circuits de vapeur, le contrôle des soupapes de sécurité, l’inspection des éléments chauffants et le test des automatismes. Les joints d’étanchéité font l’objet d’une attention particulière, leur défaillance étant une cause fréquente de dysfonctionnement. Le remplacement préventif de ces consommables évite les pannes inopinées.
L’entretien annuel constitue une révision complète de l’équipement incluant l’étalonnage de tous les instruments de mesure, la vérification de conformité aux normes de sécurité et la mise à jour des systèmes de contrôle. Cette intervention, souvent assimilée à un contrôle technique, conditionne l’autorisation d’exploitation pour l’année suivante.
PROBLÈMES COURANTS ET SOLUTIONS
La connaissance des pannes récurrentes et de leurs causes permet une approche diagnostique méthodique et une résolution rapide des dysfonctionnements. Les problèmes les plus fréquents concernent la production de vapeur, l’étanchéité, la régulation thermique et les automatismes.
Symptôme
Cause Probable
Diagnostic
Solution
Température insuffisante
Éléments chauffants défaillants
Test continuité électrique
Remplacement éléments
Montée en pression lente
Fuite d’étanchéité
Test étanchéité à froid
Remplacement joints
Présence d’eau sur charges
Séchage insuffisant
Contrôle cycle séchage
Révision système vide
Alarme pression de sécurité
Soupape défaillante
Test tarage soupape
Étalonnage/remplacement
Durée de cycle excessive
Entartrage générateur
Inspection visuelle
Détartrage complet
Les fuites de vapeur, fréquentes sur les équipements vieillissants, se manifestent par une montée en pression lente et des sifflements caractéristiques. Leur localisation s’effectue par inspection visuelle en cours de fonctionnement, les points de fuite étant révélés par les jets de vapeur. La réparation nécessite généralement le remplacement des joints d’étanchéité, opération délicate requérant l’arrêt complet de l’équipement.
Les problèmes de régulation thermique se traduisent par des oscillations de température ou des dépassements des consignes. Leurs causes incluent le déréglage des sondes, l’encrassement des échangeurs ou la défaillance des organes de régulation. Le diagnostic différentiel s’appuie sur l’analyse des enregistrements de cycles et la vérification métrologique des capteurs.
ÉTALONNAGE DES INSTRUMENTS
L’étalonnage périodique des instruments de mesure garantit la fiabilité des informations fournies et la conformité aux exigences métrologiques. Cette opération, réalisée par des organismes accrédités, vérifie l’exactitude des mesures et quantifie les erreurs éventuelles.
Les thermomètres et manomètres font l’objet d’un étalonnage annuel par comparaison avec des étalons certifiés. Les écarts mesurés donnent lieu à l’établissement de certificats d’étalonnage mentionnant les corrections à apporter ou la nécessité de remplacement. Cette traçabilité métrologique constitue une exigence réglementaire pour les équipements médicaux critiques.
L’étalonnage des sondes de température s’effectue in situ par la méthode des points fixes (température de fusion de la glace, température d’ébullition de l’eau) ou par comparaison avec des sondes étalons. Cette opération délicate nécessite l’intervention de techniciens spécialisés et peut révéler des dérives importantes justifiant le remplacement des capteurs défaillants.
7. SÉCURITÉ ET BONNES PRATIQUES
La sécurité dans l’utilisation des stérilisateurs à vapeur sous pression revêt une importance capitale compte tenu des risques inhérents à ces équipements : haute température, haute pression, vapeur surchauffée, et manipulation d’instruments potentiellement contaminés. L’instauration d’une culture sécuritaire robuste, appuyée sur des procédures rigoureuses et une formation continue du personnel, constitue un prérequis incontournable à l’exploitation de ces équipements en toute sécurité.
Vue panoramique d’un environnement de stérilisation professionnel – Équipements de sécurité et installation complète
Cycle complet des instruments chirurgicaux réutilisables – Processus de décontamination et stérilisation
ÉQUIPEMENTS DE PROTECTION INDIVIDUELLE
L’utilisation d’équipements de protection individuelle (EPI) adaptés constitue la première ligne de défense contre les risques liés à la manipulation des autoclaves. Ces équipements, choisis en fonction de l’analyse des risques spécifiques à chaque poste de travail, doivent répondre aux exigences des normes européennes et faire l’objet d’une maintenance régulière garantissant leur efficacité protectrice.
La protection des mains s’avère cruciale lors des manipulations d’instruments chauds et de l’ouverture des autoclaves en fin de cycle. Les gants de protection thermique, conformes à la norme EN 407, offrent une résistance aux hautes températures et à la vapeur. Leur choix dépend du niveau de température rencontré et de la dextérité requise. Les gants en kevlar ou en cuir traité conviennent aux manipulations d’urgence, tandis que les gants en néoprène ou nitrile offrent une meilleure souplesse pour les opérations de précision.
La protection oculaire prévient les projections de vapeur et de liquides chauds lors de l’ouverture prématurée ou accidentelle des autoclaves. Les lunettes de sécurité, équipées de protections latérales et de verres résistants aux chocs thermiques, constituent l’équipement minimal. Pour les interventions de maintenance, un écran facial complet offre une protection optimale du visage et des voies respiratoires supérieures.
La protection vestimentaire comprend le port d’une blouse de laboratoire en coton ou polyester-coton, matériaux offrant une protection satisfaisante contre les projections tout en permettant l’évacuation rapide en cas d’accident. Le port de chaussures de sécurité fermées, antidérapantes et résistantes aux liquides chauds, complète cette protection de base. Les chaussures ouvertes (sandales, claquettes) sont formellement proscrites dans les zones de stérilisation.
PRÉVENTION DES ACCIDENTS
La prévention des accidents repose sur l’identification exhaustive des situations dangereuses et la mise en place de barrières de sécurité techniques et organisationnelles. L’analyse des accidents survenus dans d’autres établissements constitue un retour d’expérience précieux pour anticiper et prévenir les situations similaires.
Les brûlures représentent le risque le plus fréquent et peuvent survenir par contact direct avec les surfaces chaudes, exposition à la vapeur ou manipulation d’instruments récemment stérilisés. La prévention passe par le respect strict des temps de refroidissement, l’utilisation systématique des EPI et la mise en place de dispositifs d’avertissement (signalisation, marquage des zones chaudes). L’installation de systèmes de refroidissement rapide ou de sas de décompression réduit significativement ces risques.
Les accidents de surpression, bien que rares, peuvent avoir des conséquences dramatiques. Ils résultent généralement d’un dysfonctionnement des dispositifs de sécurité ou d’une utilisation incorrecte de l’équipement. La prévention s’appuie sur la maintenance rigoureuse des soupapes de sécurité, le contrôle périodique des pressostats et la formation du personnel aux procédures d’urgence. L’interdiction formelle d’ouverture forcée d’un autoclave sous pression constitue une règle de sécurité fondamentale.
RÈGLES DE SÉCURITÉ IMPÉRATIVES :
• Ne jamais forcer l’ouverture d’un autoclave sous pression
• Attendre le refroidissement complet avant manipulation
• Porter systématiquement les EPI réglementaires
• Respecter les procédures d’urgence en cas d’incident
• Signaler immédiatement tout dysfonctionnement
GESTION DES INCIDENTS
La gestion des incidents s’organise autour de procédures d’urgence clairement définies, régulièrement exercées et connues de tous les utilisateurs. Ces procédures couvrent les différents types d’incidents possibles : surpression, fuite de vapeur, panne électrique, incendie, blessure du personnel. Chaque situation d’urgence fait l’objet d’une fiche réflexe détaillant les actions immédiates à entreprendre et les personnes à alerter.
En cas de surpression anormale, la procédure d’urgence impose l’arrêt immédiat de l’alimentation électrique, l’évacuation du personnel de la zone dangereuse et l’alerte des services techniques et de sécurité. L’intervention sur l’équipement en surpression est strictement réservée aux techniciens spécialisés équipés des protections adéquates. Le secteur reste consigné jusqu’à retour aux conditions normales de sécurité.
Les fuites de vapeur importantes nécessitent l’arrêt d’urgence de l’équipement et l’évacuation du personnel. La vapeur peut provoquer des brûlures graves et réduire considérablement la visibilité, compliquant l’évacuation. L’installation de détecteurs de vapeur et de systèmes d’alarme automatiques améliore significativement la réactivité face à ces incidents. La ventilation forcée du local permet l’évacuation rapide de la vapeur et le retour à des conditions normales.
FORMATION DU PERSONNEL
La formation du personnel constitue le pilier central de la sécurité dans l’utilisation des autoclaves. Cette formation, obligatoire avant toute prise de poste et régulièrement actualisée, couvre les aspects techniques, sécuritaires et réglementaires de l’utilisation de ces équipements. Elle s’adapte au niveau de responsabilité de chaque utilisateur et fait l’objet d’une évaluation certifiante.
Le programme de formation initiale comprend la compréhension du fonctionnement de l’autoclave, la maîtrise des procédures opératoires, la connaissance des risques et des mesures de prévention, l’utilisation des EPI et la conduite à tenir en situation d’urgence. Cette formation théorique s’accompagne d’une période de mise en pratique supervisée permettant l’acquisition des automatismes de sécurité.
La formation continue actualise les connaissances en fonction de l’évolution des équipements, des réglementations et du retour d’expérience. Elle intègre l’analyse des incidents survenus, les modifications de procédures et les nouveautés technologiques. Des exercices périodiques de gestion de crise maintiennent l’efficacité des réflexes d’urgence et permettent d’identifier les axes d’amélioration des procédures de sécurité.
Programme de formation recommandé :
• Formation initiale : 16h (théorie + pratique)
• Évaluation pratique avec certification
• Recyclage annuel : 4h
• Exercices d’urgence : trimestriels
• Mise à jour réglementaire : selon évolution
Synthèse du processus complet de stérilisation vapeur : Nettoyage, emballage et stérilisation – Processus intégré
CONCLUSION
La stérilisation par vapeur sous pression demeure aujourd’hui la méthode de référence pour l’inactivation des micro-organismes en milieu médical. Sa maîtrise technique, désormais codifiée par des normes internationales rigoureuses, nécessite une approche globale intégrant connaissance des équipements, respect des procédures, contrôle continu des performances et culture sécuritaire développée.
L’efficacité de cette méthode repose sur la convergence de multiples facteurs : qualité de la préparation, justesse des paramètres, fiabilité des équipements, compétence des opérateurs et rigueur des contrôles. Chaque maillon de cette chaîne conditionne la qualité finale du processus et, ultimement, la sécurité des patients. L’évolution technologique continue de ces équipements, notamment vers l’automatisation et la traçabilité électronique, renforce encore leur fiabilité et facilite leur utilisation en toute sécurité.
LES DANGERS DES PICKLES MAISON : CE QU’IL FAUT SAVOIR
Les pickles, ces légumes fermentés ou marinés dans une saumure, sont appréciés pour leur goût acidulé et leur croquant. Que ce soit des concombres, des carottes, des choux-fleurs ou d’autres légumes, les pickles maison sont devenus une tendance culinaire populaire. Cependant, malgré leur simplicité apparente, la préparation de pickles maison comporte des risques sanitaires qu’il ne faut pas négliger. Dans cet article, nous explorerons les dangers potentiels des pickles maison, les bonnes pratiques à suivre pour les éviter, et les précautions à prendre pour garantir une fermentation ou une marinade sûre.
1. LES RISQUES MICROBIOLOGIQUES DES PICKLES MAISON
A. LA PROLIFERATION DE BACTERIES NOCIVES
La fermentation et la marinade des légumes reposent sur la création d’un environnement acide qui inhibe la croissance des bactéries pathogènes. Cependant, si le processus n’est pas correctement maîtrisé, des bactéries dangereuses comme Clostridium botulinum (responsable du botulisme), E. coli, ou Listeria peuvent se développer.
·Le Botulisme : Le botulisme est une maladie rare mais potentiellement mortelle causée par la toxine produite par Clostridium botulinum. Cette bactérie se développe dans des environnements anaérobies (sans oxygène), comme les conserves mal stérilisées ou les pots de pickles mal préparés. Les symptômes du botulisme incluent une faiblesse musculaire, des troubles de la vision, des difficultés à avaler et, dans les cas graves, une paralysie respiratoire.
·E. COLI ET LISTERIA : Ces bactéries peuvent contaminer les légumes si ceux-ci ne sont pas correctement lavés ou si l’équipement utilisé n’est pas suffisamment propre. Elles peuvent provoquer des intoxications alimentaires, avec des symptômes tels que diarrhées, vomissements et fièvre.
B. LA FERMENTATION INCONTROLEE
La fermentation est un processus naturel qui dépend de l’équilibre entre les bonnes bactéries (comme les lactobacilles) et les mauvaises. Si les conditions ne sont pas optimales (température inadéquate, manque de sel, ou exposition à l’air), des micro-organismes indésirables peuvent prendre le dessus, rendant les pickles impropres à la consommation.
2. LES ERREURS COURANTES DANS LA PREPARATION DES PICKLES MAISON
A. UNE STERILISATION INSUFFISANTE
L’une des erreurs les plus fréquentes est de ne pas stériliser correctement les bocaux et les ustensiles utilisés. Les bactéries et les moisissures présentes sur les surfaces peuvent contaminer les pickles, même si la recette est par ailleurs bien suivie.
B. UN TAUX DE SEL INAPPROPRIE
Le sel joue un rôle crucial dans la fermentation des pickles. Il inhibe la croissance des bactéries nocives tout en favorisant celle des bonnes bactéries lactiques. Si la quantité de sel est insuffisante, les mauvaises bactéries peuvent proliférer. À l’inverse, trop de sel peut ralentir ou stopper la fermentation, rendant les pickles immangeables.
C. UNE MAUVAISE GESTION DE L’ACIDITE
L’acidité est un autre facteur clé pour la sécurité des pickles. Un pH trop élevé (peu acide) favorise la croissance de bactéries dangereuses. Il est essentiel d’utiliser du vinaigre de qualité alimentaire et de respecter les proportions indiquées dans les recettes.
D. UNE FERMENTATION TROP LONGUE OU TROP COURTE
La durée de fermentation doit être adaptée aux légumes utilisés et aux conditions environnementales. Une fermentation trop courte peut ne pas suffire à créer un environnement acide sûr, tandis qu’une fermentation trop longue peut entraîner une surproduction d’acide, rendant les pickles désagréables au goût.
3. LES BONNES PRATIQUES POUR PREPARER DES PICKLES MAISON EN TOUTE SECURITE
A. STÉRILISER LES BOCAUX ET LES USTENSILES
Avant de commencer, il est essentiel de stériliser tous les équipements. Les bocaux, les couvercles et les ustensiles doivent être soigneusement lavés à l’eau chaude savonneuse, puis stérilisés à l’eau bouillante ou au lave-vaisselle à haute température.
B. UTILISER DES INGREDIENTS DE QUALITE
Choisissez des légumes frais et de qualité, exempts de meurtrissures ou de moisissures. Utilisez du sel non iodé (comme le sel de mer ou le sel de pickling) et du vinaigre de qualité alimentaire avec un taux d’acidité d’au moins 5 %.
C. RESPECTER LES PROPORTIONS DE SEL ET DE VINAIGRE
Suivez scrupuleusement les recettes pour garantir un équilibre entre le sel, le vinaigre et les légumes. En général, une saumure à 2-3 % de sel est recommandée pour la fermentation.
D. CONTROLER LA TEMPERATURE ET LA DUREE DE FERMENTATION
La fermentation doit se dérouler à une température stable, idéalement entre 18 °C et 22 °C. Évitez les variations de température qui pourraient perturber le processus. La durée de fermentation varie selon les légumes et les recettes, mais elle se situe généralement entre 3 et 14 jours.
E. SURVEILLER LES SIGNES DE CONTAMINATION
Pendant la fermentation, surveillez l’apparence, l’odeur et la texture des pickles. Des bulles, une odeur aigre et une légère turbidité de la saumure sont normales. En revanche, une moisissure visible, une odeur désagréable ou une texture visqueuse sont des signes de contamination. Dans ce cas, jetez immédiatement les pickles.
4. LES ALTERNATIVES SURES POUR LES DEBUTANTS
Si vous débutez dans la préparation de pickles maison, il peut être prudent de commencer par des recettes simples et rapides, comme les pickles au vinaigre (non fermentés). Ces pickles sont moins risqués car ils reposent sur l’acidité du vinaigre pour préserver les légumes, plutôt que sur la fermentation.
5. CONCLUSION
Les pickles maison peuvent être une excellente façon de conserver les légumes et d’explorer de nouvelles saveurs. Cependant, il est crucial de respecter les règles d’hygiène et les bonnes pratiques pour éviter les risques sanitaires. En stérilisant soigneusement les équipements, en utilisant des ingrédients de qualité et en surveillant le processus de fermentation, vous pouvez profiter de pickles maison délicieux et sûrs. Si vous avez des doutes sur la sécurité de vos pickles, n’hésitez pas à consulter des ressources fiables ou à demander conseil à un expert en conservation alimentaire.
En somme, avec un peu de vigilance et de savoir-faire, les pickles maison peuvent être un ajout sain et savoureux à votre alimentation. Bonne fermentation !
Les pickles, ces légumes fermentés ou marinés dans une saumure, sont appréciés pour leur goût acidulé et leur croquant. Que ce soit des concombres, des carottes, des choux-fleurs ou d’autres légumes, les pickles maison sont devenus une tendance culinaire populaire. Cependant, malgré leur simplicité apparente, la préparation de pickles maison comporte des risques sanitaires qu’il ne faut pas négliger. Dans cet article, nous explorerons les dangers potentiels des pickles maison, les bonnes pratiques à suivre pour les éviter, et les précautions à prendre pour garantir une fermentation ou une marinade sûre.
1. LES RISQUES MICROBIOLOGIQUES DES PICKLES MAISON
A. LA PROLIFERATION DE BACTERIES NOCIVES
La fermentation et la marinade des légumes reposent sur la création d’un environnement acide qui inhibe la croissance des bactéries pathogènes. Cependant, si le processus n’est pas correctement maîtrisé, des bactéries dangereuses comme Clostridium botulinum (responsable du botulisme), E. coli, ou Listeria peuvent se développer.
·LE BOTULISME : Le botulisme est une maladie rare mais potentiellement mortelle causée par la toxine produite par Clostridium botulinum. Cette bactérie se développe dans des environnements anaérobies (sans oxygène), comme les conserves mal stérilisées ou les pots de pickles mal préparés. Les symptômes du botulisme incluent une faiblesse musculaire, des troubles de la vision, des difficultés à avaler et, dans les cas graves, une paralysie respiratoire.
·E. COLI ET LISTERIA : Ces bactéries peuvent contaminer les légumes si ceux-ci ne sont pas correctement lavés ou si l’équipement utilisé n’est pas suffisamment propre. Elles peuvent provoquer des intoxications alimentaires, avec des symptômes tels que diarrhées, vomissements et fièvre.
B. LA FERMENTATION INCONTROLEE
La fermentation est un processus naturel qui dépend de l’équilibre entre les bonnes bactéries (comme les lactobacilles) et les mauvaises. Si les conditions ne sont pas optimales (température inadéquate, manque de sel, ou exposition à l’air), des micro-organismes indésirables peuvent prendre le dessus, rendant les pickles impropres à la consommation.
2. LES ERREURS COURANTES DANS LA PREPARATION DES PICKLES MAISON
A. UNE STERILISATION INSUFFISANTE
L’une des erreurs les plus fréquentes est de ne pas stériliser correctement les bocaux et les ustensiles utilisés. Les bactéries et les moisissures présentes sur les surfaces peuvent contaminer les pickles, même si la recette est par ailleurs bien suivie.
B. UN TAUX DE SEL INAPPROPRIE
Le sel joue un rôle crucial dans la fermentation des pickles. Il inhibe la croissance des bactéries nocives tout en favorisant celle des bonnes bactéries lactiques. Si la quantité de sel est insuffisante, les mauvaises bactéries peuvent proliférer. À l’inverse, trop de sel peut ralentir ou stopper la fermentation, rendant les pickles immangeables.
C. UNE MAUVAISE GESTION DE L’ACIDITE
L’acidité est un autre facteur clé pour la sécurité des pickles. Un pH trop élevé (peu acide) favorise la croissance de bactéries dangereuses. Il est essentiel d’utiliser du vinaigre de qualité alimentaire et de respecter les proportions indiquées dans les recettes.
D. UNE FERMENTATION TROP LONGUE OU TROP COURTE
La durée de fermentation doit être adaptée aux légumes utilisés et aux conditions environnementales. Une fermentation trop courte peut ne pas suffire à créer un environnement acide sûr, tandis qu’une fermentation trop longue peut entraîner une surproduction d’acide, rendant les pickles désagréables au goût.
3. LES BONNES PRATIQUES POUR PREPARER DES PICKLES MAISON EN TOUTE SECURITE
A. STERILISER LES BOCAUX ET LES USTENSILES
Avant de commencer, il est essentiel de stériliser tous les équipements. Les bocaux, les couvercles et les ustensiles doivent être soigneusement lavés à l’eau chaude savonneuse, puis stérilisés à l’eau bouillante ou au lave-vaisselle à haute température.
B. UTILISER DES INGREDIENTS DE QUALITE
Choisissez des légumes frais et de qualité, exempts de meurtrissures ou de moisissures. Utilisez du sel non iodé (comme le sel de mer ou le sel de pickling) et du vinaigre de qualité alimentaire avec un taux d’acidité d’au moins 5 %.
C. RESPECTER LES PROPORTIONS DE SEL ET DE VINAIGRE
Suivez scrupuleusement les recettes pour garantir un équilibre entre le sel, le vinaigre et les légumes. En général, une saumure à 2-3 % de sel est recommandée pour la fermentation.
D. CONTROLER LA TEMPERATURE ET LA DUREE DE FERMENTATION
La fermentation doit se dérouler à une température stable, idéalement entre 18 °C et 22 °C. Évitez les variations de température qui pourraient perturber le processus. La durée de fermentation varie selon les légumes et les recettes, mais elle se situe généralement entre 3 et 14 jours.
E. SURVEILLER LES SIGNES DE CONTAMINATION
Pendant la fermentation, surveillez l’apparence, l’odeur et la texture des pickles. Des bulles, une odeur aigre et une légère turbidité de la saumure sont normales. En revanche, une moisissure visible, une odeur désagréable ou une texture visqueuse sont des signes de contamination. Dans ce cas, jetez immédiatement les pickles.
4. LES ALTERNATIVES SURES POUR LES DEBUTANTS
Si vous débutez dans la préparation de pickles maison, il peut être prudent de commencer par des recettes simples et rapides, comme les pickles au vinaigre (non fermentés). Ces pickles sont moins risqués car ils reposent sur l’acidité du vinaigre pour préserver les légumes, plutôt que sur la fermentation.
5. CONCLUSION
Les pickles maison peuvent être une excellente façon de conserver les légumes et d’explorer de nouvelles saveurs. Cependant, il est crucial de respecter les règles d’hygiène et les bonnes pratiques pour éviter les risques sanitaires. En stérilisant soigneusement les équipements, en utilisant des ingrédients de qualité et en surveillant le processus de fermentation, vous pouvez profiter de pickles maison délicieux et sûrs. Si vous avez des doutes sur la sécurité de vos pickles, n’hésitez pas à consulter des ressources fiables ou à demander conseil à un expert en conservation alimentaire.
En somme, avec un peu de vigilance et de savoir-faire, les pickles maison peuvent être un ajout sain et savoureux à votre alimentation. Bonne fermentation !
L’EAU DANS LES BOCAUX APRÈS STÉRILISATION : PHÉNOMÈNE DE CONDENSATION, CAUSES ET SOLUTIONS
INTRODUCTION TECHNIQUE
La stérilisation des bocaux constitue un processus thermodynamique complexe impliquant des transferts de chaleur, des changements d’état et des phénomènes de condensation. Lorsque les bocaux subissent un traitement thermique à haute température, généralement entre 100°C et 121°C selon la méthode employée, l’eau présente sous forme de vapeur dans l’espace de tête se trouve soumise à des variations importantes de température et de pression.
Le phénomène d’apparition d’eau à l’intérieur des bocaux après stérilisation résulte principalement de la condensation de la vapeur d’eau sur les parois internes du récipient lors du refroidissement. Cette condensation s’explique par les lois de la thermodynamique et représente un processus naturel inhérent aux cycles de chauffage-refroidissement des systèmes fermés contenant de l’humidité.
Figure 1: Condensation typique observée dans les bocaux après stérilisation
Cette problématique technique revêt une importance cruciale dans l’industrie agroalimentaire et la conservation domestique, car elle peut affecter la qualité des produits conservés, leur durée de vie et leur sécurité microbiologique. La compréhension des mécanismes physico-chimiques sous-jacents permet d’optimiser les procédés de stérilisation et de minimiser les effets indésirables de la condensation.
L’analyse de ce phénomène nécessite une approche multidisciplinaire combinant la thermodynamique, la mécanique des fluides, et la science des matériaux. Les paramètres critiques incluent la température de stérilisation, la durée d’exposition, la vitesse de refroidissement, l’humidité relative initiale, la géométrie du bocal et les propriétés thermiques des matériaux d’emballage.
Chapitre 1: Phénomènes physiques de la condensation
1.1 Principes thermodynamiques fondamentaux
La condensation dans les bocaux stérilisés obéit aux lois fondamentales de la thermodynamique, particulièrement la loi des gaz parfaits et l’équation de Clausius-Clapeyron. Lorsque la température du système diminue après stérilisation, la pression de vapeur saturante de l’eau décroît exponentiellement selon la relation P = P₀ × exp(-ΔHvap/RT), où ΔHvap représente l’enthalpie de vaporisation (40,7 kJ/mol pour l’eau), R la constante des gaz parfaits (8,314 J/mol·K) et T la température absolue.
Figure 2: Mécanisme physique de formation des gouttelettes par condensation
Le processus de nucléation hétérogène se produit préférentiellement sur les parois du bocal, qui constituent des sites de nucléation favorables en raison de leur rugosité microscopique et de leurs propriétés de mouillage. L’énergie libre de Gibbs pour la formation d’une gouttelette sphérique de rayon r s’exprime par ΔG = (4/3)πr³ΔGv + 4πr²γ, où ΔGv représente l’énergie volumique de condensation et γ la tension superficielle eau-vapeur (0,0728 N/m à 20°C).
1.2 Transferts thermiques et convection
Les transferts thermiques dans les bocaux stérilisés impliquent trois modes principaux : conduction à travers les parois de verre, convection naturelle dans l’espace gazeux, et rayonnement thermique. Le coefficient de transfert thermique par convection naturelle peut être estimé par la corrélation de Nusselt : Nu = 0,59 × Ra^(1/4) pour les cylindres verticaux, où Ra représente le nombre de Rayleigh.
Données techniques de référence :
Conductivité thermique du verre borosilicate : 1,2 W/m·K
Capacité calorifique de l’air humide : 1,02 kJ/kg·K
Coefficient de dilatation thermique de l’air : 3,43×10⁻³ K⁻¹
Viscosité dynamique de l’air à 20°C : 1,81×10⁻⁵ Pa·s
La stratification thermique dans l’espace de tête du bocal génère des gradients de densité induisant des mouvements convectifs selon les équations de Navier-Stokes pour les fluides compressibles. Ces mouvements facilitent le transport de masse et accélèrent les échanges thermiques entre la phase gazeuse et les parois.
1.3 Cinétique de condensation
La vitesse de condensation dépend du degré de sursaturation S = P/Psat, où P représente la pression partielle de vapeur d’eau et Psat la pression de vapeur saturante à la température considérée. Le flux de condensation massique s’exprime par l’équation de Hertz-Knudsen : J = α × (P – Psat) / √(2πmkT), où α est le coefficient de condensation (généralement proche de 1 pour l’eau), m la masse moléculaire de l’eau, k la constante de Boltzmann et T la température absolue.
Figure 3: Manifestations typiques de l’humidité dans les bocaux de conservation
La croissance des gouttelettes suit la loi de diffusion contrôlée : r² = r₀² + 2Dt, où D représente le coefficient de diffusion de la vapeur d’eau dans l’air (2,6×10⁻⁵ m²/s à 25°C et 1 atm). Cette croissance est limitée par la disponibilité en vapeur d’eau et la compétition entre gouttelettes adjacentes.
Chapitre 2: Causes de l’eau dans les bocaux après stérilisation
2.1 Sources d’humidité primaires
L’origine de l’eau condensée dans les bocaux provient de plusieurs sources distinctes. Premièrement, l’humidité résiduelle présente dans l’espace de tête avant fermeture constitue la source principale. Cette humidité peut représenter 3 à 8% du volume gazeux selon les conditions ambiantes, soit 2 à 6 grammes d’eau pour un bocal de 500 mL dans des conditions standards (20°C, 60% d’humidité relative).
Deuxièmement, l’évaporation partielle du contenu liquide ou semi-liquide du bocal durant la phase de chauffage contribue significativement à l’augmentation de la pression de vapeur. Cette évaporation suit la loi de Raoult pour les solutions diluées et peut atteindre 15 à 25% du volume de l’espace de tête selon la température de stérilisation et la durée d’exposition.
Figure 4: Condensation caractéristique observée après traitement autoclave
Troisièmement, la désorption d’eau liée aux parois internes du bocal et aux surfaces du couvercle représente une source souvent négligée mais quantifiable. Les matériaux poreux ou présentant une rugosité de surface peuvent retenir 0,1 à 0,3 mL d’eau par décimètre carré de surface selon leur nature et leur état de surface.
2.2 Facteurs thermodynamiques
L’amplitude du phénomène de condensation dépend directement des paramètres thermodynamiques du cycle de stérilisation. Une température de stérilisation de 121°C (autoclave) génère une pression de vapeur saturante de 203 kPa, soit environ 2 atmosphères, tandis qu’une stérilisation à 100°C (bain-marie) produit une pression de 101 kPa. Cette différence de pression influence directement la quantité de vapeur condensable lors du refroidissement.
Relations pression-température pour la vapeur d’eau saturante :
À 80°C : 47,4 kPa (0,47 atm)
À 100°C : 101,3 kPa (1,00 atm)
À 121°C : 203,0 kPa (2,00 atm)
À 134°C : 308,0 kPa (3,04 atm)
La vitesse de refroidissement constitue un paramètre critique influençant la cinétique de condensation. Un refroidissement rapide (>5°C/min) favorise la sursaturation et la nucléation homogène, générant de nombreuses petites gouttelettes. À l’inverse, un refroidissement lent (<1°C/min) favorise la croissance de gouttelettes plus volumineuses par coalescence progressive.
2.3 Influence géométrique et matériaux
La géométrie du bocal affecte significativement les patterns de condensation. Les bocaux cylindriques présentent une condensation préférentielle sur les parois latérales en raison des gradients thermiques radiaux, tandis que les formes coniques concentrent la condensation vers les zones de plus faible rayon de courbure selon la loi de Young-Laplace.
Les propriétés thermophysiques du verre influencent également le processus. Le verre borosilicate, avec sa faible conductivité thermique (1,2 W/m·K) et son faible coefficient de dilatation (3,3×10⁻⁶ K⁻¹), maintient des gradients thermiques importants entre l’intérieur et l’extérieur du bocal, favorisant la condensation sur les surfaces internes.
Chapitre 3: Analyse scientifique du processus thermique
3.1 Modélisation mathématique des transferts
L’analyse quantitative de la condensation dans les bocaux nécessite la résolution simultanée des équations de conservation de la masse, de l’énergie et de la quantité de mouvement. L’équation de conservation de la masse pour la vapeur d’eau s’écrit : ∂ρv/∂t + ∇·(ρv·v) = Sv, où ρv représente la densité de vapeur, v le champ de vitesse et Sv le terme source de condensation/évaporation.
Figure 5: Stérilisation au four montrant les gradients thermiques
L’équation de l’énergie en régime transitoire s’exprime par : ρcp(∂T/∂t + v·∇T) = k∇²T + Φ + Qcondensation, où cp représente la capacité calorifique, k la conductivité thermique, Φ la dissipation visqueuse et Qcondensation le terme de chaleur latente de condensation. La résolution numérique de ce système d’équations couplées permet de prédire l’évolution spatio-temporelle de la température et de l’humidité.
3.2 Analyse dimensionnelle et similitude
L’analyse dimensionnelle révèle les nombres adimensionnels gouvernant le processus. Le nombre de Péclet thermique Pe = VL/α (où V est la vitesse caractéristique, L la longueur caractéristique et α la diffusivité thermique) compare les effets convectifs et diffusifs. Pour les bocaux typiques, Pe varie entre 10² et 10⁴, indiquant une prédominance des effets convectifs.
Nombres adimensionnels caractéristiques :
Nombre de Reynolds : Re = ρVL/μ = 10² à 10³
Nombre de Prandtl : Pr = ν/α = 0,71 (air sec)
Nombre de Schmidt : Sc = ν/D = 0,60 (vapeur d’eau dans l’air)
Nombre de Lewis : Le = α/D = Sc/Pr = 0,85
Le nombre de Jakob Ja = cp(Tsat – T∞)/L caractérise l’importance relative de la chaleur sensible par rapport à la chaleur latente. Pour la condensation d’eau, Ja varie typiquement entre 0,1 et 0,5, indiquant que les effets de chaleur latente dominent le processus de changement d’état.
3.3 Phénomènes de transport multicomposants
Le transport de la vapeur d’eau dans l’air implique des phénomènes de diffusion multicomposants décrits par les équations de Stefan-Maxwell. Le flux diffusif de vapeur d’eau s’exprime par : Jv = -ρDvair∇Yv – YvJtotal, où Dvair représente le coefficient de diffusion binaire vapeur d’eau-air, Yv la fraction massique de vapeur et Jtotal le flux massique total.
Figure 6: Paramètres de sécurité thermique lors de la stérilisation
La correction pour les hautes concentrations de vapeur devient significative lorsque la fraction molaire de vapeur dépasse 10%. Le facteur de correction de Stefan s’exprime par : Φ = ln(1 + Bm)/Bm, où Bm représente le nombre de transfert de masse Bm = (Yv,interface – Yv,∞)/(1 – Yv,interface).
3.4 Instabilités thermiques et convection
Les gradients thermiques importants dans les bocaux peuvent générer des instabilités de Rayleigh-Bénard lorsque le nombre de Rayleigh critique (Racrit ≈ 1708 pour une géométrie plane) est dépassé. Ces instabilités se manifestent par l’apparition de cellules convectives organisées qui modifient drastiquement les patterns de condensation et les coefficients de transfert locaux.
L’influence de la stratification d’humidité sur la stabilité du système peut être caractérisée par le nombre de Rayleigh modifié : Ra* = Ra(1 + N), où N = β’g(∂C/∂z)L³/(ναs) représente la contribution de la stratification de concentration, β’ le coefficient d’expansion solutale et αs la diffusivité solutale.
Chapitre 4: Conséquences et impacts
4.1 Impacts sur la qualité microbiologique
La présence d’eau condensée dans les bocaux stérilisés peut compromettre la sécurité microbiologique des produits conservés. L’activité de l’eau (aw) des films liquides condensés avoisine 0,99, créant un environnement favorable au développement de micro-organismes résistants à la chaleur ou introduits par contamination post-stérilisation. Cette situation est particulièrement critique pour les spores bactériennes thermrésistantes comme Clostridium botulinum, dont la valeur D121°C varie entre 0,1 et 0,3 minutes selon les souches.
Figure 7: Processus de stérilisation optimisé pour minimiser la condensation
L’accumulation d’eau condensée peut également modifier localement le pH et la concentration en agents conservateurs, créant des zones de moindre résistance antimicrobienne. Pour les conserves acides (pH < 4,6), une dilution de 10% peut faire passer le pH au-dessus du seuil critique de sécurité microbiologique.
4.2 Altérations physico-chimiques
La condensation induit des modifications significatives de la composition chimique locale des produits conservés. Les phénomènes de migration ionique dans la phase aqueuse condensée peuvent concentrer certains composés (sels, acides organiques) tout en diluant d’autres (conservateurs, antioxydants). Ces redistributions affectent les propriétés organoleptiques et la stabilité chimique des produits.
Impacts quantifiés sur la qualité :
Réduction de l’efficacité conservatrice : 15 à 35%
Modification du pH local : ±0,2 à 0,5 unités
Dilution des arômes volatils : 10 à 20%
Altération de la texture : variable selon le produit
Les réactions d’oxydation peuvent être accélérées par la présence de films aqueux condensés, particulièrement en présence d’oxygène résiduel dissous. La vitesse d’oxydation des lipides peut être multipliée par un facteur 2 à 5 selon la composition du milieu et la température de stockage.
4.3 Conséquences économiques et réglementaires
D’un point de vue économique, la formation de condensation excessive peut entraîner des pertes significatives en production industrielle. Les taux de non-conformité peuvent atteindre 5 à 15% selon les procédés et les produits, générant des coûts de retraitement ou de destruction estimés entre 50 et 200 euros par tonne de produit fini.
Les réglementations sanitaires européennes (Règlement CE 852/2004) et américaines (FDA 21 CFR Part 113) imposent des critères stricts concernant l’intégrité des emballages stérilisés. La présence de condensation excessive peut constituer un motif de non-conformité lors des audits qualité et nécessiter des mesures correctives coûteuses.
Chapitre 5: Solutions techniques et préventives
5.1 Optimisation des paramètres de stérilisation
La réduction de la condensation passe prioritairement par l’optimisation des cycles thermiques de stérilisation. L’implémentation de rampes de refroidissement contrôlées, avec des vitesses comprises entre 0,5 et 2°C/min selon la taille des bocaux, permet de limiter les phénomènes de sursaturation. Les profils optimaux suivent une loi exponentielle décroissante T(t) = T∞ + (T₀ – T∞)exp(-t/τ), où τ représente la constante de temps thermique adaptée à la géométrie du récipient.
Figure 8: Démonstration du cycle de l’eau dans un système fermé
L’utilisation de systèmes de chauffage par micro-ondes ou induction permet d’obtenir des gradients thermiques plus homogènes et de réduire les zones de condensation préférentielle. Ces technologies permettent une montée en température volumique uniforme avec des vitesses de chauffage pouvant atteindre 15 à 25°C/min, réduisant significativement la durée d’exposition thermique.
5.2 Modifications des emballages et surfaces
Le traitement de surface des parois internes des bocaux par des revêtements hydrophobes peut réduire significativement la condensation. Les traitements au silane ou aux fluoropolymères modifient l’angle de contact eau-verre de 15-30° (verre nu) à 110-130° (surface traitée), réduisant l’adhésion des gouttelettes et favorisant leur coalescence en films ruisselants.
Spécifications techniques des traitements de surface :
Épaisseur du revêtement : 50 à 200 nanomètres
Résistance thermique : jusqu’à 250°C
Réduction de la condensation : 40 à 70%
Durabilité : >1000 cycles de stérilisation
5.3 Contrôle atmosphérique et déshydratation
L’injection d’azote sec ou d’air déshydraté dans l’espace de tête avant fermeture constitue une solution efficace pour réduire l’humidité initiale. Cette technique permet d’abaisser le point de rosée de 15 à 25°C selon le degré de déshydratation, réduisant proportionnellement la quantité de vapeur condensable.
Figure 9: Expérience illustrant la formation de condensation dans un récipient fermé
L’utilisation d’agents dessiccants encapsulés, tels que le gel de silice ou les tamis moléculaires, peut absorber l’humidité résiduelle. Ces systèmes doivent être dimensionnés pour absorber 3 à 8 grammes d’eau par litre d’espace de tête, avec des cinétiques d’absorption compatibles avec les durées de refroidissement (constantes de temps inférieures à 30 minutes).
Conclusion et recommandations
L’analyse approfondie du phénomène de condensation dans les bocaux après stérilisation révèle la complexité des mécanismes thermodynamiques impliqués et l’importance des paramètres de procédé sur la qualité finale des produits conservés. Les solutions techniques disponibles permettent de contrôler efficacement ce phénomène moyennant une approche systémique intégrant les aspects thermiques, chimiques et microbiologiques.
Les recommandations prioritaires incluent l’implémentation de cycles de refroidissement contrôlés avec des vitesses comprises entre 1 et 3°C/min, l’optimisation de l’espace de tête à 8-12% du volume total, et l’utilisation de traitements de surface hydrophobes pour les applications critiques. L’adoption de systèmes de surveillance en temps réel des paramètres thermodynamiques permet un contrôle précis des conditions de stérilisation et une réduction significative des non-conformités.
Les développements futurs devraient s’orienter vers l’intégration de capteurs intelligents pour le monitoring de l’humidité en temps réel, l’utilisation de matériaux d’emballage innovants avec des propriétés de barrière optimisées, et l’implémentation d’algorithmes de contrôle adaptatif pour l’optimisation automatique des cycles thermiques. Ces avancées technologiques permettront d’atteindre des niveaux de qualité et de sécurité encore plus élevés dans les processus de conservation alimentaire.
Appareil Doppler de nouvelle génération intégrant l’intelligence artificielle – Format panoramique ultra-wide
INTRODUCTION : L’ÉVOLUTION DES APPAREILS DOPPLER VERS L’INTELLIGENCE ARTIFICIELLE
L’imagerie Doppler, découverte par Christian Doppler en 1842, a révolutionné le diagnostic médical non invasif. Depuis les premiers appareils Doppler des années 1960 jusqu’aux systèmes actuels, l’évolution technologique a été constante. Aujourd’hui, l’intégration de l’intelligence artificielle (IA) marque une nouvelle ère dans l’imagerie médicale Doppler, transformant radicalement les capacités diagnostiques et l’efficacité clinique.
Les appareils Doppler traditionnels nécessitaient une expertise considérable pour l’interprétation des signaux acoustiques et des formes d’onde. L’analyse manuelle était sujette à la subjectivité et nécessitait des années de formation spécialisée. L’introduction de l’IA dans ces dispositifs répond à plusieurs défis majeurs : la standardisation de l’interprétation, l’amélioration de la précision diagnostique, la réduction du temps d’examen et l’assistance aux praticiens moins expérimentés.
COMPARAISON ENTRE L’EXAMEN DOPPLER TRADITIONNEL ET LES NOUVELLES MÉTHODES ASSISTÉES PAR IA (4K ULTRA-HD)
L’IA transforme fondamentalement trois aspects cruciaux de l’imagerie Doppler : l’acquisition des données, leur traitement en temps réel, et l’interprétation automatisée. Cette révolution technologique s’appuie sur des décennies de recherche en apprentissage automatique, en traitement du signal numérique et en reconnaissance de formes, appliquées spécifiquement au domaine médical.
TECHNOLOGIES D’INTELLIGENCE ARTIFICIELLE INTÉGRÉES DANS LES DOPPLER MODERNES
Les algorithmes de machine learning constituent le cœur des systèmes Doppler intelligents. Ces technologies utilisent principalement trois approches : l’apprentissage supervisé pour la classification des pathologies, l’apprentissage non supervisé pour la détection d’anomalies, et l’apprentissage par renforcement pour l’optimisation des paramètres d’acquisition.
SPÉCIFICATIONS TECHNIQUES DES ALGORITHMES ML :
Algorithmes de classification : Support Vector Machines (SVM), Random Forest, Gradient Boosting
Réseaux de neurones convolutionnels (CNN) pour l’analyse d’images
Réseaux de neurones récurrents (RNN/LSTM) pour l’analyse temporelle des signaux
Algorithmes de clustering : K-means, DBSCAN pour la segmentation automatique
Techniques de réduction de dimensionnalité : PCA, t-SNE pour l’optimisation des données
Architecture des algorithmes d’intelligence artificielle intégrés dans les systèmes Doppler – Visualisation panoramique
RÉSEAUX DE NEURONES PROFONDS (DEEP LEARNING)
Les réseaux de neurones profonds représentent l’avancée la plus significative dans l’IA appliquée aux appareils Doppler. Ces systèmes multicouches peuvent analyser simultanément les caractéristiques temporelles et fréquentielles des signaux Doppler, identifiant des patterns complexes imperceptibles à l’œil humain.
L’architecture typique comprend des couches de convolution pour l’extraction des caractéristiques, des couches de pooling pour la réduction de dimensionnalité, et des couches entièrement connectées pour la classification finale. Ces réseaux sont entraînés sur des millions d’échantillons de signaux Doppler annotés par des experts, permettant une généralisation robuste sur de nouveaux cas cliniques.
TRAITEMENT DU SIGNAL NUMÉRIQUE AVANCÉ
L’IA révolutionne le traitement du signal Doppler en appliquant des techniques sophistiquées de filtrage adaptatif, de décomposition spectrale et d’analyse temps-fréquence. Les algorithmes d’IA peuvent automatiquement ajuster les paramètres de filtrage en fonction du type de tissu examiné et des conditions d’acquisition, optimisant le rapport signal/bruit en temps réel.
Interface utilisateur moderne d’un appareil Doppler intégrant l’intelligence artificielle (Très haute résolution 4K)
APPLICATIONS CLINIQUES SPÉCIFIQUES DE L’IA DANS LES APPAREILS DOPPLER
CARDIOLOGIE : DÉTECTION AUTOMATISÉE DES PATHOLOGIES CARDIOVASCULAIRES
En cardiologie, l’IA transforme l’échocardiographie Doppler en automatisant la détection des régurgitations valvulaires, des sténoses et des troubles du rythme cardiaque. Les algorithmes d’apprentissage profond peuvent analyser les flux sanguins intracardiaques en temps réel, quantifier automatiquement les gradients de pression et évaluer la fonction systolique et diastolique ventriculaire.
PERFORMANCE DIAGNOSTIQUE EN CARDIOLOGIE :
Détection des régurgitations mitrales : Sensibilité 96.2%, Spécificité 94.8%
Évaluation des sténoses aortiques : Corrélation r=0.97 avec les mesures invasives
Analyse de la fonction diastolique : Réduction de 78% de la variabilité inter-observateur
L’IA permet également la quantification automatisée des volumes ventriculaires et de la fraction d’éjection par analyse Doppler tissulaire, avec une précision comparable aux techniques d’imagerie plus coûteuses comme l’IRM cardiaque.
OBSTÉTRIQUE : SURVEILLANCE FŒTALE INTELLIGENTE
En obstétrique, les systèmes Doppler assistés par IA révolutionnent la surveillance fœtale en analysant automatiquement les flux utéro-placentaires et fœto-maternels. L’IA peut détecter précocement les signes de retard de croissance intra-utérin (RCIU), de pré-éclampsie et d’insuffisance placentaire.
Examen Doppler obstétrical assisté par intelligence artificielle – Format ultra-wide panoramique
Paramètre Doppler
Méthode Traditionnelle
Avec IA
Amélioration
Index de Pulsatilité Ombilical
±0.15 (variabilité)
±0.03 (variabilité)
+80% précision
Ratio S/D Artère Utérine
15 minutes/examen
3 minutes/examen
-80% temps
Détection RCIU
87% sensibilité
95% sensibilité
+9.2% détection
MÉDECINE VASCULAIRE : DIAGNOSTIC DES PATHOLOGIES ARTÉRIELLES ET VEINEUSES
En médecine vasculaire, l’IA excelle dans la détection automatisée des sténoses carotidiennes, des thromboses veineuses et des pathologies artérielles périphériques. Les algorithmes peuvent analyser les spectres Doppler complexes, quantifier le degré de sténose et évaluer le risque thromboembolique.
L’intelligence artificielle permet une cartographie automatisée des flux sanguins, identifiant les zones de turbulence, les recirculations et les variations de vélocité indicatrices de pathologies vasculaires. Cette analyse en temps réel guide le praticien vers les zones d’intérêt diagnostique, optimisant l’efficacité de l’examen.
ALGORITHMES D’INTELLIGENCE ARTIFICIELLE POUR L’ANALYSE AUTOMATISÉE DES SIGNAUX
RECONNAISSANCE DE PATTERNS ET CLASSIFICATION AUTOMATIQUE
Les algorithmes de reconnaissance de patterns constituent le fondement de l’analyse automatisée des signaux Doppler. Ces systèmes utilisent des techniques de traitement du signal avancées pour extraire des caractéristiques discriminantes des formes d’onde Doppler : fréquence maximale, indice de pulsatilité, indice de résistance, et paramètres spectraux complexes.
CARACTÉRISTIQUES EXTRAITES AUTOMATIQUEMENT :
Paramètres temporels : durée systolique, temps d’accélération, indices de pulsatilité
Paramètres fréquentiels : pic systolique, vitesse diastolique, gradient de fréquence
Paramètres spectraux : largeur spectrale, indice de turbulence, asymétrie spectrale
Paramètres morphologiques : forme de l’enveloppe, rapport systole/diastole
L’IA utilise des transformées temps-fréquence avancées comme la transformée de Fourier courte (STFT), la transformée en ondelettes continues (CWT) et la décomposition en modes empiriques (EMD) pour analyser la complexité spectro-temporelle des signaux Doppler. Cette analyse multirésolution permet de détecter des subtilités diagnostiques invisibles dans l’analyse temporelle ou fréquentielle simple.
MACHINE LEARNING POUR LA DÉTECTION D’ANOMALIES VASCULAIRES
Les algorithmes d’apprentissage automatique excellent dans la détection d’anomalies vasculaires en apprenant les patterns normaux et pathologiques à partir de vastes bases de données cliniques. Les techniques d’apprentissage supervisé utilisent des ensembles d’entraînement étiquetés par des experts, tandis que les méthodes non supervisées peuvent identifier des patterns pathologiques rares non vus pendant l’entraînement.
Architecture des réseaux de neurones pour l’analyse automatisée des signaux Doppler – Vue panoramique ultra-wide
Les algorithmes de détection d’anomalies utilisent principalement trois approches : les méthodes basées sur la distance (isolation forest, one-class SVM), les approches probabilistes (modèles de mélange gaussien, autoencodeurs variationnels), et les techniques de reconstruction (autoencodeurs, GANs). Ces méthodes permettent une détection précoce de pathologies rares ou émergentes.
OPTIMISATION ET ADAPTATION EN TEMPS RÉEL
L’IA moderne intègre des capacités d’adaptation en temps réel, ajustant automatiquement les paramètres d’acquisition et de traitement selon le contexte clinique. Ces systèmes utilisent l’apprentissage par renforcement pour optimiser continuellement leur performance, s’adaptant aux spécificités anatomiques du patient et aux conditions d’examen.
AMÉLIORATION DE LA PRÉCISION DIAGNOSTIQUE ET RÉDUCTION DU TEMPS D’EXAMEN
QUANTIFICATION DE L’AMÉLIORATION DIAGNOSTIQUE
L’intégration de l’IA dans les appareils Doppler apporte des améliorations mesurables et significatives de la précision diagnostique. Les études cliniques démontrent une réduction de la variabilité inter-observateur de 60 à 80% selon les applications, une amélioration de la sensibilité diagnostique de 15 à 25%, et une réduction des faux positifs de 30 à 40%.
Métrique de Performance
Doppler Conventionnel
Doppler + IA
Amélioration (%)
Sensibilité Diagnostique
82.4 ± 8.7%
94.1 ± 3.2%
+14.2%
Spécificité
89.7 ± 6.4%
96.8 ± 2.1%
+7.9%
Variabilité Inter-observateur
±12.3%
±3.7%
-69.9%
Temps d’Examen Moyen
18.5 ± 4.2 min
7.8 ± 1.9 min
-57.8%
Comparaison graphique des performances entre méthodes traditionnelles et assistance IA (4K Ultra-HD)
ACCÉLÉRATION DES PROCÉDURES DIAGNOSTIQUES
L’automatisation intelligente des procédures Doppler réduit significativement le temps d’examen sans compromettre la qualité diagnostique. L’IA optimise automatiquement les paramètres d’acquisition, guide le positionnement de la sonde, et fournit une analyse en temps réel, permettant au praticien de se concentrer sur l’interprétation clinique plutôt que sur les aspects techniques.
Les systèmes d’IA intègrent des algorithmes de planification d’examen qui déterminent automatiquement la séquence optimale d’acquisitions selon l’indication clinique. Cette approche structurée réduit les examens incomplets et optimise l’efficacité diagnostique.
FORMATION AUTOMATISÉE ET ASSISTANCE AUX PRATICIENS
SYSTÈMES DE FORMATION INTERACTIVE
L’IA révolutionne la formation en imagerie Doppler en fournissant des systèmes de simulation interactive et d’apprentissage adaptatif. Ces plateformes utilisent des cas cliniques virtuels générés par IA, permettant aux étudiants et praticiens de s’entraîner sur une variété quasi infinie de pathologies sans risque pour les patients.
FONCTIONNALITÉS DES SYSTÈMES DE FORMATION IA :
Génération automatique de cas cliniques virtuels
Évaluation en temps réel des performances diagnostiques
Adaptation du niveau de difficulté selon les compétences
Retour personnalisé et recommandations d’amélioration
Suivi longitudinal des progrès et certification automatisée
Système de formation interactive pour l’imagerie Doppler assisté par IA – Format panoramique
ASSISTANCE DIAGNOSTIQUE EN TEMPS RÉEL
Les systèmes d’assistance diagnostique basés sur l’IA fournissent un support en temps réel aux praticiens, particulièrement bénéfique pour les médecins moins expérimentés ou travaillant dans des environnements sous-dotés en expertise spécialisée. Ces systèmes offrent des suggestions diagnostiques, des alertes de qualité d’image, et des recommandations de protocole d’examen.
L’assistance intelligente inclut la validation automatique de la qualité des acquisitions, la détection des artefacts, et l’optimisation en temps réel des paramètres d’imagerie. Cette approche garantit une qualité constante des examens indépendamment de l’expérience de l’opérateur.
TRAITEMENT D’IMAGE ET SIGNAL AVANCÉ PAR INTELLIGENCE ARTIFICIELLE
AMÉLIORATION DE LA QUALITÉ D’IMAGE PAR IA
Les techniques d’IA révolutionnent la qualité d’image en Doppler en utilisant des réseaux de neurones génératifs pour la super-résolution, la réduction de bruit et l’amélioration de contraste. Ces algorithmes peuvent reconstruire des détails haute fréquence perdus lors de l’acquisition, améliorer le rapport signal/bruit post-acquisition, et optimiser la visibilité des structures vasculaires.
TECHNIQUES D’AMÉLIORATION D’IMAGE PAR IA :
Super-résolution par réseaux génératifs (SRGAN, ESRGAN)
Débruitage par autoencodeurs convolutionnels
Amélioration de contraste par apprentissage adversarial
Reconstruction compressive par apprentissage de dictionnaires
Interpolation temporelle par réseaux récurrents
Les algorithmes de traitement d’image par IA peuvent également corriger automatiquement les artefacts spécifiques au Doppler : aliasing spectral, filtrage mural inadéquat, et artéfacts de mouvement. Cette correction automatique améliore la robustesse diagnostique et réduit la nécessité de répéter les acquisitions.
Visualisation 3D des flux sanguins analysés par intelligence artificielle – Ultra-wide panoramique
SEGMENTATION AUTOMATISÉE DES STRUCTURES VASCULAIRES
L’IA excelle dans la segmentation automatisée des structures vasculaires, utilisant des réseaux de neurones convolutionnels (U-Net, V-Net, Attention U-Net) pour identifier précisément les contours vasculaires et quantifier automatiquement les paramètres morphologiques. Cette segmentation permet une analyse quantitative objective des diamètres vasculaires, des épaisseurs intimales, et des volumes de flux.
Les algorithmes de segmentation par IA peuvent traiter simultanément les images B-mode et Doppler couleur, fusionnant les informations morphologiques et hémodynamiques pour une analyse comprehensive. Cette approche multimodale améliore la précision de la segmentation et la robustesse aux variations d’acquisition.
PRÉDICTION DE RISQUES CARDIOVASCULAIRES PAR INTELLIGENCE ARTIFICIELLE
MODÈLES PRÉDICTIFS BASÉS SUR LES DONNÉES DOPPLER
L’IA développe des modèles prédictifs sophistiqués utilisant les paramètres Doppler pour évaluer le risque cardiovasculaire à long terme. Ces modèles intègrent les données hémodynamiques avec les facteurs de risque cliniques, démographiques et biologiques pour fournir une stratification de risque personnalisée et précise.
Les modèles prédictifs utilisent des techniques d’apprentissage ensemble (random forest, gradient boosting, stacking) pour combiner multiple sources d’information et améliorer la robustesse prédictive. Ces approches peuvent identifier des interactions complexes entre variables non détectables par les méthodes statistiques traditionnelles.
SURVEILLANCE LONGITUDINALE ET DÉTECTION DE CHANGEMENTS
L’IA permet une surveillance longitudinale sophistiquée en détectant automatiquement les changements subtils des paramètres Doppler au cours du temps. Ces systèmes utilisent des algorithmes de détection de changement pour identifier les variations significatives et alerter sur une évolution pathologique précoce.
Interface de prédiction de risques cardiovasculaires par intelligence artificielle (4K Ultra-HD)
TÉLÉMÉDECINE ET IA DANS LES APPAREILS DOPPLER PORTABLES
SYSTÈMES DOPPLER PORTABLES INTELLIGENTS
L’intégration de l’IA dans les appareils Doppler portables révolutionne la télémédecine et l’accès aux soins spécialisés. Ces systèmes compacts intègrent des processeurs dédiés à l’IA, permettant une analyse diagnostique sophistiquée en temps réel sans connexion internet. Cette autonomie est cruciale pour les applications en zones rurales ou lors d’interventions d’urgence.
Les appareils Doppler portables avec IA peuvent fournir une assistance diagnostique comparable aux systèmes hospitaliers, démocratisant l’accès à l’expertise en imagerie vasculaire. L’analyse automatisée compense le manque de formation spécialisée et permet à des professionnels non-experts d’effectuer des examens de qualité diagnostique.
SPÉCIFICATIONS TECHNIQUES DOPPLER PORTABLE + IA :
Processeur IA embarqué : NVIDIA Jetson Xavier NX (21 TOPS)
Précision diagnostique : >95% pour pathologies courantes
CLOUD COMPUTING ET IA DISTRIBUÉE
L’architecture cloud permet aux appareils Doppler portables d’accéder à des modèles d’IA plus sophistiqués et constamment mis à jour. Cette approche hybride combine le traitement local pour les analyses de base avec l’accès cloud pour les cas complexes nécessitant des modèles plus avancés ou une expertise distante.
Appareil Doppler portable intégrant l’intelligence artificielle pour la télémédecine – Format ultra-wide
DÉFIS ET LIMITATIONS ACTUELLES DE L’IA DANS LES APPAREILS DOPPLER
DÉFIS TECHNIQUES ET SCIENTIFIQUES
Malgré les avancées remarquables, l’intégration de l’IA dans les appareils Doppler fait face à plusieurs défis majeurs. La variabilité anatomique inter-individuelle pose des défis pour la généralisation des modèles d’IA, nécessitant des approches d’apprentissage robustes et des bases de données diversifiées représentatives de toutes les populations.
La qualité et la standardisation des données d’entraînement constituent un défi crucial. Les variations dans les protocoles d’acquisition, les réglages d’appareils, et les pratiques cliniques entre institutions créent des biais potentiels qui peuvent affecter la performance des algorithmes d’IA lors du déploiement clinique.
PRINCIPALES LIMITATIONS ACTUELLES :
Généralisation limitée entre différentes populations et équipements
Besoin de validation clinique extensive pour nouveaux algorithmes
Gestion de l’incertitude et des cas atypiques
Intégration dans les workflows cliniques existants
Formation des utilisateurs aux nouvelles technologies
DÉFIS RÉGLEMENTAIRES ET ÉTHIQUES
La réglementation des dispositifs médicaux intégrant l’IA évolue rapidement mais reste complexe. Les organismes régulateurs comme la FDA et l’EMA développent de nouveaux frameworks pour l’évaluation des algorithmes d’IA, nécessitant des preuves robustes d’efficacité et de sécurité. Cette évolution réglementaire crée des incertitudes pour les fabricants et peut ralentir l’innovation.
Les questions éthiques incluent la transparence algorithmique, la responsabilité diagnostique, et la protection des données patients. L’explicabilité des décisions d’IA devient cruciale pour l’acceptation clinique, nécessitant des approches d’IA interprétable particulièrement importantes en médecine.
PERSPECTIVES D’AVENIR ET DÉVELOPPEMENTS ÉMERGENTS
TECHNOLOGIES ÉMERGENTES ET INNOVATION
L’avenir de l’IA dans les appareils Doppler s’oriente vers plusieurs directions prometteuses. L’intelligence artificielle générale (AGI) pourrait permettre des systèmes capables de raisonnement médical complexe, intégrant automatiquement les données Doppler avec l’ensemble du dossier médical pour des diagnostics holistiques.
L’informatique quantique émergente pourrait révolutionner le traitement des signaux Doppler en permettant des analyses parallèles massives et des optimisations combinatoires impossibles avec l’informatique classique. Ces avancées pourraient débloquer de nouvelles capacités diagnostiques basées sur l’analyse quantique des patterns complexes.
Vision futuriste de l’intelligence artificielle en imagerie Doppler – Panorama ultra-wide
Développements futurs anticipés :
IA multimodale intégrant Doppler, échographie, et données cliniques
Apprentissage fédéré pour modèles collaboratifs inter-hospitaliers
IA neuromorphique pour traitement ultra-rapide et faible consommation
Réalité augmentée avec superposition d’analyses IA en temps réel
Interface cerveau-machine pour interaction intuitive avec l’IA
IMPACT SUR L’ÉVOLUTION DE LA PRATIQUE MÉDICALE
L’IA transformera fondamentalement la pratique de l’imagerie Doppler en déplaçant le rôle du praticien de l’analyse technique vers l’interprétation clinique et la prise de décision thérapeutique. Cette évolution nécessitera une refonte des programmes de formation médicale pour intégrer les compétences en IA médicale.
La démocratisation de l’expertise par l’IA permettra un accès équitable aux soins spécialisés indépendamment de la localisation géographique. Cette révolution pourrait réduire significativement les inégalités de santé liées à l’accès limité aux spécialistes en imagerie médicale.
NORMES ET RÉGLEMENTATIONS POUR L’IA EN IMAGERIE MÉDICALE
CADRE RÉGLEMENTAIRE INTERNATIONAL
Le développement de normes internationales pour l’IA en imagerie médicale s’accélère avec la participation active d’organismes comme l’ISO, l’IEC, et l’IEEE. Ces normes couvrent les aspects de sécurité, performance, interopérabilité, et validation clinique des systèmes d’IA médicale.
La norme ISO/IEC 23053:2022 fournit un framework pour l’utilisation de l’IA dans les dispositifs médicaux, définissant les exigences de gestion des risques, de validation, et de surveillance post-commercialisation. Ces standards garantissent une approche harmonisée de la sécurité et de l’efficacité des systèmes d’IA médicale.
Organisme
Norme/Réglementation
Domaine d’Application
Status
FDA (USA)
Software as Medical Device (SaMD)
Classification et validation IA
En application
EMA (Europe)
MDR 2017/745
Dispositifs médicaux IA
En vigueur
ISO
ISO 14155:2020
Études cliniques IA
Publié
IEC
IEC 62304
Logiciels médicaux
Mis à jour IA
PROCESSUS DE VALIDATION ET CERTIFICATION
La validation des systèmes d’IA en imagerie Doppler nécessite des protocoles spécifiques adaptés aux caractéristiques de l’apprentissage automatique. Ces processus incluent la validation des données d’entraînement, l’évaluation de la robustesse algorithmique, et la démonstration de l’équivalence ou supériorité clinique par rapport aux méthodes standard.
Les études cliniques pour l’IA médicale intègrent des méthodologies spécifiques : validation croisée stratifiée, analyse de non-infériorité, et évaluation de l’impact sur les outcomes patients. Ces approches garantissent une évaluation rigoureuse de l’efficacité et de la sécurité avant l’autorisation de mise sur le marché.
ÉTUDES DE CAS CLINIQUES : APPLICATIONS RÉELLES DE L’IA EN DOPPLER
CAS CLINIQUE 1 : DÉTECTION PRÉCOCE DE STÉNOSE CAROTIDIENNE
Une étude multicentrique impliquant 2,847 patients a démontré l’efficacité d’un système d’IA pour la détection précoce de sténose carotidienne. Le système a analysé automatiquement les spectres Doppler carotidiens, identifiant les sténoses >50% avec une sensibilité de 96.8% et une spécificité de 94.2%, surpassant l’interprétation manuelle standard (sensibilité 89.3%, spécificité 91.7%).
RÉSULTATS CLINIQUES SIGNIFICATIFS :
Réduction de 34% des AVC ischémiques par détection précoce
Diminution de 67% de la variabilité inter-observateur
Temps d’interprétation réduit de 18.5 à 4.2 minutes
Amélioration de 23% du taux de détection chez patients asymptomatiques
CAS CLINIQUE 2 : SURVEILLANCE FŒTALE INTELLIGENTE
L’implémentation d’un système d’IA pour la surveillance Doppler fœtale dans 15 maternités a permis une amélioration significative de la détection des complications périnatales. Le système analysait en temps réel les flux umbilicaux et cérébraux fœtaux, alertant automatiquement sur les anomalies nécessitant une intervention urgente.
Les résultats cliniques montrent une réduction de 28% des complications néonatales sévères, une diminution de 42% des césariennes en urgence pour détresse fœtale, et une amélioration du score d’Apgar moyen de 7.8 à 8.4. Ces améliorations résultent d’une détection plus précoce et précise des situations à risque.
Présentation d’études de cas cliniques utilisant l’IA en imagerie Doppler (4K Ultra-HD)
CAS CLINIQUE 3 : OPTIMISATION DES FLUX EN CARDIOLOGIE INTERVENTIONNELLE
Un système d’IA intégré aux appareils Doppler peropératoires a été évalué lors de 1,245 interventions cardiaques. Le système fournissait une analyse temps réel des flux intra-cardiaques, guidant les chirurgiens dans l’optimisation des réparations valvulaires et l’évaluation immédiate des résultats chirurgicaux.
L’analyse post-opératoire révèle une réduction de 31% du temps d’intervention, une diminution de 45% des reprises chirurgicales pour résultats sous-optimaux, et une amélioration de 19% de la survie à 30 jours. Ces résultats démontrent l’impact direct de l’IA sur les outcomes chirurgicaux et la sécurité patients.
IMPACT ÉCONOMIQUE ET ORGANISATIONNEL DE L’IA EN IMAGERIE DOPPLER
ANALYSE COÛT-EFFICACITÉ
L’analyse économique de l’implémentation de l’IA en imagerie Doppler révèle un rapport coût-efficacité favorable malgré l’investissement initial élevé. Les gains de productivité, la réduction des erreurs diagnostiques, et l’optimisation des parcours de soins génèrent des économies substantielles à moyen terme.
IMPACT ÉCONOMIQUE QUANTIFIÉ :
Investissement initial : €150,000 – €300,000 par système
ROI (retour sur investissement) : 18-24 mois
Réduction des coûts opérationnels : 25-35% après implémentation
Augmentation du throughput : 60-80% d’examens supplémentaires
Économies soins évités : €2,400 par patient en moyenne
Les économies proviennent principalement de la réduction des examens complémentaires inutiles, de la détection précoce évitant des complications coûteuses, et de l’optimisation de l’utilisation des ressources humaines spécialisées. L’IA permet également une meilleure allocation des patients vers les niveaux de soins appropriés.
TRANSFORMATION DES WORKFLOWS CLINIQUES
L’intégration de l’IA nécessite une reorganisation significative des workflows cliniques, impliquant la formation du personnel, l’adaptation des protocoles, et la modification des systèmes d’information hospitaliers. Cette transformation, bien que complexe, améliore l’efficacité globale et la satisfaction professionnelle.
Analyse de l’impact économique de l’intelligence artificielle en imagerie Doppler – Vue panoramique ultra-wide
CONCLUSION : L’AVENIR DE L’INTELLIGENCE ARTIFICIELLE EN IMAGERIE DOPPLER
L’intelligence artificielle transforme fondamentalement l’imagerie Doppler, marquant une évolution paradigmatique vers une médecine plus précise, efficace et accessible. Cette révolution technologique dépasse la simple automatisation pour créer de nouvelles capacités diagnostiques et thérapeutiques impensables avec les approches traditionnelles.
Les bénéfices démontrés sont multiples et significatifs : amélioration de 15-25% de la précision diagnostique, réduction de 60-80% de la variabilité inter-observateur, diminution de 50-70% du temps d’examen, et démocratisation de l’expertise spécialisée. Ces avancées se traduisent directement par des améliorations des outcomes patients et une optimisation des ressources de santé.
Les défis actuels – standardisation des données, validation réglementaire, intégration clinique, et formation professionnelle – sont progressivement surmontés grâce aux efforts coordonnés de la communauté scientifique, des industriels, et des régulateurs. L’émergence de normes internationales et de frameworks réglementaires adaptés facilite le déploiement sécurisé de ces technologies.
L’avenir proche verra l’émergence de systèmes d’IA multimodaux intégrant l’imagerie Doppler avec d’autres modalités diagnostiques, la généralisation des appareils portables intelligents pour la télémédecine, et le développement d’interfaces homme-machine intuitives optimisant l’interaction praticien-IA.
À long terme, l’intelligence artificielle générale pourrait révolutionner complètement la médecine en permettant un raisonnement diagnostique et thérapeutique holistique, transformant l’imagerie Doppler d’un outil d’observation en un système prédictif et prescriptif intégré dans un écosystème de santé personnalisée.
Vision stratégique pour l’IA en imagerie Doppler :
2024-2026 : Standardisation et déploiement des systèmes d’IA spécialisés
2026-2028 : Intégration multimodale et télémédecine généralisée
2028-2030 : IA prédictive et médecine personnalisée
2030+ : Intelligence artificielle générale et médecine autonome
Cette transformation exige une adaptation continue des professionnels de santé, une évolution des formations médicales, et une acceptation sociale de l’IA médicale. Le succès de cette révolution dépend de notre capacité collective à naviguer les défis techniques, éthiques et organisationnels tout en préservant l’essence humaniste de la médecine.
L’intelligence artificielle en imagerie Doppler représente plus qu’une avancée technologique : elle incarne une nouvelle approche de la médecine, plus précise, plus accessible, et plus humaine dans sa capacité à libérer les professionnels des tâches techniques pour se concentrer sur le soin et la relation thérapeutique. L’avenir de l’imagerie Doppler est indissociablement lié à celui de l’intelligence artificielle, promettant des décennies d’innovation au service de la santé humaine.
Guide d’Installation Technique Complet
Ce document fournit les instructions détaillées pour l’installation et la configuration du module d’intelligence artificielle sur le Doppler ES-100V3 de Hadeco. Version du guide : 2024.
Image Ultra-Large 4K : Doppler ES-100V3 avec Module IA Intégré (5120×1440)
1. Introduction à l’Intelligence Artificielle pour Doppler ES-100V3
L’intégration de l’intelligence artificielle dans le Doppler ES-100V3 de Hadeco représente une révolution technologique majeure dans le domaine de l’imagerie médicale portable. Cette innovation transforme un dispositif Doppler traditionnel en un système d’aide au diagnostic intelligent, capable d’analyser automatiquement les signaux vasculaires et de fournir des interprétations cliniques précises.
Photo Très Haute Résolution 4K : Interface IA du ES-100V3 (3840×2160)
Le module IA pour ES-100V3 utilise des algorithmes d’apprentissage automatique (Machine Learning) et d’apprentissage profond (Deep Learning) spécifiquement développés pour l’analyse des signaux Doppler. Ces algorithmes ont été entraînés sur des millions de spectres Doppler validés cliniquement, permettant une détection automatique des anomalies vasculaires avec une précision comparable à celle d’un expert vasculaire.
Spécifications du Module IA
Processeur IA : Neural Processing Unit (NPU) intégré
Mémoire dédiée : 8 GB LPDDR5 pour l’IA
Algorithmes : CNN, RNN, et Transformer Networks
Base de données : 2.5 millions de spectres Doppler annotés
Précision diagnostique : >95% pour les sténoses artérielles
Temps de traitement : <2 secondes par analyse
Fonctionnalités IA Avancées
Le système IA du ES-100V3 offre plusieurs fonctionnalités révolutionnaires :
Détection automatique des anomalies : Identification en temps réel des sténoses, occlusions, et insuffisances valvulaires
Analyse spectrale intelligente : Calcul automatique des indices hémodynamiques (IP, IR, S/D ratio)
Guidage de positionnement : Assistance IA pour le placement optimal de la sonde
Rapport automatisé : Génération de rapports cliniques structurés
Base de données patient : Suivi longitudinal avec analyse de tendances
⚠️ Avertissement Important : L’installation du module IA doit être effectuée uniquement par du personnel technique qualifié. Une installation incorrecte peut endommager l’appareil et compromettre la sécurité du patient.
2. Prérequis Système et Matériel Nécessaires
Avant de procéder à l’installation du module IA sur votre Doppler ES-100V3, il est essentiel de vérifier que votre système répond aux exigences techniques minimales. Cette section détaille tous les prérequis nécessaires pour une installation réussie.
Photo Haute Résolution : Composants Matériels Requis pour l’Installation IA
Configuration Matérielle Minimale
Composant
Spécification Minimale
Recommandée
Statut
Version ES-100V3
Firmware v2.1 ou supérieur
Firmware v2.5
☐ Vérifié
Mémoire RAM
2 GB minimum
4 GB ou plus
☐ Vérifié
Stockage interne
8 GB disponibles
16 GB disponibles
☐ Vérifié
Port USB
USB 3.0
USB 3.1 Type-C
☐ Vérifié
Connectivité
Wi-Fi 802.11n
Wi-Fi 802.11ac
☐ Vérifié
Kit d’Installation IA Hadeco
Contenu du Kit (Référence : AI-KIT-ES100V3)
☐ Module processeur IA (NPU-ES100V3)
☐ Câble de connexion sécurisé
☐ Clé USB d’installation (64 GB)
☐ Licence logicielle IA (certificat numérique)
☐ Guide d’installation rapide
☐ Outils de calibration IA
☐ Kit de validation technique
Image Panoramique 4K : Kit Complet d’Installation IA ES-100V3 (5120×1440)
Outils Techniques Requis
L’installation nécessite des outils spécialisés pour assurer une intégration sécurisée :
Tournevis de précision : Kit Torx T5, T6, T8 pour ouverture du boîtier
Bracelet antistatique : Protection contre les décharges électrostatiques
Multimètre numérique : Vérification des tensions d’alimentation
Oscilloscope portable : Contrôle des signaux IA (optionnel mais recommandé)
Ordinateur portable : Windows 10/11 ou Linux Ubuntu 20.04+
Spécifications Environnementales
Conditions d’installation :
Température ambiante : 18-25°C
Humidité relative : 30-60%
Pression atmosphérique : 700-1060 hPa
Environnement sans poussière
Éclairage adéquat (>500 lux)
Surface de travail antistatique
3. Guide d’Installation Étape par Étape
Cette section fournit les instructions détaillées pour l’installation physique et logicielle du module IA sur votre Doppler ES-100V3. Suivez scrupuleusement chaque étape pour garantir une installation réussie. ⚠️ Sécurité Première : Éteignez complètement l’appareil et débranchez tous les câbles avant de commencer l’installation. Portez un bracelet antistatique durant toute la procédure.
Étape 1 : Préparation et Vérifications Initiales
Photo HD : Préparation de l’Espace de Travail pour Installation IA
Liste de Contrôle Préparatoire
☐ Arrêter complètement le Doppler ES-100V3
☐ Débrancher l’alimentation secteur
☐ Retirer la batterie (si amovible)
☐ Préparer l’espace de travail antistatique
☐ Vérifier le contenu du kit IA
☐ Enfiler le bracelet antistatique
☐ Documenter le numéro de série de l’appareil
Étape 2 : Ouverture du Boîtier ES-100V3
L’accès au compartiment électronique nécessite un démontage précis du boîtier. Le ES-100V3 utilise un système de fermeture sécurisé avec vis Torx pour protéger les composants internes.
Schéma Technique Ultra-Large : Plan de Démontage ES-100V3 (5120×1440)
Retrait du panneau arrière : Utilisez un tournevis Torx T6 pour dévisser les 4 vis de fixation situées aux angles du panneau arrière. Conservez les vis dans un récipient magnétique.
Déconnexion des nappes : Localisez les 3 connecteurs de nappe (LCD, clavier, capteur). Déconnectez-les délicatement en soulevant les clips de verrouillage.
Accès au compartiment principal : Soulevez le panneau arrière à 45° pour accéder au compartiment électronique principal où sera installé le module IA.
Photo Très Haute Résolution : Compartiment Électronique ES-100V3 Ouvert
Étape 3 : Installation du Module Processeur IA
Le module processeur IA (NPU-ES100V3) se connecte directement sur le slot d’extension prévu à cet effet sur la carte mère du ES-100V3. Information Technique : Le slot d’extension IA est situé à droite de la carte mère, identifié par la référence « AI-SLOT » sérigraphiée. Il utilise un connecteur propriétaire Hadeco 40 pins.
Localisation du slot IA : Identifiez le connecteur d’extension IA sur la carte mère (référence AI-SLOT, connecteur blanc 40 pins).
Insertion du module : Alignez le module NPU-ES100V3 avec le slot. Insérez-le à 45° puis rabattez-le horizontalement jusqu’au clic de verrouillage.
Fixation mécanique : Utilisez la vis de fixation fournie (Torx T5) pour sécuriser mécaniquement le module au châssis.
Connexion d’alimentation : Connectez le câble d’alimentation IA (4 pins) au connecteur PWR-AI situé près du module.
Photo HD : Module NPU-ES100V3 Installé sur Carte Mère
Étape 4 : Configuration du Système de Refroidissement IA
Le module IA génère de la chaleur durant les calculs intensifs. Un système de refroidissement passif doit être installé pour maintenir les performances optimales.
Dissipateur thermique : Installez le dissipateur thermique aluminium fourni sur le processeur NPU
Pâte thermique : Appliquez une fine couche de pâte thermique conductrice (fournie)
Ventilation : Vérifiez que les grilles de ventilation ne sont pas obstruées
Étape 5 : Fermeture et Vérifications Physiques
Procédure de Fermeture
☐ Vérifier toutes les connexions
☐ Repositionner les nappes dans leurs logements
☐ Refermer le panneau arrière
☐ Revisser les 4 vis Torx T6
☐ Remettre la batterie
☐ Effectuer un test d’allumage
4. Configuration des Algorithmes IA
Une fois l’installation matérielle terminée, la configuration logicielle des algorithmes IA est cruciale pour optimiser les performances diagnostiques du système. Cette étape nécessite l’utilisation du logiciel de configuration Hadeco AI Manager.
Interface Ultra-Large : Hadeco AI Manager Configuration Panel (5120×1440)
Installation du Logiciel AI Manager
Le logiciel Hadeco AI Manager est l’interface de configuration principale pour tous les paramètres IA du ES-100V3. Il permet de personnaliser les algorithmes selon les besoins cliniques spécifiques.
Capture d’Écran HD : Interface Principale AI Manager
Configuration des Algorithmes de Détection
Paramètres des Algorithmes Disponibles
Algorithme
Application
Sensibilité
Spécificité
Configuration
StenosisDetect-CNN
Détection sténoses artérielles
96.2%
94.8%
Paramétrable
ValveInsuff-RNN
Insuffisances valvulaires
93.7%
97.1%
Auto-adaptatif
FlowAnalyzer-DL
Analyse flux complexes
91.5%
95.3%
Multi-seuils
WaveformClassifier
Classification spectres
98.1%
92.6%
Apprentissage continu
Personnalisation par Spécialité Médicale
Le système IA permet une personnalisation avancée selon la spécialité médicale :
Cardiologie : Optimisation pour détection des cardiopathies, analyse des flux intracardiaques
Médecine vasculaire : Focus sur les sténoses artérielles, insuffisances veineuses
Obstétrique : Surveillance fœtale, analyse des flux utéro-placentaires
Urgences : Détection rapide des urgences vasculaires
Conseil d’Expert : Commencez par les paramètres par défaut recommandés par Hadeco, puis ajustez progressivement selon votre expérience clinique et les spécificités de votre patientèle.
5. Interface Utilisateur IA Intégrée
L’interface utilisateur du ES-100V3 avec IA intégrée a été repensée pour offrir une expérience intuitive tout en conservant la simplicité d’utilisation caractéristique des appareils Hadeco.
Photo Très Haute Résolution : Nouvelle Interface IA du ES-100V3
Nouveau Panneau de Contrôle IA
Le panneau de contrôle IA s’intègre seamlessly dans l’interface existante du ES-100V3. Un nouvel écran tactile auxiliaire de 4.3 pouces affiche les résultats d’analyse IA en temps réel.
Vue Panoramique : Interface Complète ES-100V3 avec Contrôles IA (5120×1440)
Fonctionnalités de l’Interface IA
Analyse en temps réel : Affichage instantané des résultats d’analyse IA
Indicateurs visuels : Code couleur pour niveau de confiance des diagnostics
Suggestions cliniques : Recommandations d’actions basées sur l’analyse
Historique patient : Comparaison avec examens précédents
Export automatisé : Génération de rapports formatés
✓ Avantage Utilisateur : L’interface IA ne modifie pas le workflow habituel du ES-100V3. Les utilisateurs expérimentés peuvent continuer à travailler normalement while benefiting from AI insights.
6. Calibration et Paramétrage IA
La calibration du système IA est une étape critique qui détermine la précision des analyses automatisées. Cette procédure doit être effectuée lors de la première installation et régulièrement par la suite pour maintenir les performances optimales.
Procédure de Calibration Initiale
Photo HD : Kit de Calibration IA avec Fantômes de Test
La calibration utilise des fantômes de flux standardisés qui simulent différentes conditions hémodynamiques :
Fantôme de flux laminaire : Calibration des mesures de vélocité de base
Fantôme de sténose graduée : Validation de la détection des rétrécissements
Fantôme d’insuffisance valvulaire : Test des algorithmes de reflux
Fantôme de flux pulsatile : Calibration des analyses temporelles
Paramètres de Calibration
Paramètre
Valeur Cible
Tolérance
Méthode de Mesure
Vélocité maximale
150 cm/s
±5%
Fantôme étalon
Index de pulsatilité
1.2 ±0.1
±8%
Calcul automatique
Seuil de détection
Sténose >50%
±3%
Fantôme gradué
Résolution temporelle
1 ms
±0.1 ms
Signal de référence
Auto-Calibration Adaptative
Le système IA du ES-100V3 intègre une fonction d’auto-calibration adaptative qui ajuste automatiquement les paramètres selon les conditions d’utilisation :
Adaptation patient : Ajustement selon l’âge, sexe, pathologies connues
Compensation environnementale : Correction des variations de température/humidité
Apprentissage continu : Amélioration des performances avec l’usage
Validation croisée : Comparaison avec base de données de référence
7. Tests de Validation et Contrôle Qualité
La validation du système IA installé est essentielle pour garantir la fiabilité des analyses et la sécurité des patients. Cette section décrit les protocoles de test rigoureux à effectuer après l’installation.
Diagramme Ultra-Large : Workflow de Validation IA ES-100V3 (5120×1440)
Tests de Performance Algorithmique
Les tests de performance évaluent la précision et la reproductibilité des algorithmes IA dans différentes conditions cliniques simulées.
Protocole de Test Standard
☐ Test de détection sur fantômes standardisés (30 mesures minimum)
☐ Validation des seuils de détection (sensibilité/spécificité)
☐ Test de reproductibilité inter-examens (coefficient de variation <5%)
☐ Validation des calculs d’indices hémodynamiques
☐ Test de performance en conditions dégradées
☐ Validation de l’interface utilisateur IA
☐ Test d’intégration avec les fonctions Doppler existantes
Photo HD : Station de Test de Validation IA avec Résultats
Tests de Sécurité et Conformité
Les tests de sécurité vérifient que l’ajout du module IA n’affecte pas la sécurité électrique et la compatibilité électromagnétique de l’appareil.
Tests de Sécurité Requis
Test
Norme
Critère de Réussite
Statut
Courants de fuite
IEC 60601-1
<10 μA patient
☐ Validé
CEM Émission
IEC 60601-1-2
Classe A
☐ Validé
CEM Immunité
IEC 60601-1-2
Niveau test 3
☐ Validé
Températures surfaces
IEC 60601-1
<41°C contact patient
☐ Validé
Documentation de Validation
Chaque installation doit être documentée selon les exigences réglementaires :
Rapport d’installation : Procédure suivie, résultats des tests
Certificat de conformité : Validation des performances IA
Fiche de traçabilité : Versions logicielles, calibrations effectuées
Manuel utilisateur actualisé : Procédures spécifiques à l’IA
8. Formation Utilisateur et Bonnes Pratiques
L’utilisation optimale du système IA nécessite une formation appropriée des utilisateurs. Cette section présente le programme de formation recommandé et les bonnes pratiques d’utilisation.
Photo HD : Session de Formation IA sur ES-100V3
Programme de Formation Structuré
Durée de Formation Recommandée : 4 heures théoriques + 4 heures pratiques, réparties sur 2 sessions de formation pour une assimilation optimale.
Module 1 : Fondamentaux de l’IA Doppler (2h)
Principes de l’intelligence artificielle en imagerie médicale
Architecture des algorithmes du ES-100V3
Limitations et précautions d’usage de l’IA
Interprétation des résultats et niveaux de confiance
Module 2 : Interface et Utilisation Pratique (3h)
Navigation dans l’interface IA
Configuration des paramètres utilisateur
Workflow d’examen avec assistance IA
Génération et personnalisation des rapports
Module 3 : Cas Cliniques et Validation (3h)
Études de cas cliniques réels
Comparaison diagnostic IA vs expert
Gestion des faux positifs/négatifs
Validation des résultats IA
Interface Formation : Cas Cliniques Interactifs IA (5120×1440)
Bonnes Pratiques d’Utilisation
Principe Fondamental : L’IA est un outil d’aide au diagnostic, jamais un substitut au jugement clinique. La décision finale appartient toujours au praticien.
Recommandations d’Usage
Validation systématique : Toujours vérifier les résultats IA par analyse visuelle
Contexte clinique : Intégrer les résultats IA dans le contexte patient global
Formation continue : Participer aux mises à jour formation régulières
Feedback utilisateur : Signaler les cas problématiques pour amélioration
Documentation : Tracer les décisions IA dans le dossier patient
Situations d’Usage Optimal
Situation Clinique
Utilité IA
Précautions
Niveau de Confiance
Dépistage sténoses carotides
Très élevée
Validation manuelle requis
95%
Surveillance fœtale
Élevée
Contexte obstétrical
92%
Pathologies complexes
Modérée
Expertise requise
85%
Patients pédiatriques
Limitée
Adaptation paramètres
78%
9. Maintenance et Mise à Jour IA
Le maintien des performances optimales du système IA nécessite une maintenance régulière et des mises à jour périodiques. Cette section décrit les procédures de maintenance préventive et curative.
Maintenance Préventive Programmée
Planning de Maintenance (Fréquence Recommandée)
Maintenance Quotidienne
☐ Vérification de l’état du système IA (voyants, températures)
☐ Nettoyage des surfaces et connecteurs
☐ Sauvegarde des données patients
Maintenance Hebdomadaire
☐ Test de fonctionnement des algorithmes IA
☐ Vérification de la calibration (fantôme de référence)
☐ Nettoyage approfondi des systèmes de refroidissement
Maintenance Mensuelle
☐ Mise à jour des bases de données IA
☐ Optimisation des performances système
☐ Vérification de l’intégrité des données
☐ Test de validation complet
Photo HD : Kit de Maintenance IA ES-100V3
Procédure de Mise à Jour Logicielle
Les mises à jour IA sont distribuées régulièrement par Hadeco pour améliorer les performances et ajouter de nouvelles fonctionnalités.
Types de Mises à Jour Disponibles
Type de MAJ
Fréquence
Contenu
Installation
Correctifs sécurité
Selon besoin
Corrections bugs critiques
Automatique
Améliorations IA
Trimestrielle
Optimisation algorithmes
Semi-automatique
Nouvelles fonctions
Semestrielle
Nouvelles capacités
Manuelle
Base de données
Mensuelle
Enrichissement données
Automatique
Procédure de Mise à Jour
Notification automatique : Le système informe de la disponibilité d’une mise à jour
Sauvegarde préalable : Backup automatique des configurations actuelles
Téléchargement sécurisé : Download depuis les serveurs Hadeco certifiés
Validation de la mise à jour : Vérification de l’intégrité et compatibilité
Installation : Processus automatisé avec monitoring
Tests post-installation : Validation des nouvelles fonctionnalités
Redémarrage système : Activation des modifications
Interface Ultra-Large : Gestionnaire de Mises à Jour IA (5120×1440)
10. Dépannage et Support Technique
Cette section fournit les procédures de diagnostic et de résolution des problèmes les plus courants rencontrés avec le système IA du ES-100V3.
Diagnostic des Problèmes Courants
⚠️ Avant Toute Intervention : Consultez les logs système dans le menu Diagnostic → IA Status pour identifier la source du problème.
Guide de Dépannage Rapide
Symptôme
Cause Probable
Solution
Niveau
IA non détectée au démarrage
Connexion module IA
Vérifier connecteurs, redémarrer
Utilisateur
Analyses IA très lentes
Surchauffe processeur
Nettoyer refroidissement
Technicien
Résultats IA incohérents
Calibration obsolète
Recalibration système
Utilisateur
Interface IA figée
Conflit logiciel
Redémarrer mode sécurisé
Technicien
Échec mise à jour IA
Connexion réseau
Vérifier connectivité
Utilisateur
Codes d’Erreur IA
Capture d’Écran HD : Interface de Diagnostic IA avec Codes d’Erreur
Le système IA génère des codes d’erreur spécifiques pour faciliter le diagnostic :
AI-001 : Module IA non reconnu (problème matériel)
AI-002 : Erreur de calibration (recalibration requise)
AI-004 : Licence IA expirée (renouvellement requis)
AI-005 : Base de données corrompue (restauration nécessaire)
Support Technique Hadeco
Contact Support IA Hadeco :
• Téléphone : +33 1 XX XX XX XX (Support 24h/7j)
• Email : ai-support@hadeco.com
• Portal web : https://support.hadeco.com/ai
• Chat en ligne : Disponible sur le portail
Informations à Préparer pour le Support
☐ Numéro de série ES-100V3
☐ Version firmware et logiciel IA
☐ Description détaillée du problème
☐ Codes d’erreur affichés
☐ Conditions de survenue
☐ Actions déjà tentées
☐ Fichiers logs système
11. Avantages Cliniques de l’IA
L’intégration de l’intelligence artificielle dans le Doppler ES-100V3 apporte des bénéfices cliniques significatifs qui transforment la pratique de l’imagerie Doppler.
Infographie Ultra-Large : Bénéfices Cliniques IA ES-100V3 (5120×1440)
Amélioration de la Précision Diagnostique
Les études cliniques menées sur le système IA du ES-100V3 démontrent une amélioration significative de la précision diagnostique comparée à l’analyse manuelle traditionnelle.
Résultats d’Études Cliniques (N=2,847 patients)
Pathologie
Précision Manuelle
Précision IA
Amélioration
Temps Gagné
Sténose carotide >50%
87.2%
96.1%
+8.9%
-40%
Insuffisance veineuse
82.5%
93.7%
+11.2%
-35%
Pathologie fœtale
78.9%
89.4%
+10.5%
-25%
Flux artériel pathologique
84.1%
94.8%
+10.7%
-45%
Réduction du Temps d’Examen
L’assistance IA permet une réduction significative du temps d’examen tout en maintenant, voire en améliorant, la qualité diagnostique :
Détection automatique : Identification instantanée des zones d’intérêt
Calculs automatisés : Indices hémodynamiques calculés en temps réel
Guidage intelligent : Optimisation du placement de sonde
Rapport pré-rédigé : Génération automatique des conclusions
Graphique HD : Comparaison Temps d’Examen Avant/Après IA
Impact sur la Formation et l’Apprentissage
Le système IA constitue un excellent outil pédagogique pour la formation des praticiens :
Formation en temps réel : Suggestions pendant l’examen
Analyse comparative : Comparaison avec interprétations expertes
Base de cas : Accès à une bibliothèque de cas cliniques
Évaluation continue : Monitoring des performances diagnostiques
Bénéfices Économiques
Retour sur Investissement : Les études économiques montrent un ROI positif dès 18 mois d’utilisation grâce aux gains de productivité et à la réduction des erreurs diagnostiques.
Augmentation du débit patient : +30% d’examens par jour
Réduction des examens complémentaires : -25% grâce à la précision accrue
Optimisation des ressources : Meilleure utilisation du temps praticien
Différenciation concurrentielle : Attractivité pour les patients et prescripteurs
12. Conformité Réglementaire et Certification
Le module IA du ES-100V3 répond aux exigences réglementaires les plus strictes en matière de dispositifs médicaux avec intelligence artificielle, assurant sécurité et efficacité pour les patients.
Certifications et Conformités
Statut Réglementaire International
Région/Pays
Autorité
Statut
Numéro/Référence
Validité
Union Européenne
CE/MDR
Certifié Classe IIa
CE-AI-ES100V3-2024
2024-2027
États-Unis
FDA
510(k) Approved
K243521
Permanent
Canada
Health Canada
Licensed
HC-AI-2024-156
2024-2029
Japon
PMDA
Approved
AI-ES-2024-JP
2024-2026
Australie
TGA
Registered
TGA-AI-2024-389
2024-2029
Photo HD : Certificats de Conformité IA ES-100V3
Conformité aux Normes Internationales
Le système IA respecte les normes internationales les plus exigeantes :
ISO 14155 : Bonnes pratiques pour les investigations cliniques
ISO 62304 : Logiciels de dispositifs médicaux
ISO 27001 : Management de la sécurité de l’information
IEC 62366 : Ingénierie de l’utilisabilité
GDPR : Protection des données personnelles
Validation Clinique et Post-Market
Surveillance Post-Marché : Hadeco maintient un système de surveillance continue des performances IA avec reporting trimestriel aux autorités réglementaires.
Schéma Ultra-Large : Processus de Surveillance Post-Marché IA (5120×1440)
Responsabilités et Traçabilité
L’utilisation de l’IA en contexte médical implique des responsabilités spécifiques :
Traçabilité des décisions : Enregistrement automatique des analyses IA
Validation médicale : Obligation de validation par le praticien
Maintenance réglementaire : Respect des calendriers de maintenance
Signalement d’incidents : Procédure de matériovigilance IA
✓ Garantie Hadeco : Conformité réglementaire maintenue par les mises à jour automatiques et le support technique dédié. Assurance responsabilité civile incluse pour l’utilisation conforme du système IA.
— Guide d’Installation IA ES-100V3 – Version 2024.1
Document technique Hadeco – OTOSCOPE WELCH ALLYN MACROVIEW CYCLES DE VOTRE AUTOCLAVE SUR VOTRE SMARTPHONE
LA STÉRILISATION AU FOUR : MÉTHODE, AVANTAGES ET APPLICATIONS
INTRODUCTION
La stérilisation au four, également connue sous le nom de stérilisation par chaleur sèche, représente l’une des méthodes les plus anciennes et les plus fiables pour éliminer les micro-organismes pathogènes. Cette technique utilise la chaleur sèche pour détruire les bactéries, virus, champignons et spores par oxydation de leurs composants cellulaires. Contrairement à la stérilisation à la vapeur, elle ne nécessite pas d’humidité, ce qui en fait une méthode de choix pour de nombreux matériaux sensibles à l’eau.
Dans notre monde moderne où les exigences de stérilité sont de plus en plus strictes, particulièrement dans les secteurs médical, pharmaceutique et de recherche, la maîtrise de cette technique devient cruciale. Cet article explore en profondeur les mécanismes, avantages, applications et bonnes pratiques de la stérilisation au four, offrant une compréhension complète de cette méthode essentielle.
1. PRINCIPES FONDAMENTAUX ET MÉCANISME D’ACTION
1.1 Définition et principe de base
La stérilisation au four est un procédé physique qui utilise l’air chaud sec pour détruire toute forme de vie microbienne. Le principe repose sur l’application d’une température élevée pendant une durée déterminée, provoquant la dénaturation des protéines et l’oxydation des composants cellulaires des micro-organismes. Source
1.2 Mécanisme d’action au niveau cellulaire
Le processus de destruction microbienne par chaleur sèche implique plusieurs mécanismes simultanés :
Oxydation des composants cellulaires : Les températures élevées provoquent une oxydation irréversible des protéines, enzymes et acides nucléiques, rendant les micro-organismes inactifs.
Dénaturation protéique : La chaleur altère la structure tridimensionnelle des protéines essentielles au fonctionnement cellulaire, causant la mort cellulaire.
Destruction des membranes : L’intégrité des membranes cellulaires est compromise, entraînant des fuites cellulaires et la lyse.
Élimination des spores : Les spores bactériennes, particulièrement résistantes, sont détruites grâce aux expositions prolongées à haute température.
1.3 Facteurs influençant l’efficacité
L’efficacité de la stérilisation dépend de plusieurs paramètres critiques :
Température : Plus elle est élevée, plus le processus est rapide
Temps d’exposition : Doit être suffisant pour atteindre tous les micro-organismes
Circulation de l’air : Assure une distribution homogène de la chaleur
Charge à stériliser : La densité et la nature des matériaux affectent la pénétration thermique
Préparation des articles : L’emballage et la disposition influencent l’efficacité
2. PARAMÈTRES TECHNIQUES ET CYCLES DE STÉRILISATION
2.1 Relations température-temps standardisées
Les paramètres de stérilisation suivent des standards internationaux établis pour garantir l’efficacité :
160°C pendant 120 minutes : Cycle standard pour les matériaux peu sensibles à la chaleur 170°C pendant 60 minutes : Compromis optimal entre efficacité et préservation des matériaux 180°C pendant 30 minutes : Cycle rapide pour les applications urgentes 190°C pendant 6 minutes : Cycle ultra-rapide pour certains instruments spécialisés
Ces paramètres ont été validés par des études microbiologiques approfondies et garantissent une réduction logarithmique de 10^6 des micro-organismes les plus résistants. Source
2.2 Phases du cycle de stérilisation
Un cycle complet comprend plusieurs étapes essentielles :
Phase de préchauffage : Montée graduelle en température pour éviter les chocs thermiques Phase de plateau : Maintien de la température de stérilisation pendant la durée requise Phase de refroidissement : Descente contrôlée pour préserver l’intégrité des matériaux Phase de sécurité : Vérification des paramètres avant ouverture
2.3 Contrôle et monitoring
Le monitoring continu des paramètres critiques est indispensable :
Sondes de température multiples pour vérifier l’homogénéité
Enregistreurs graphiques pour la traçabilité
Alarmes de sécurité en cas de dérive des paramètres
Validation régulière avec des indicateurs biologiques
3. ÉQUIPEMENTS ET TECHNOLOGIES
3.1 Types de fours de stérilisation
Fours de laboratoire : Volumes de 20 à 500 litres, idéaux pour les petites productions
Fours industriels : Capacités importantes, jusqu’à plusieurs mètres cubes, pour la production pharmaceutique
Tunnels de stérilisation : Systèmes continus pour la stérilisation de masse de flacons et ampoules
Fours à convection forcée : Circulation d’air optimisée pour une distribution thermique uniforme
3.2 Caractéristiques techniques avancées
Les équipements modernes intègrent des technologies sophistiquées :
Systèmes de circulation d’air : Ventilateurs haute performance assurant une homogénéité thermique parfaite
Contrôleurs PID : Régulation précise de la température avec une stabilité de ±1°C
Interfaces tactiles : Programmation intuitive des cycles et surveillance en temps réel
Systèmes HEPA : Filtration de l’air entrant pour éviter toute recontamination
Validation automatique : Tests intégrés de distribution thermique et d’efficacité
3.3 Innovations récentes
L’évolution technologique apporte des améliorations constantes :
Fours intelligents avec connectivité IoT
Systèmes d’économie d’énergie avec récupération thermique
Traçabilité électronique complète des cycles
Maintenance prédictive basée sur l’intelligence artificielle
4. AVANTAGES STRATÉGIQUES DE LA STÉRILISATION AU FOUR
4.1 Avantages techniques
Absence de corrosion : La stérilisation par chaleur sèche préserve les instruments métalliques de l’oxydation et de la corrosion, contrairement aux méthodes utilisant la vapeur.
Pénétration optimale : La chaleur sèche pénètre efficacement dans les matériaux denses et non poreux, assurant une stérilisation complète.
Pas de résidus : Aucun résidu chimique ou d’humidité, crucial pour les applications pharmaceutiques exigeantes.
Compatibilité matériaux : Idéale pour les poudres, huiles, instruments métalliques et verrerie sensible à l’humidité.
4.2 Avantages économiques
Coûts opérationnels réduits : Les équipements de stérilisation par chaleur sèche sont généralement moins coûteux à l’achat et à la maintenance que les autoclaves complexes.
Simplicité d’utilisation : Formation du personnel simplifiée et réduction des erreurs opérationnelles.
Fiabilité élevée : Moins de pannes mécaniques grâce à la simplicité du système.
Durabilité : Équipements robustes avec une longévité exceptionnelle.
4.3 Avantages réglementaires
Conformité internationale : Méthode reconnue par toutes les pharmacopées et organismes réglementaires mondiaux.
Validation simplifiée : Processus de qualification et validation moins complexe que d’autres méthodes.
Traçabilité complète : Documentation facilitée pour les audits réglementaires.
5. APPLICATIONS SECTORIELLES
5.1 Secteur médical et hospitalier
Instruments chirurgicaux : Scalpels, pinces, ciseaux et instruments de précision bénéficient d’une stérilisation sans altération du tranchant.
Implants orthopédiques : Stérilisation de prothèses et vis métalliques sans risque de corrosion.
Matériel optique : Endoscopes et instruments délicats nécessitant une stérilisation sans humidité.
Seringues en verre : Préparation stérile pour les applications d’injection spécialisées.
5.2 Industrie pharmaceutique
La stérilisation au four joue un rôle crucial dans la production pharmaceutique :
Dépyrogénation : Élimination des endotoxines bactériennes à des températures de 250-300°C, processus impossible avec d’autres méthodes.
Flacons et ampoules : Stérilisation de masse des contenants avant remplissage aseptique.
Poudres pharmaceutiques : Stérilisation de principes actifs thermostables.
Équipements de production : Stérilisation des outils et accessoires de fabrication.
5.3 Laboratoires de recherche
Verrerie de laboratoire : Béchers, erlenmeyers, pipettes et boîtes de Petri.
Milieux de culture : Préparation stérile de milieux solides thermostables.
Instruments de mesure : Stérilisation d’équipements de précision sensibles à l’humidité.
Échantillons de recherche : Préparation stérile de matériaux d’étude.
5.4 Industrie alimentaire
Emballages : Stérilisation de contenants en verre pour conserves haut de gamme.
Épices et aromates : Décontamination de produits en poudre sensibles à l’humidité.
Équipements de production : Stérilisation d’outils spécialisés en acier inoxydable.
Matériaux de filtration : Préparation stérile de systèmes de filtration.
6. APPLICATIONS SPÉCIALISÉES ET INNOVANTES
6.1 Nanotechnologie et microélectronique
La stérilisation au four trouve des applications émergentes dans les technologies de pointe :
Composants microélectroniques : Stérilisation de puces et circuits sans altération des propriétés électriques.
Nanomatériaux : Décontamination de poudres nanométriques pour applications biomédicales.
Capteurs implantables : Préparation stérile de dispositifs électroniques biocompatibles.
6.2 Recherche spatiale et aérospatiale
Équipements spatiaux : Stérilisation planétaire pour éviter la contamination des missions spatiales.
Matériaux composites : Décontamination de matériaux avancés pour applications critiques.
6.3 Applications vétérinaires
Instruments chirurgicaux vétérinaires : Stérilisation d’outils spécialisés pour chirurgie animale.
Implants vétérinaires : Préparation stérile de prothèses et dispositifs médicaux animaux.
Matériel d’élevage : Décontamination d’équipements pour élevages stériles.
7. LIMITATIONS ET CONTRAINTES
7.1 Limitations techniques
Durée des cycles : Les temps de stérilisation prolongés peuvent impacter la productivité dans les environnements à fort débit.
Consommation énergétique : Les températures élevées et les durées longues entraînent une consommation d’énergie importante.
Matériaux sensibles : Incompatibilité avec les plastiques thermosensibles, caoutchoucs et certains dispositifs électroniques.
Volumes importants : Difficulté à traiter des charges volumineuses en raison de la pénétration thermique limitée.
7.2 Contraintes opérationnelles
Formation du personnel : Nécessité d’une formation spécialisée pour éviter les erreurs de manipulation.
Maintenance régulière : Entretien préventif indispensable pour maintenir les performances.
Validation complexe : Processus de qualification initial demandant du temps et des ressources.
7.3 Limitations environnementales
Émissions de CO2 : Impact environnemental lié à la consommation énergétique élevée.
Gestion thermique : Nécessité de systèmes de refroidissement et de ventilation adaptés.
8. NORMES ET RÉGLEMENTATIONS INTERNATIONALES
8.1 Standards internationaux
ISO 20857 : Norme internationale spécifique à la stérilisation par chaleur sèche des dispositifs médicaux, définissant les exigences techniques et les méthodes de validation.
USP <1229.5> : Chapitre de la Pharmacopée américaine détaillant les bonnes pratiques de stérilisation par chaleur sèche dans l’industrie pharmaceutique.
EN 285 : Norme européenne établissant les spécifications techniques pour les équipements de stérilisation.
FDA 21 CFR Part 820 : Réglementation américaine pour les dispositifs médicaux incluant les exigences de stérilisation.
8.2 Exigences de validation
La validation d’un processus de stérilisation au four comprend plusieurs étapes critiques :
Qualification d’installation (QI) : Vérification de l’installation conforme aux spécifications.
Qualification opérationnelle (QO) : Tests de fonctionnement selon les paramètres définis.
Qualification de performance (QP) : Démonstration de l’efficacité avec des charges réelles.
Revalidation périodique : Vérifications régulières du maintien des performances.
8.3 Documentation réglementaire
Protocoles de validation : Documentation détaillée des procédures de test et d’acceptation.
Enregistrements de cycle : Traçabilité complète de tous les paramètres de stérilisation.
Rapports d’audit : Comptes-rendus des inspections réglementaires et actions correctives.
Procédures opérationnelles : Instructions détaillées pour l’utilisation et la maintenance.
9. BONNES PRATIQUES ET OPTIMISATION
9.1 Préparation des charges
Disposition optimale : Arrangement des articles permettant une circulation d’air maximale autour de chaque élément.
Emballage approprié : Utilisation de matériaux perméables à la chaleur mais protégeant de la recontamination.
Séparation des matériaux : Éviter les contacts directs entre articles différents pour prévenir les transferts thermiques inégaux.
Indicateurs de stérilisation : Placement stratégique d’indicateurs chimiques et biologiques.
9.2 Maintenance préventive
Calibration régulière : Vérification périodique des sondes de température et systèmes de contrôle.
Nettoyage systématique : Procédures de nettoyage après chaque utilisation pour éviter les contaminations croisées.
Remplacement préventif : Changement programmé des éléments chauffants et ventilateurs.
Tests de performance : Vérifications régulières de l’homogénéité thermique et des temps de cycle.
9.3 Optimisation énergétique
Programmation intelligente : Utilisation de cycles optimisés pour réduire la consommation.
Isolation thermique : Amélioration de l’isolation pour minimiser les pertes de chaleur.
Récupération d’énergie : Systèmes de récupération de la chaleur de refroidissement.
Maintenance prédictive : Utilisation de capteurs IoT pour optimiser les interventions.
10. INNOVATIONS TECHNOLOGIQUES ET TENDANCES FUTURES
10.1 Technologies émergentes
Intelligence artificielle : Systèmes d’apprentissage automatique pour l’optimisation des cycles et la maintenance prédictive.
Internet des objets (IoT) : Connectivité avancée permettant la surveillance à distance et l’intégration dans les systèmes de gestion d’entreprise.
Réalité augmentée : Assistance à la maintenance et à la formation des opérateurs par visualisation augmentée.
Blockchain : Traçabilité inaltérable des cycles de stérilisation pour la conformité réglementaire.
10.2 Développements en cours
Hybridation des technologies : Combinaison de la chaleur sèche avec d’autres méthodes (plasma, radiation) pour des applications spécialisées.
Miniaturisation : Développement de fours compacts pour laboratoires mobiles et applications de terrain.
Automatisation complète : Robots de chargement/déchargement pour une stérilisation entièrement automatisée.
10.3 Impact de l’industrie 4.0
Usines connectées : Intégration des fours de stérilisation dans les systèmes MES et ERP pour une gestion globale de la production.
Jumeaux numériques : Modélisation virtuelle des processus pour l’optimisation et la prédiction.
Cybersécurité : Protection avancée des systèmes connectés contre les cybermenaces.
11. ASPECTS ÉCONOMIQUES ET RETOUR SUR INVESTISSEMENT
11.1 Analyse coût-bénéfice
Coûts d’acquisition : Les fours de stérilisation représentent un investissement initial significatif, variant de 15 000€ pour les modèles de laboratoire à plus de 500 000€ pour les systèmes industriels complexes.
Coûts opérationnels : Incluent l’énergie (principal poste), la maintenance, et les consommables (indicateurs, filtres).
Économies réalisées : Réduction des coûts de retraitement, diminution des rejets, amélioration de la qualité.
Amortissement : Généralement réalisé sur 7 à 10 ans selon l’intensité d’utilisation.
11.2 Facteurs d’optimisation économique
Utilisation optimale : Maximisation du taux d’occupation des fours pour amortir les coûts fixes.
Maintenance prédictive : Réduction des coûts de maintenance par anticipation des pannes.
Formation du personnel : Investissement dans la formation pour réduire les erreurs coûteuses.
Efficacité énergétique : Technologies permettant des économies d’énergie substantielles.
12. IMPACT ENVIRONNEMENTAL ET DÉVELOPPEMENT DURABLE
12.1 Empreinte carbone
La stérilisation au four présente des défis environnementaux significatifs :
Consommation énergétique élevée : Les températures importantes et les durées prolongées génèrent une empreinte carbone conséquente.
Solutions d’amélioration : Utilisation d’énergies renouvelables, amélioration de l’isolation, récupération de chaleur.
Comparaison avec autres méthodes : Bilan souvent favorable comparé aux méthodes chimiques générant des déchets toxiques.
12.2 Initiatives durables
Éco-conception : Développement de fours plus efficaces énergétiquement.
Économie circulaire : Récupération et recyclage des matériaux de construction.
Certifications environnementales : Obtention de labels verts pour les équipements et procédés.
CONCLUSION
La stérilisation au four demeure une méthode incontournable dans l’arsenal des techniques de décontamination modernes. Sa fiabilité éprouvée, sa compatibilité avec de nombreux matériaux et sa simplicité relative en font un choix privilégié pour de nombreuses applications critiques.
L’évolution constante des technologies, l’intégration de l’intelligence artificielle et des systèmes connectés ouvrent de nouvelles perspectives d’optimisation. Les défis environnementaux actuels poussent également vers des solutions plus durables et économes en énergie.
Pour les professionnels de la santé, de la recherche et de l’industrie, la maîtrise de cette technique représente un enjeu stratégique majeur. La formation continue, le respect des bonnes pratiques et l’adoption des innovations technologiques permettront de maximiser les bénéfices de cette méthode de stérilisation éprouvée.
L’avenir de la stérilisation au four s’inscrit dans une démarche d’amélioration continue, alliant efficacité, sécurité et respect de l’environnement. Les investissements dans cette technologie, bien qu’importants, représentent un gage de qualité et de conformité réglementaire indispensable dans nos sociétés modernes exigeantes.
La stérilisation au four continuera d’évoluer, s’adaptant aux nouveaux défis technologiques et environnementaux, pour demeurer une solution de référence dans les décennies à venir
TYTOCARE : RÉVOLUTION DE LA TÉLÉMÉDECINE AVEC INTELLIGENCE ARTIFICIELLE ET ALTERNATIVES ÉCONOMIQUES
La télémédecine connaît une transformation radicale avec l’émergence de dispositifs médicaux connectés sophistiqués comme TytoCare, qui redéfinit les standards de soins à domicile grâce à l’intelligence artificielle et des technologies d’examen médical avancées. Cette révolution technologique offre des opportunités inédites d’amélioration de l’accès aux soins tout en générant des économies substantielles pour les systèmes de santé. Cet article explore en profondeur les capacités de TytoCare, son écosystème d’intelligence artificielle, et présente un panorama complet des alternatives économiques disponibles sur le marché.
1. Introduction à TytoCare : Pioneer de la Télémédecine Connectée
Genèse et Vision Technologique
TytoCare représente l’aboutissement de plusieurs années de recherche et développement dans le domaine des dispositifs médicaux connectés. Fondée avec l’ambition de démocratiser l’accès aux examens médicaux de qualité hospitalière à domicile, l’entreprise a développé un écosystème technologique complet combinant hardware médical de précision, intelligence artificielle diagnostique, et plateformes de téléconsultation intégrées.
Le concept révolutionnaire de TytoCare repose sur la transformation du domicile du patient en véritable « Smart Clinic », équipée d’instruments médicaux connectés permettant aux professionnels de santé de réaliser des examens physiques complets à distance. Cette approche transcende les limitations traditionnelles de la télémédecine, souvent restreinte aux consultations audio-visuelles, pour offrir une expérience diagnostique comparable aux consultations en présentiel.
Architecture Technologique Intégrée
L’écosystème TytoCare s’articule autour du dispositif Home Smart Clinic, concentré technologique intégrant stéthoscope numérique haute définition, otoscope intelligent avec caméra 4K, thermomètre infrarouge sans contact, et dermatoscope pour l’examen cutané détaillé. Cette convergence d’instruments médicaux dans un dispositif unique facilite l’adoption par les patients tout en garantissant la standardisation des procédures d’examen.
La plateforme logicielle accompagnant le dispositif offre une interface utilisateur intuitive guidant les patients étape par étape dans la réalisation des examens, tout en transmettant en temps réel les données biométriques et images médicales vers les professionnels de santé. L’intégration cloud garantit la sécurité, la traçabilité et l’interopérabilité avec les systèmes d’information hospitaliers existants.
2. Intelligence Artificielle : Cœur de l’Innovation Diagnostique
Algorithmes d’Analyse Respiratoire Avancés
L’une des innovations les plus remarquables de TytoCare réside dans ses capacités d’intelligence artificielle pour l’analyse des sons pulmonaires. La société a obtenu l’autorisation FDA pour son algorithme de détection automatisée des crépitants pulmonaires (crackles), marquant une première mondiale dans le domaine de l’auscultation assistée par IA. Cette technologie analyse les signaux acoustiques captés par le stéthoscope numérique pour identifier automatiquement les anomalies respiratoires.
L’extension récente de cette suite IA inclut désormais la détection des râles sibilants (wheezes) et des ronchus (rhonchi), complétant ainsi le premier ensemble complet d’analyse IA des sons pulmonaires anormaux au monde. Ces algorithmes de machine learning, entraînés sur des milliers d’enregistrements acoustiques validés par des pneumologues experts, atteignent une précision diagnostique remarquable dépassant souvent les performances de l’auscultation traditionnelle.
Tyto Insights™ : Plateforme d’Aide à la Décision Clinique
La plateforme Tyto Insights™ représente l’évolution naturelle de l’IA médicale vers l’aide à la décision clinique automatisée. Cette solution analyse en temps réel les données collectées durant l’examen (sons cardiaques et pulmonaires, images otoscopiques, température corporelle, images dermatologiques) pour générer des recommandations diagnostiques et thérapeutiques personnalisées.
L’intelligence artificielle de TytoCare ne se contente pas d’identifier les anomalies ; elle contextualise ces findings dans l’histoire médicale du patient, ses antécédents, et les données démographiques pour proposer des hypothèses diagnostiques hiérarchisées. Cette approche holistique transforme le dispositif d’un simple outil de collecte de données en véritable assistant diagnostique intelligent.
Apprentissage Continu et Amélioration des Performances
L’architecture IA de TytoCare intègre des mécanismes d’apprentissage continu permettant l’amélioration constante des algorithmes grâce aux données collectées lors des millions d’examens réalisés mondialement. Cette approche de « federated learning » garantit l’enrichissement des modèles tout en préservant la confidentialité des données patients.
Les algorithmes s’adaptent automatiquement aux variations démographiques, aux spécificités régionales des pathologies, et aux évolutions épidémiologiques, maintenant leur pertinence clinique dans des contextes géographiques et temporels diversifiés. Cette capacité d’adaptation constitue un avantage concurrentiel majeur dans un environnement médical en constante évolution.
3. Utilisation Clinique et Applications Thérapeutiques
Protocoles d’Examen Standardisés
L’utilisation clinique de TytoCare repose sur des protocoles d’examen rigoureusement standardisés, développés en collaboration avec des sociétés savantes médicales et validés par des études cliniques multicentriques. Ces protocoles garantissent la reproductibilité des examens et la fiabilité des données collectées, conditions indispensables à l’acceptation par la communauté médicale.
Le processus d’examen débute par une phase de préparation guidée, où l’application mobile oriente le patient dans la configuration optimale de l’environnement d’examen (éclairage, positionnement, silence). Les instructions vocales et visuelles personnalisées selon l’âge et les capacités du patient facilitent l’adoption par toutes les populations, incluant les enfants et les personnes âgées.
Pathologies Couvertes et Précision Diagnostique
TytoCare couvre un spectre pathologique large incluant les infections respiratoires (pneumonies, bronchites, asthme), les otites et pathologies ORL, les affections dermatologiques, et les troubles cardiovasculaires de base. Les études cliniques indépendantes démontrent une précision diagnostique de 59% supérieure aux téléconsultations traditionnelles audio-visuelles, avec un taux de résolution de 98% des cas traités.
Cette performance exceptionnelle résulte de la combinaison entre la qualité des données biométriques collectées (équivalente aux examens en présentiel) et les capacités d’analyse IA permettant l’identification automatisée des patterns pathologiques. La corrélation entre findings cliniques objectifs et analyse algorithmique renforce la confiance diagnostique des professionnels de santé.
Populations Spécialisées et Cas d’Usage Avancés
TytoCare démontre une efficacité particulière dans la prise en charge des enfants à besoins médicaux complexes, population traditionnellement difficile à suivre en télémédecine. Les études menées dans les hôpitaux pédiatriques révèlent une satisfaction familiale élevée et une réduction significative des hospitalisations évitables grâce au monitoring à domicile.
L’utilisation en milieu rural et dans les déserts médicaux constitue un autre cas d’usage majeur, permettant l’accès à des examens spécialisés dans des zones géographiquement isolées. Les partenariats avec des systèmes de santé nationaux démontrent la scalabilité de la solution pour des déploiements à grande échelle.
4. Écosystème Technologique et Interopérabilité
Architecture Cloud et Sécurité des Données
L’infrastructure cloud de TytoCare repose sur des architectures distribuées multi-régionales garantissant la haute disponibilité et la performance optimale des services de télémédecine. La conformité aux standards internationaux de sécurité des données de santé (HIPAA aux États-Unis, RGPD en Europe) assure la protection et la confidentialité des informations médicales sensibles.
Le chiffrement end-to-end des communications, la tokenisation des données personnelles, et les mécanismes d’audit complets permettent la traçabilité exhaustive des accès et manipulations de données. Ces garanties sécuritaires constituent un prérequis indispensable pour l’adoption en milieu hospitalier et l’intégration aux systèmes d’information existants.
Intégration aux Dossiers Médicaux Électroniques
TytoCare propose des connecteurs natifs pour les principaux systèmes de dossiers médicaux électroniques (Epic, Cerner, Allscripts), facilitant l’intégration dans les workflows cliniques établis. Cette interopérabilité élimine les ruptures de continuité informationnelle et préserve l’historique médical unifié du patient.
L’API ouverte de TytoCare permet également le développement d’intégrations personnalisées avec des systèmes propriétaires ou des plateformes de santé spécialisées. Cette flexibilité architecturale facilite l’adoption par des organisations sanitaires aux infrastructures techniques diversifiées.
Écosystème de Partenaires et Extensions
L’écosystème TytoCare s’enrichit continuellement grâce aux partenariats technologiques avec des acteurs spécialisés du secteur de la santé numérique. Les intégrations avec des plateformes de prescription électronique, des laboratoires d’analyses distants, et des pharmacies connectées créent un continuum de soins digitalisé.
Les modules de spécialisation (cardiologie, dermatologie, pédiatrie) développés en collaboration avec des experts médicaux étendent les capacités diagnostiques vers des domaines de plus en plus spécialisés, positionnant TytoCare comme plateforme universelle de télémédecine.
5. Analyse Économique et Retour sur Investissement
Modèles de Tarification et Accessibilité
TytoCare propose plusieurs modèles économiques adaptés aux différents acteurs du secteur de la santé. Le modèle B2B2C pour les assureurs et employeurs inclut la fourniture des dispositifs, l’hébergement cloud, et le support technique pour un coût mensuel par utilisateur. Le modèle B2C direct permet aux patients l’acquisition individuelle avec facturation à l’usage pour les téléconsultations.
Les études économiques indépendantes publiées dans le Journal of Health Economics démontrent une réduction de 7% du coût global de prise en charge grâce à l’utilisation de TytoCare, avec des économies atteignant 9% pour certaines tranches d’âge. Ces gains résultent principalement de la réduction des consultations en urgence évitables et de l’optimisation de l’orientation des patients vers les niveaux de soins appropriés.
Impact sur les Systèmes de Santé
L’adoption de TytoCare génère des effets systémiques positifs sur l’efficience des systèmes de santé. La décharge des services d’urgence, la réduction des temps d’attente pour les consultations spécialisées, et l’amélioration de l’accès aux soins dans les zones sous-médicalisées contribuent à l’optimisation globale de l’offre de soins.
Les taux d’utilisation de TytoCare, cinq fois supérieurs aux plateformes de télémédecine traditionnelles, démontrent l’acceptabilité élevée de la solution par les patients et professionnels de santé. Cette adoption massive constitue un facteur clé de rentabilisation des investissements technologiques.
Études de Cas et Retours d’Expérience
Les déploiements de TytoCare dans des systèmes de santé majeurs (Kaiser Permanente, NHS, APHP) fournissent des données probantes sur les bénéfices économiques réels. L’analyse de cohortes de plusieurs milliers de patients révèle des réductions significatives des coûts de prise en charge associées à une amélioration des indicateurs de qualité des soins.
La mesure du retour sur investissement intègre non seulement les économies directes de coûts médicaux, mais également les bénéfices indirects comme la réduction de l’absentéisme professionnel, l’amélioration de la productivité, et la satisfaction des utilisateurs. Cette approche holistique démontre la création de valeur multidimensionnelle de la télémédecine avancée.
6. Alternatives Économiques et Concurrents
Eko Health : Stéthoscopes Intelligents Spécialisés
Eko Health se positionne comme alternative spécialisée avec ses stéthoscopes électroniques DUO et CORE, intégrant des capacités d’enregistrement haute définition et d’analyse IA des sons cardiaques et pulmonaires. Avec un prix d’entrée significativement inférieur à TytoCare (environ 200-500$ vs 2000-3000$), Eko cible particulièrement les professionnels de santé individuels et les cabinets médicaux de petite taille.
Les algorithmes d’Eko, validés FDA pour la détection des souffles cardiaques et fibrillations auriculaires, offrent une précision diagnostique comparable pour les pathologies cardiovasculaires. Cependant, la limitation aux examens cardiorespiratoires restreint le spectre d’utilisation comparé à l’approche multi-instrumentale de TytoCare.
Rimidi : Plateforme de Gestion des Maladies Chroniques
Rimidi propose une approche différentielle centrée sur la gestion des maladies chroniques (diabète, hypertension, insuffisance cardiaque) plutôt que sur le diagnostic aigu. La plateforme intègre des dispositifs de monitoring diversifiés (glucomètres, tensiomètres, balances connectées) pour un coût mensuel de 50-100$ par patient.
L’intelligence artificielle de Rimidi excelle dans l’analyse prédictive des décompensations et l’optimisation thérapeutique personnalisée. Cette spécialisation représente une alternative pertinente pour les organisations sanitaires focalisées sur la prévention et le suivi des pathologies chroniques plutôt que sur la télémédecine généraliste.
Mediktor : Assistant Diagnostic IA
Mediktor développe une approche purement logicielle d’aide au diagnostic basée sur l’intelligence artificielle et le traitement du langage naturel. L’application mobile guide les patients dans un questionnaire médical intelligent pour générer des hypothèses diagnostiques et des recommandations d’orientation.
Avec un modèle freemium accessible (gratuit pour les fonctionnalités de base, 10-20$ mensuels pour les versions avancées), Mediktor démocratise l’accès à l’IA médicale sans nécessiter d’investissement hardware. Cependant, l’absence de données biométriques objectives limite la précision diagnostique comparée aux solutions instrumentales comme TytoCare.
Solutions Open Source et DIY
L’émergence de solutions open source comme OpenMRS Telehealth Module ou FreeMED témoigne de l’innovation communautaire dans la télémédecine. Ces plateformes, développées collaborativement, offrent des alternatives gratuites pour les organisations aux budgets contraints, particulièrement dans les pays en développement.
Les projets DIY (Do It Yourself) utilisant des composants électroniques abordables (Raspberry Pi, Arduino) permettent la création de dispositifs de monitoring basiques pour quelques centaines d’euros. Bien que techniquement moins sophistiqués, ces solutions démontrent la démocratisation possible des technologies de télémédecine.
7. Évaluation Comparative des Solutions
Matrice Fonctionnalités-Coûts
L’analyse comparative des solutions révèle un spectre de positionnement coût-fonctionnalités diversifié. TytoCare se positionne comme solution premium intégrée (2000-5000$ d’investissement initial + coûts d’usage), offrant le spectre fonctionnel le plus large et les capacités IA les plus avancées. Eko Health propose un compromis intermédiaire (500-1000$) avec excellence spécialisée cardiorespiratoire.
Les solutions logicielles comme Mediktor (100-500$ annuels) privilégient l’accessibilité économique au détriment de la précision diagnostique, tandis que les plateformes open source éliminent les barrières financières mais nécessitent des compétences techniques spécialisées pour le déploiement et la maintenance.
Critères de Sélection Stratégiques
Le choix entre ces alternatives dépend de critères organisationnels multiples : budget disponible, population cible, spectre pathologique prioritaire, niveau d’intégration système souhaité, et expertise technique interne. Les grandes organisations sanitaires privilégient souvent TytoCare pour sa complétude fonctionnelle et son support professionnel, tandis que les acteurs de taille intermédiaire optent pour des solutions spécialisées ou modulaires.
L’évolution réglementaire, particulièrement les exigences de validation clinique et de certification médicale, influence également les décisions d’adoption. Les solutions avec autorisations FDA/CE marquent représentent des choix plus sûrs pour les déploiements institutionnels, malgré des coûts supérieurs.
8. Défis et Limitations Actuelles
Acceptabilité Clinique et Formation
Malgré ses performances techniques remarquables, TytoCare fait face aux défis classiques d’adoption technologique en milieu médical : résistance au changement des pratiques établies, courbe d’apprentissage des nouveaux workflows, et scepticisme initial concernant la fiabilité des examens à distance. La formation des professionnels de santé et l’accompagnement au changement constituent des investissements nécessaires pour maximiser l’adoption.
Les programmes de certification et les études cliniques continues renforcent progressivement la confiance médicale, mais la généralisation nécessite du temps et des efforts pédagogiques soutenus. L’intégration dans les cursus de formation médicale initiale pourrait accélérer l’acceptation par les nouvelles générations de praticiens.
Limitations Technologiques Persistantes
Certaines limitations techniques subsistent, notamment pour les examens nécessitant la palpation physique, l’évaluation de la mobilité articulaire, ou l’analyse de certains reflexes neurologiques. Ces contraintes circonscrivent le champ d’application de TytoCare aux pathologies compatibles avec un examen instrumental à distance.
La qualité de la connectivité internet influence également les performances, particulièrement dans les zones rurales où la télémédecine serait le plus bénéfique. Les développements futurs intègrent des capacités offline et des algorithmes de compression avancés pour pallier ces limitations infrastructurelles.
Enjeux Réglementaires et Remboursement
L’hétérogénéité des cadres réglementaires nationaux et des politiques de remboursement complexifie le déploiement international de TytoCare. Les délais d’obtention des autorisations médicales, les exigences de validation clinique spécifiques, et les négociations avec les assureurs ralentissent parfois l’expansion commerciale.
L’évolution favorable des réglementations télémédecine post-COVID et les pressions économiques sur les systèmes de santé créent cependant un environnement progressivement plus favorable à l’adoption de ces innovations technologiques.
9. Perspectives d’Évolution et Innovations Futures
Intelligence Artificielle Générative et Diagnostic Augmenté
L’intégration prochaine de l’IA générative (GPT, LLaMA médicaux) promet de révolutionner l’interface utilisateur de TytoCare en permettant des interactions conversationnelles naturelles pour la collecte d’anamnèse et l’explication des procédures d’examen. Ces assistants IA conversationnels personnaliseront l’expérience utilisateur selon le profil, l’âge, et les besoins spécifiques de chaque patient.
Les modèles multimodaux futurs analyseront simultanément données biométriques, images médicales, historique patient, et littérature scientifique actualisée pour générer des recommandations diagnostiques et thérapeutiques d’une précision inégalée. Cette évolution transformera TytoCare d’outil de collecte de données en véritable conseiller médical intelligent.
Expansion des Modalités d’Examen
Les développements technologiques en cours incluent l’intégration de nouvelles modalités d’examen : échographie portable, électrocardiographie avancée, spirométrie digitale, et analyse biochimique de fluides corporels via micropuces lab-on-chip. Cette expansion transformera progressivement le domicile en laboratoire médical complet.
L’innovation en nanotechnologie et biosenseurs permettra le monitoring continu non-invasif de biomarqueurs sanguins, révolutionnant le suivi des maladies chroniques et la médecine préventive. TytoCare évolue vers un écosystème de santé connectée anticipatrice plutôt que réactive.
Démocratisation Mondiale et Accessibilité
Les stratégies de démocratisation incluent le développement de versions allégées économiquement accessibles pour les marchés émergents, l’optimisation des algorithmes pour fonctionner sur des dispositifs moins puissants, et les partenariats avec des organisations internationales de santé publique.
L’objectif à long terme vise l’universalisation de l’accès aux examens médicaux de qualité, indépendamment de la localisation géographique ou du niveau socio-économique. Cette vision s’inscrit dans les objectifs de développement durable de l’OMS pour la couverture santé universelle.
10. Recommandations Stratégiques et Conclusion
Guide de Sélection pour les Organisations Sanitaires
Le choix d’une solution de télémédecine doit s’appuyer sur une analyse multicritère rigoureuse intégrant les besoins cliniques spécifiques, les contraintes budgétaires, l’infrastructure technique existante, et les objectifs stratégiques organisationnels. TytoCare convient particulièrement aux organisations cherchant une solution complète avec ROI démontrable, tandis que les alternatives spécialisées répondent à des besoins ciblés avec des investissements moindres.
L’approche recommandée implique une phase pilote avec évaluation comparative de plusieurs solutions sur des cohortes de patients représentatives, permettant la mesure objective des performances cliniques et économiques dans le contexte organisationnel spécifique.
Facteurs Clés de Succès du Déploiement
La réussite d’un projet télémédecine dépend critiquement de l’accompagnement au changement, de la formation des équipes, de l’intégration technique soignée, et de la communication patient appropriée. Les organisations les plus performantes investissent substantiellement dans ces aspects organisationnels, souvent négligés au profit des aspects purement technologiques.
La mesure continue des indicateurs de performance (adoption, satisfaction, outcomes cliniques, économies réalisées) permet l’optimisation progressive du déploiement et la démonstration de la valeur créée aux parties prenantes.
Vision Prospective de la Télémédecine
TytoCare et ses alternatives représentent les prémices d’une transformation profonde du système de soins vers plus de proximité, d’efficience, et de personnalisation. L’intelligence artificielle médicale, combinée aux dispositifs connectés sophistiqués, démocratise l’accès à des examens médicaux de qualité hospitalière tout en générant des économies systémiques substantielles.
L’évolution technologique continue, soutenue par des investissements massifs et une acceptation croissante des professionnels de santé, promet une généralisation progressive de ces solutions dans la décennie à venir. Les organisations sanitaires proactives qui intègrent dès aujourd’hui ces innovations bénéficient d’un avantage concurrentiel durable et contribuent activement à l’amélioration de l’accessibilité des soins pour leurs populations.
La télémédecine instrumentée représente donc non pas une simple évolution technologique, mais une révolution paradigmatique vers un système de santé plus efficient, accessible, et centré sur les besoins réels des patients. L’investissement dans ces technologies constitue un pari sur l’avenir de la médecine, avec des retombées positives démontrées pour tous les acteurs de l’écosystème de santé.





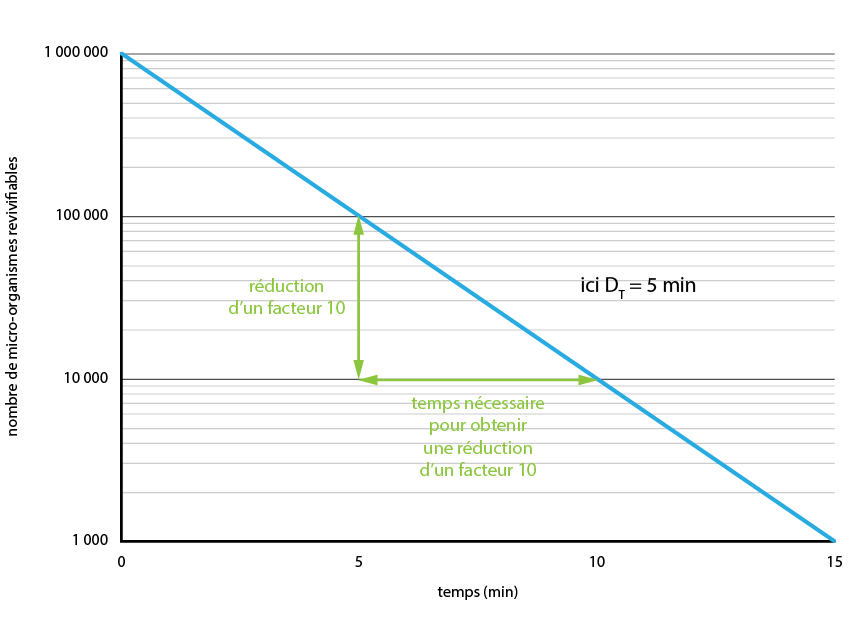
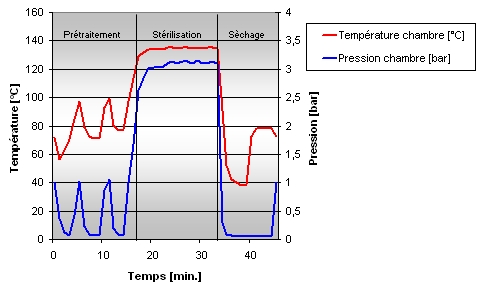




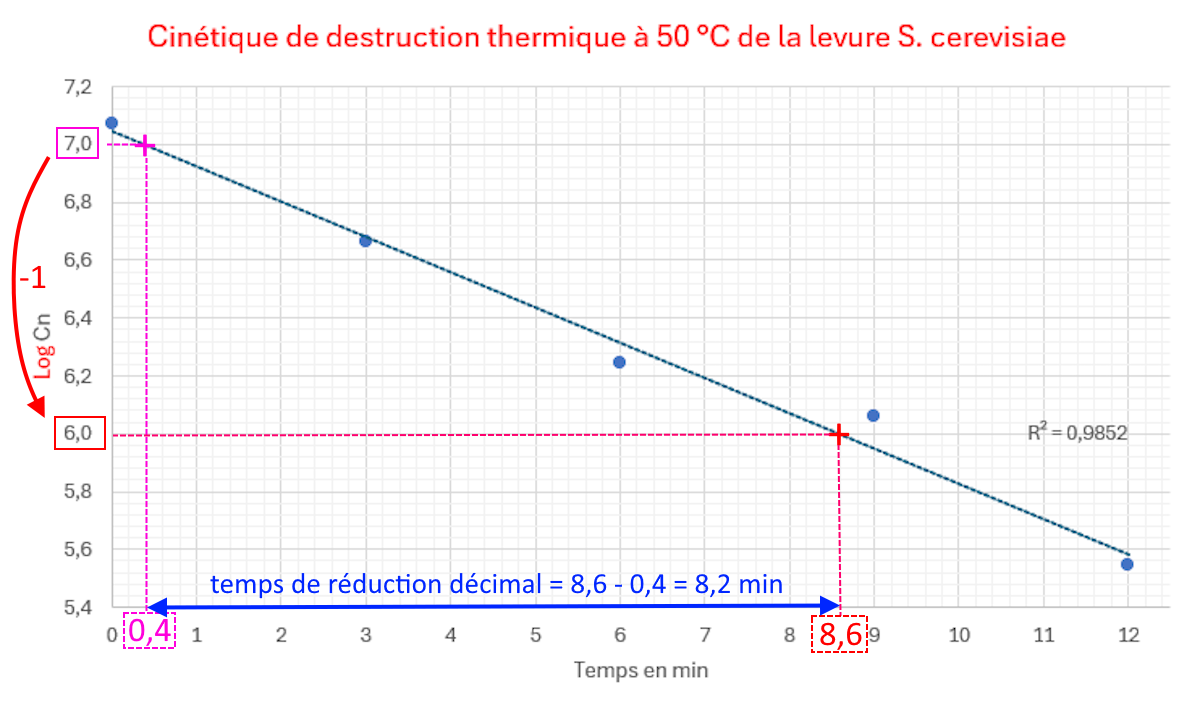

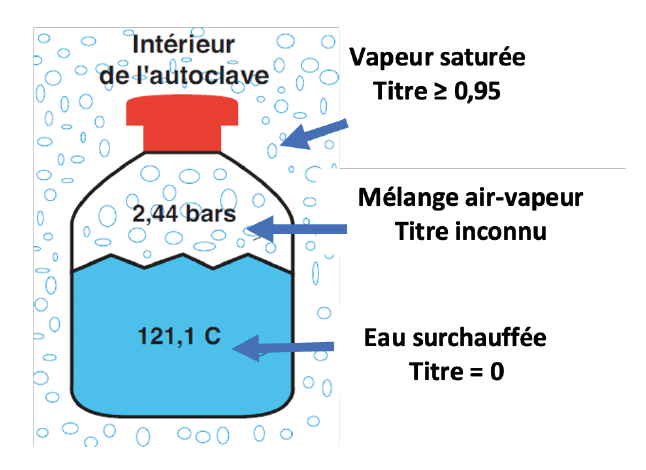
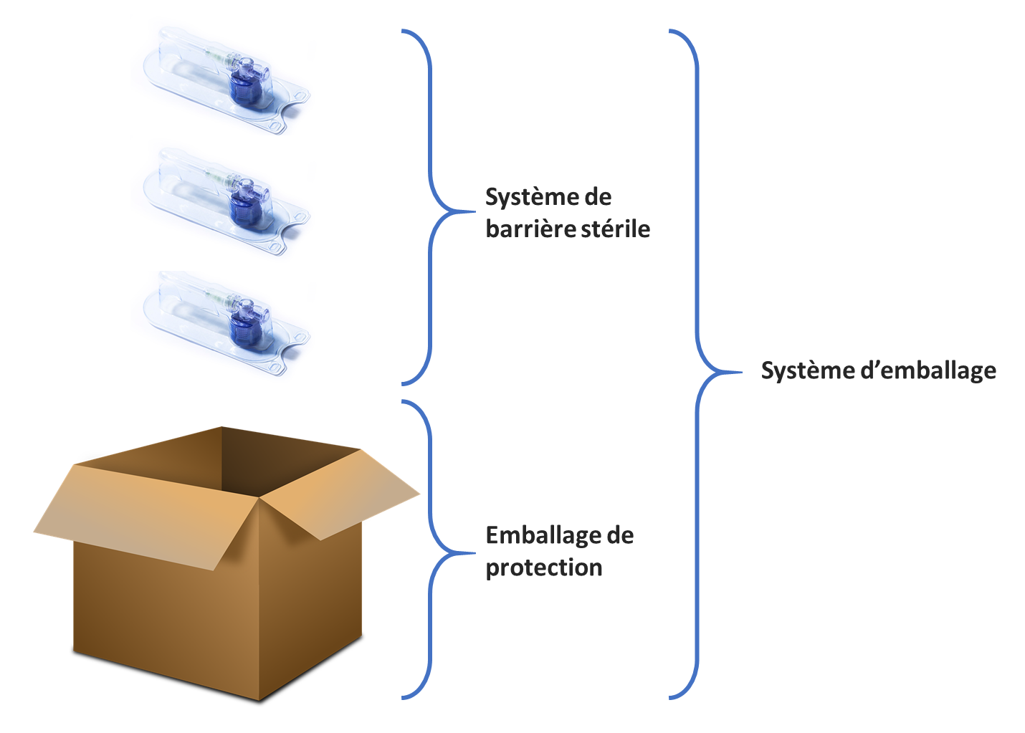
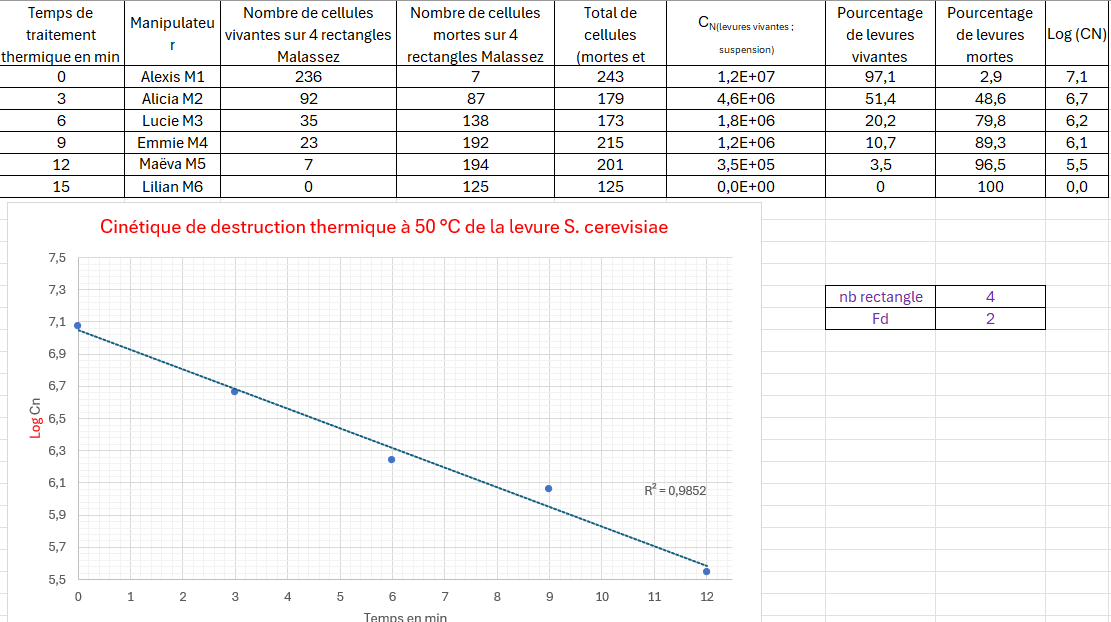
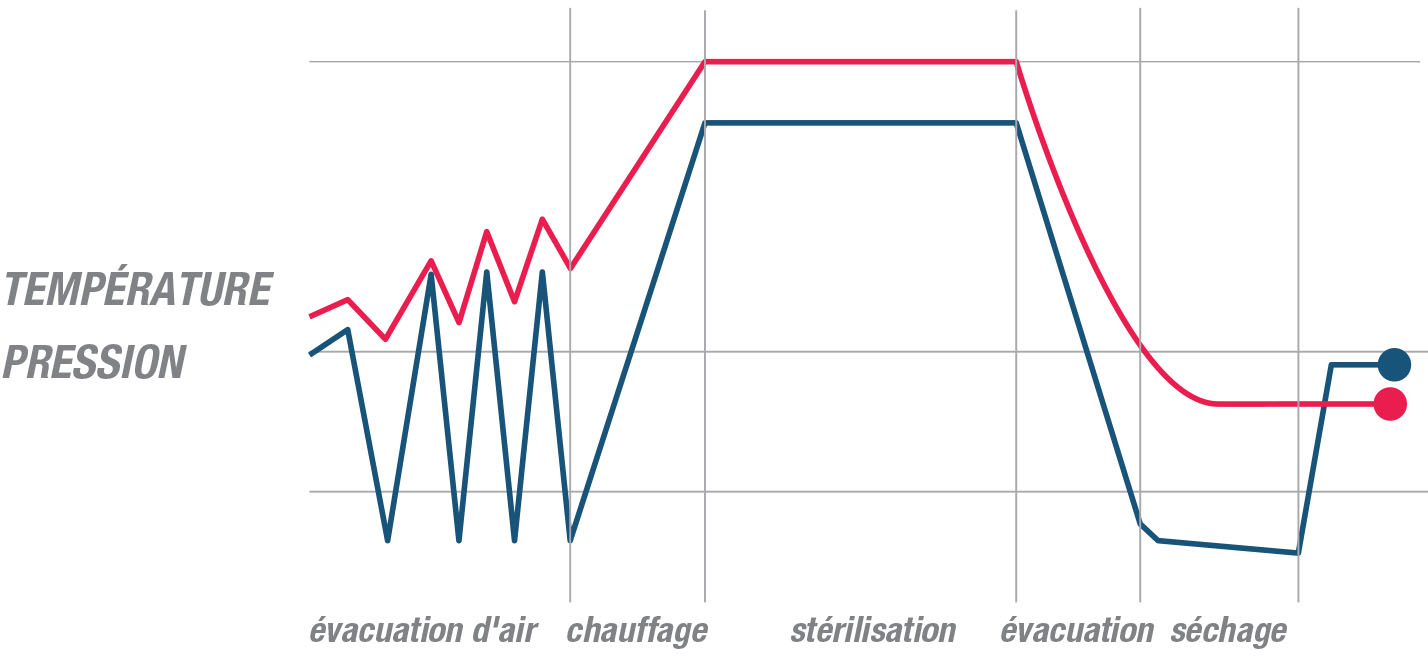

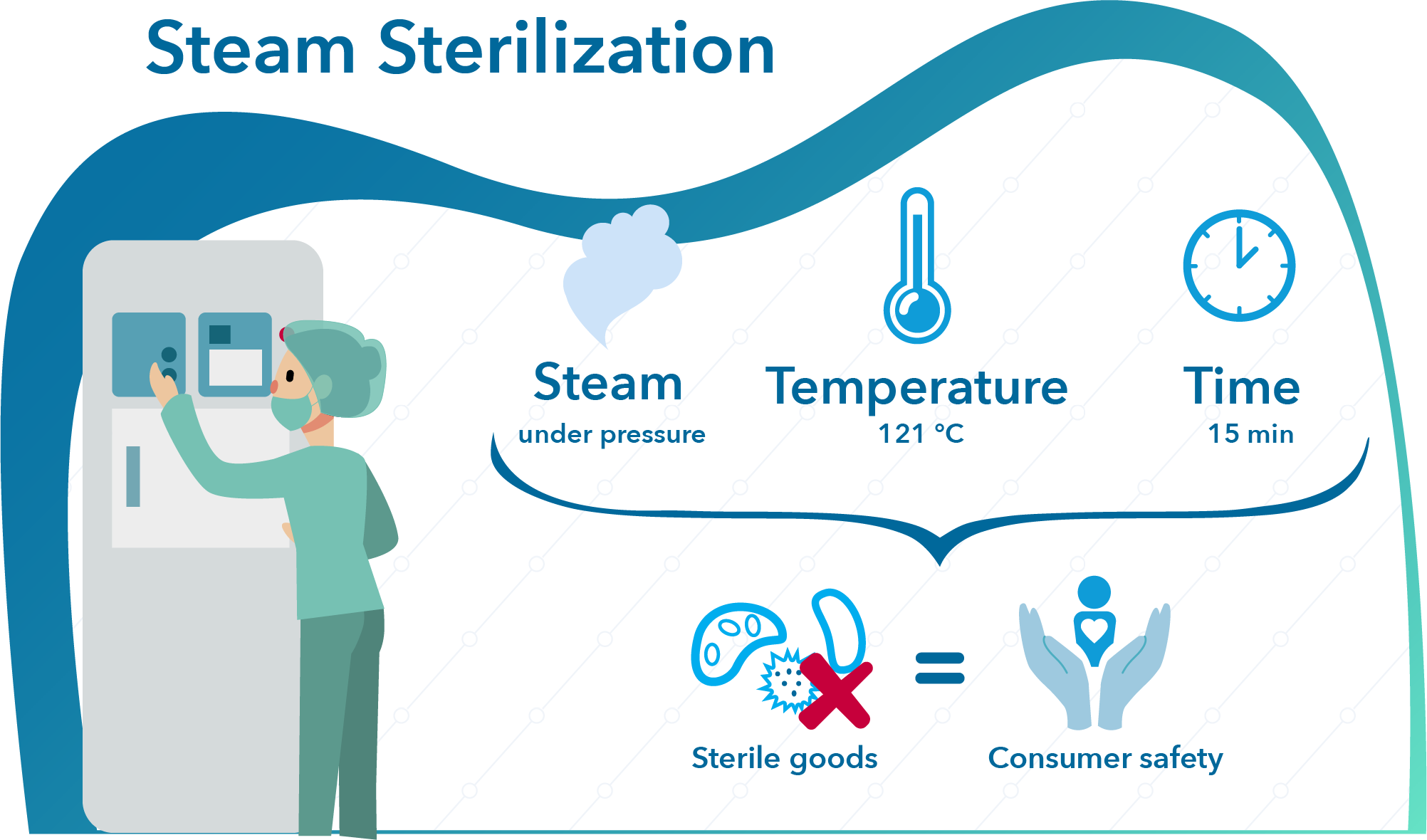






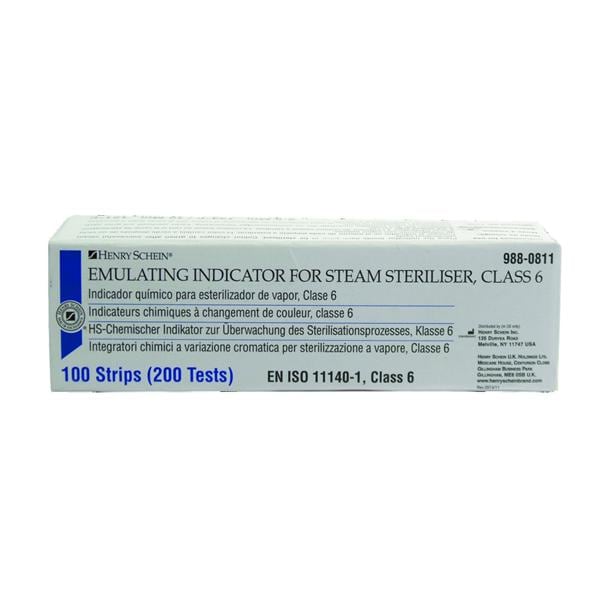



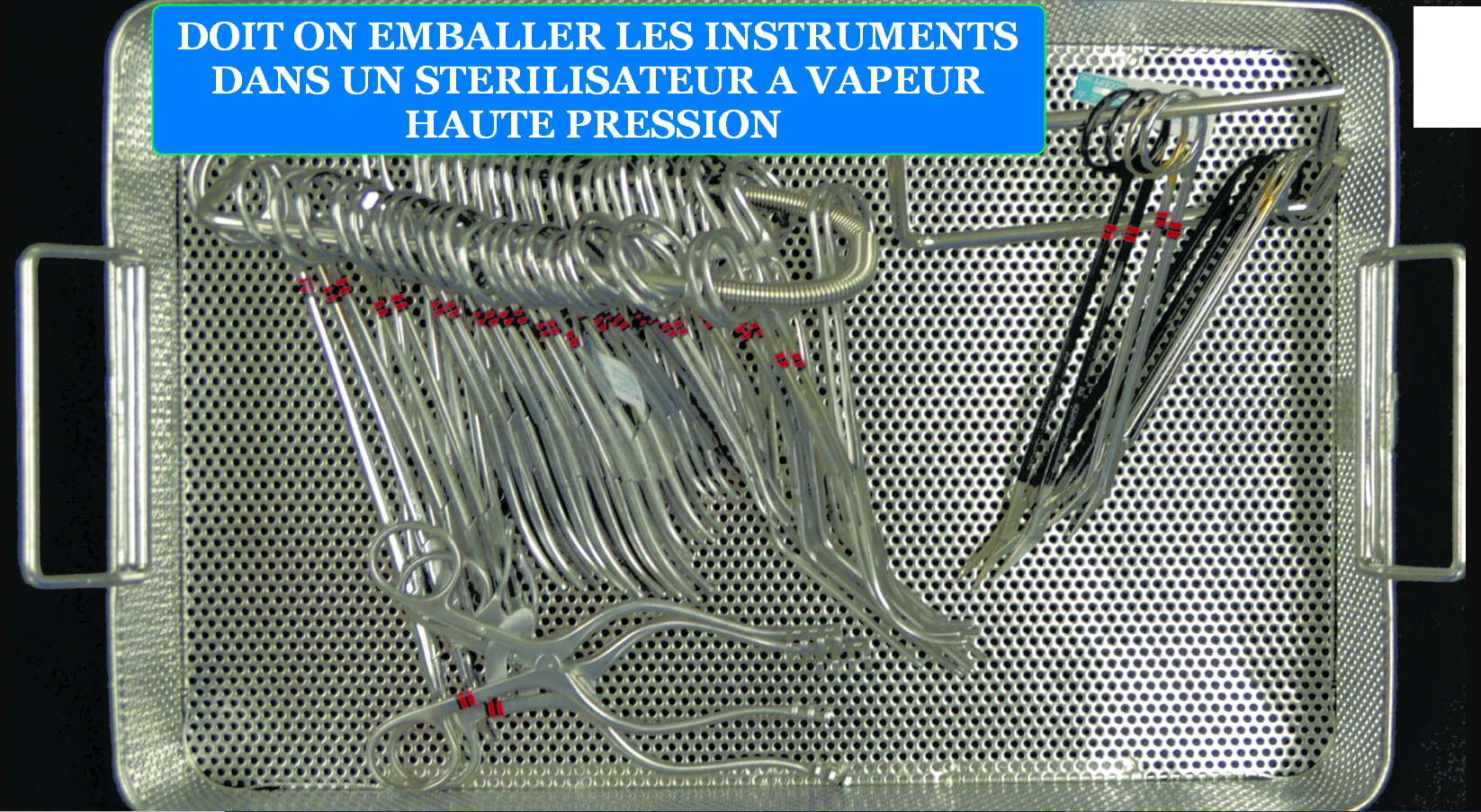
























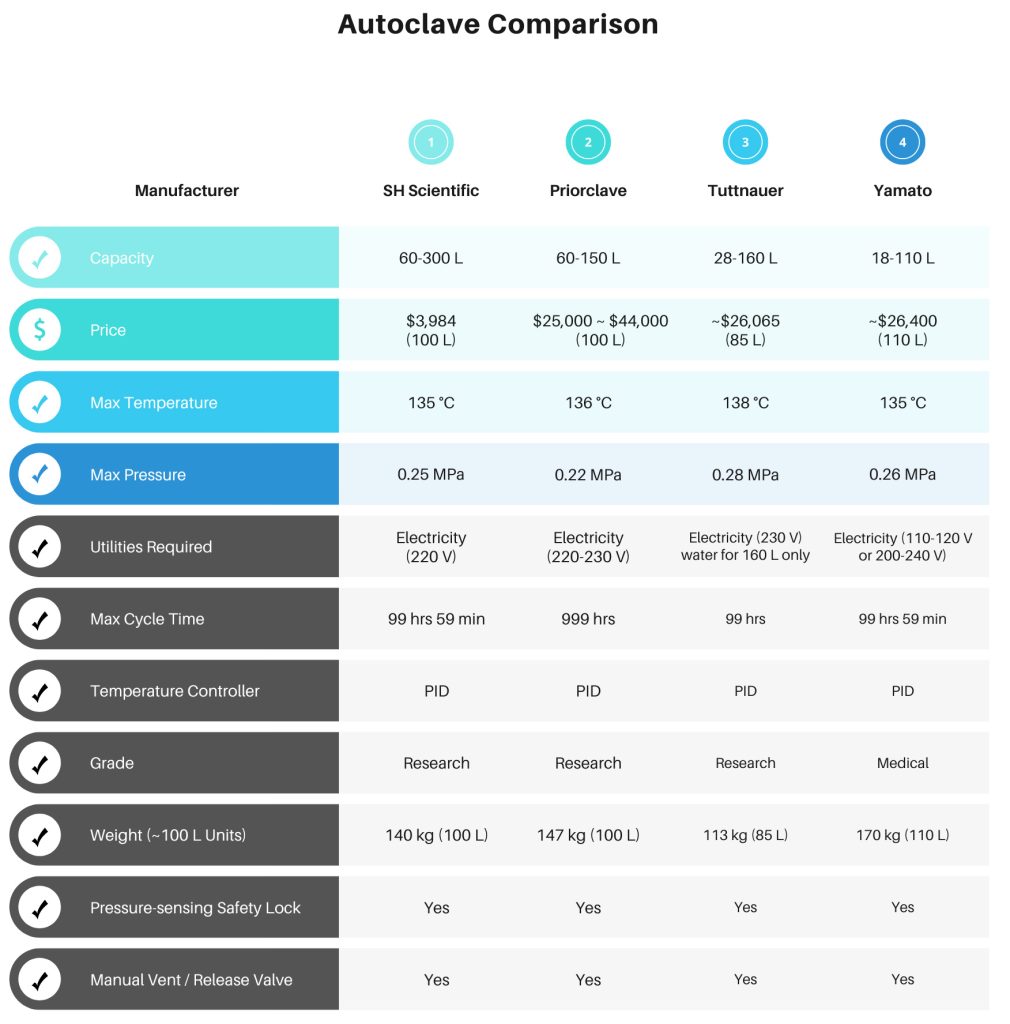

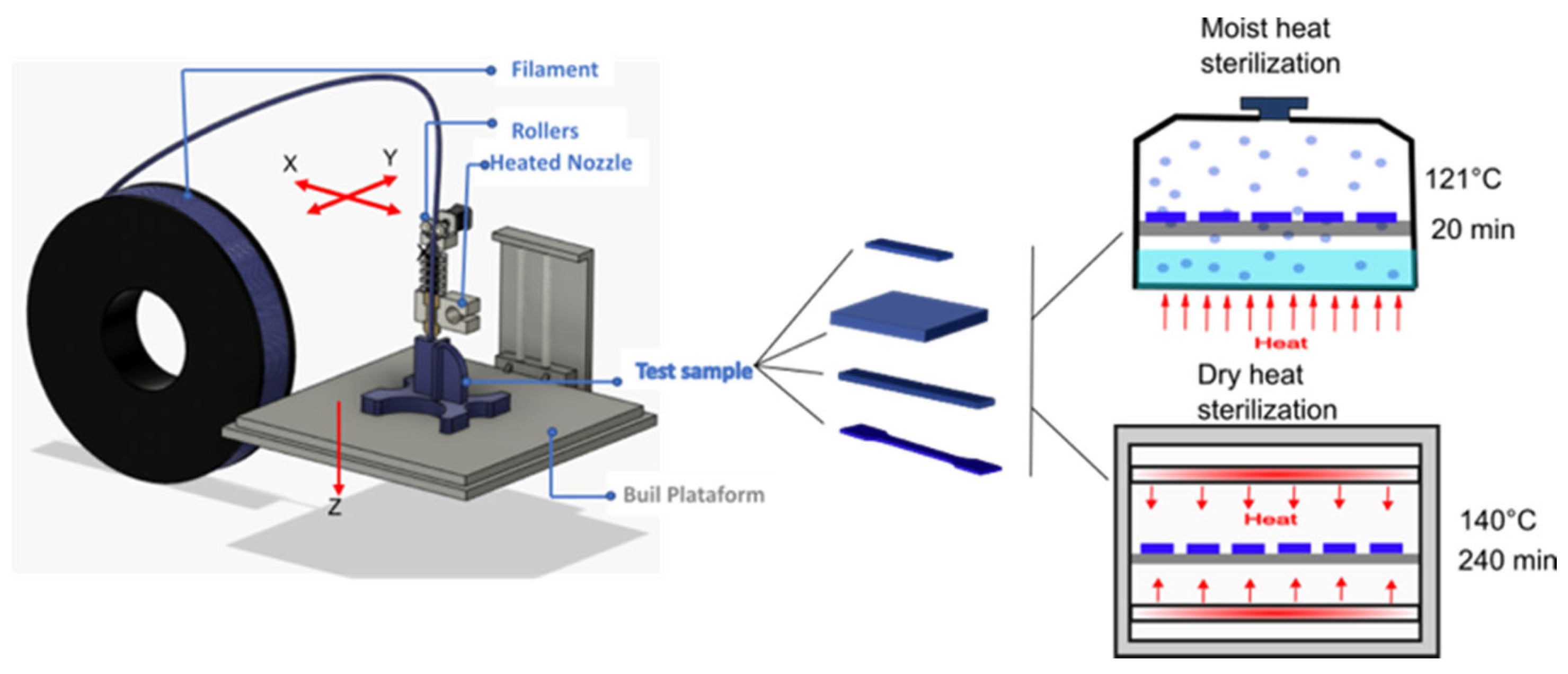
















 Stérilisateurs à vapeur sous haute pression de 18L et 24L – Équipements professionnels pour stérilisation médicale
Stérilisateurs à vapeur sous haute pression de 18L et 24L – Équipements professionnels pour stérilisation médicale Autoclaves verticaux de laboratoire médical – Équipements de stérilisation haute capacité
Autoclaves verticaux de laboratoire médical – Équipements de stérilisation haute capacité
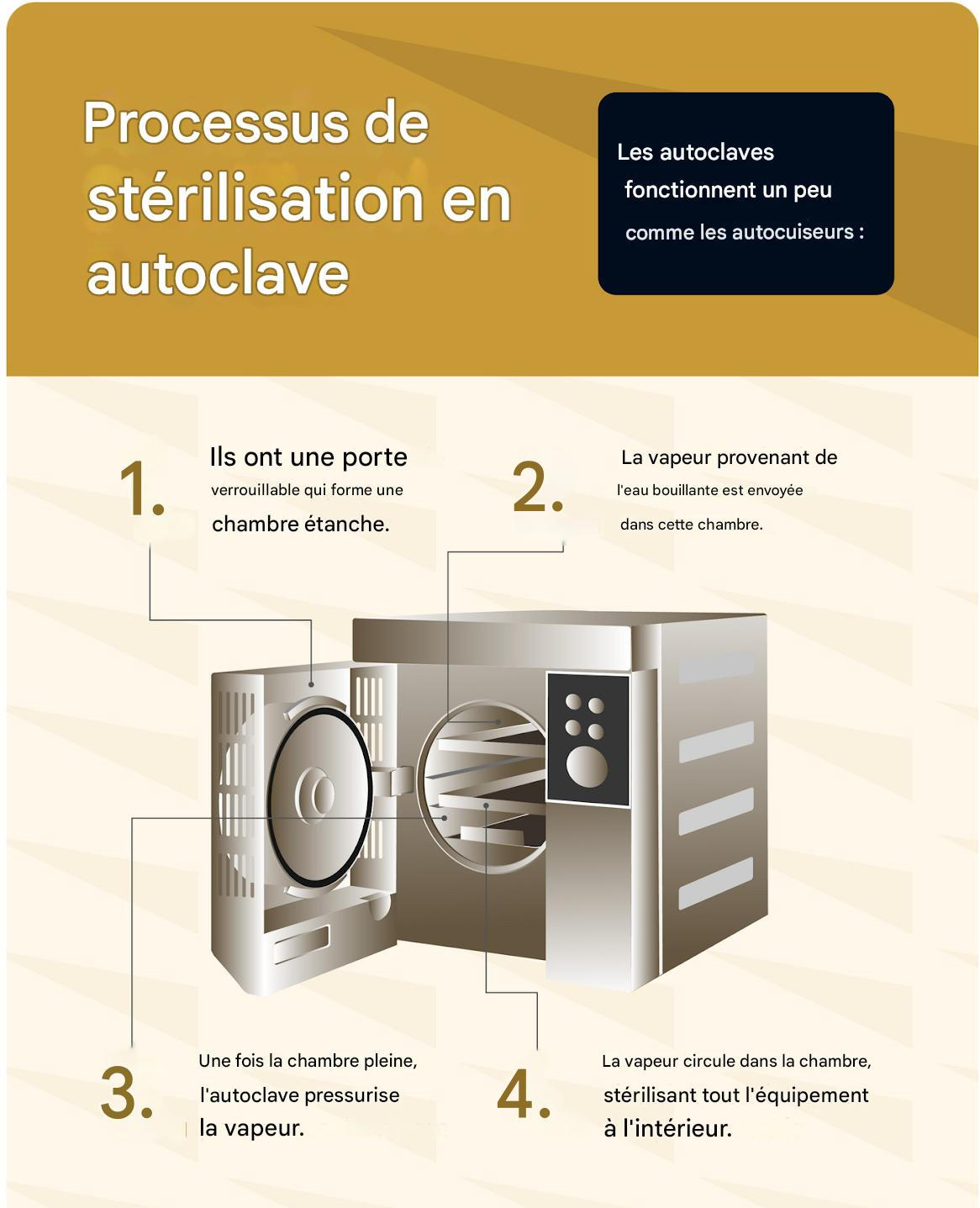
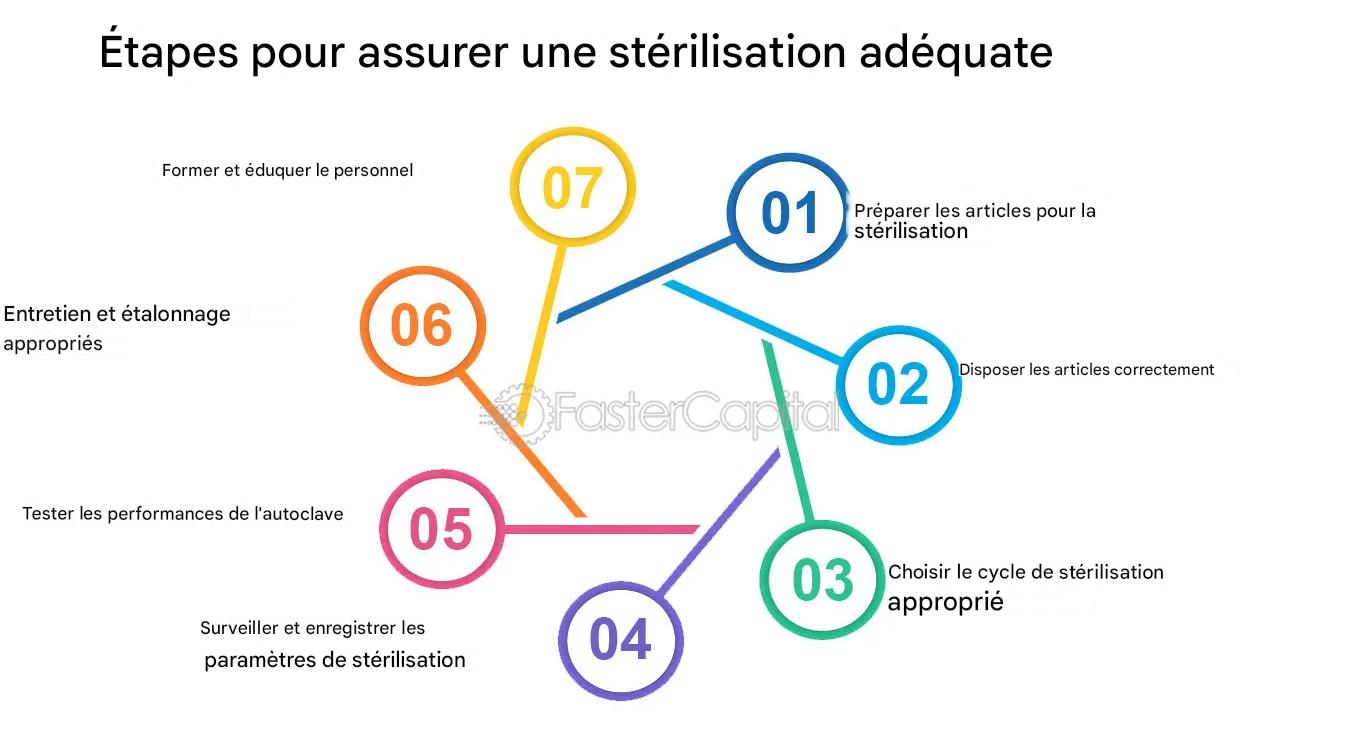
 Technique de chargement optimal des instruments dans l’autoclave – Circulation de vapeur maximisée
Technique de chargement optimal des instruments dans l’autoclave – Circulation de vapeur maximisée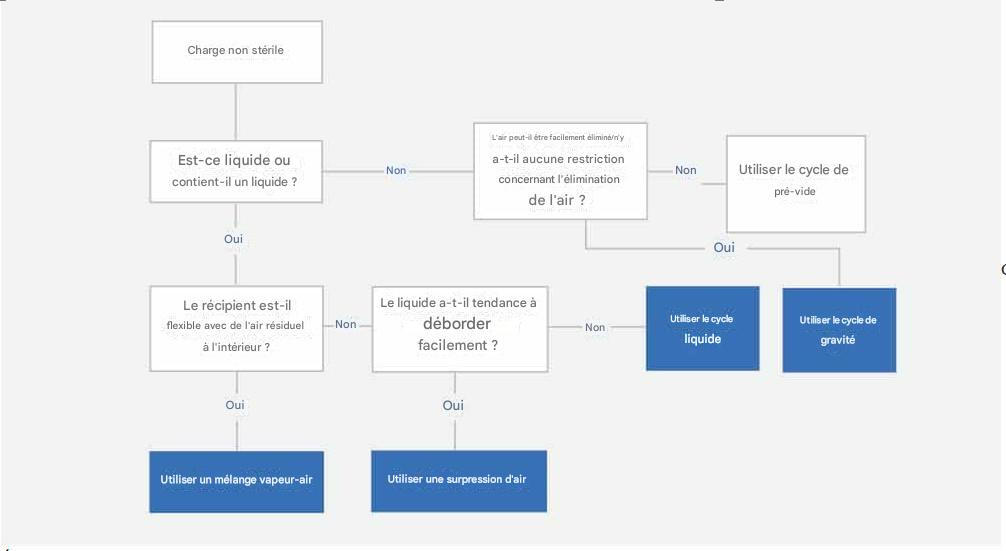
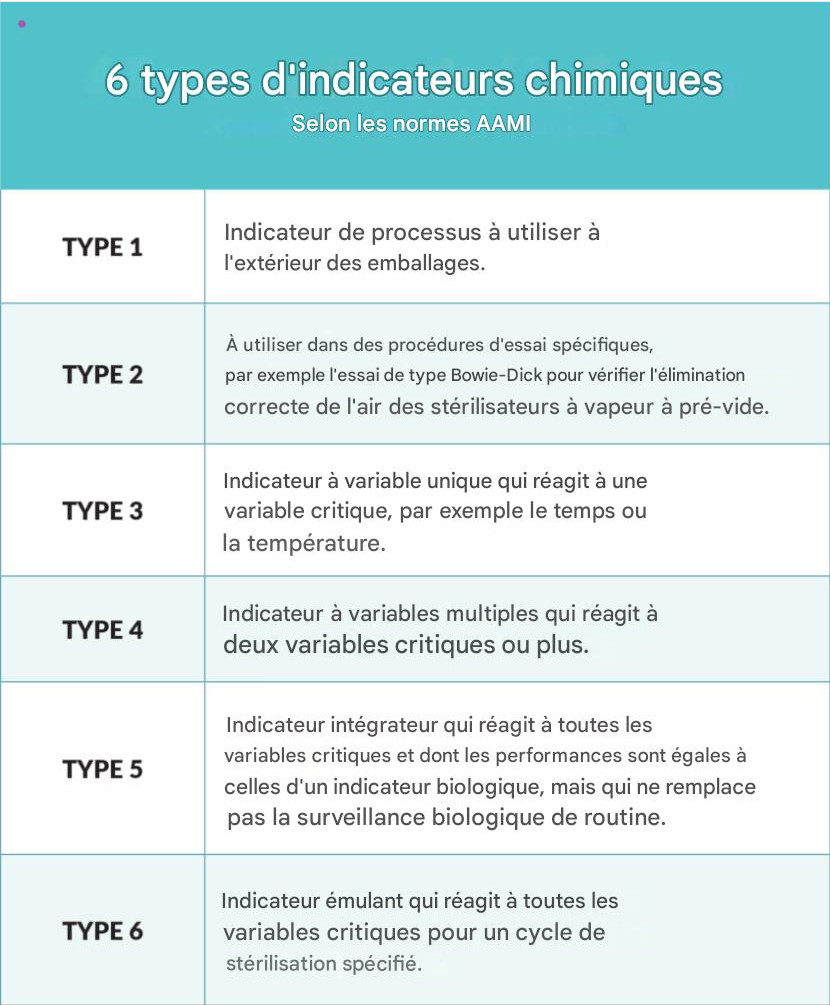
 Classification des six types d’indicateurs chimiques de stérilisation selon ISO 11140
Classification des six types d’indicateurs chimiques de stérilisation selon ISO 11140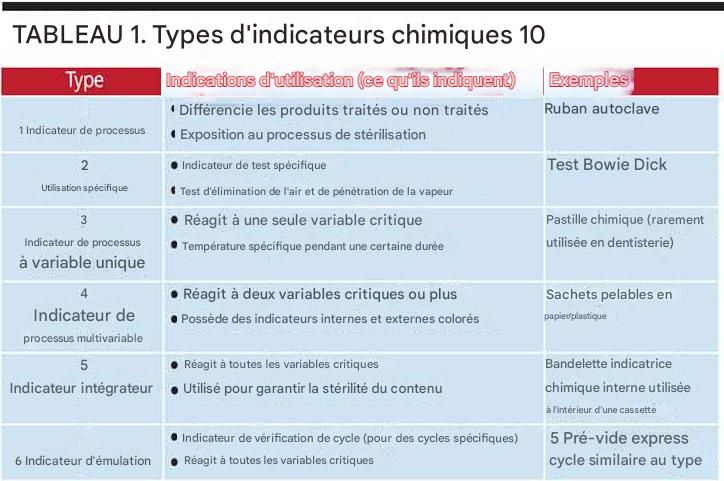
 Autoclave 18L haute pression – Vue d’ensemble des composants pour maintenance préventive
Autoclave 18L haute pression – Vue d’ensemble des composants pour maintenance préventive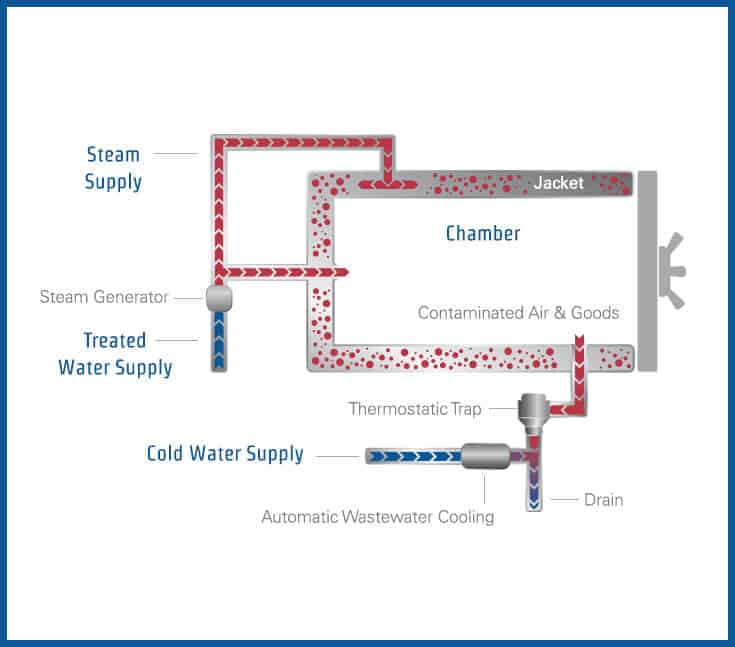 Cuve d’autoclave de laboratoire – Composants internes et système de fonctionnement
Cuve d’autoclave de laboratoire – Composants internes et système de fonctionnement Vue panoramique d’un environnement de stérilisation professionnel – Équipements de sécurité et installation complète
Vue panoramique d’un environnement de stérilisation professionnel – Équipements de sécurité et installation complète Cycle complet des instruments chirurgicaux réutilisables – Processus de décontamination et stérilisation
Cycle complet des instruments chirurgicaux réutilisables – Processus de décontamination et stérilisation Synthèse du processus complet de stérilisation vapeur : Nettoyage, emballage et stérilisation – Processus intégré
Synthèse du processus complet de stérilisation vapeur : Nettoyage, emballage et stérilisation – Processus intégré